应用锥光偏振全息技术的航空叶片测量新方法
2017-07-03周阿维西安工程大学机电工程学院西安70048西安理工大学机械与精密仪器工程学院西安70048
周阿维 邵 伟 吴 莹.西安工程大学机电工程学院,西安,70048.西安理工大学机械与精密仪器工程学院,西安,70048
应用锥光偏振全息技术的航空叶片测量新方法
周阿维1邵 伟2吴 莹2
1.西安工程大学机电工程学院,西安,7100482.西安理工大学机械与精密仪器工程学院,西安,710048
针对航空叶片型面复杂、曲率变化大的特点,提出一种应用锥光偏振全息原理的测量方法,该方法采用同一束锥光照明,允许被测表面的法向方向与光轴的夹角有较大的变动范围,从而避免叶片曲率变化对测量的影响。在此基础上,利用提出的基于隐式多项式的数据配准算法实现测量数据与CAD模型数据的同位姿化,获得叶片型面误差分布及相关几何参数的偏差,为加工工艺参数的调整提供精确的参数。实验结果表明,该方法测量重复性小于8 μm,达到航空叶片自适应加工对测量的要求。
叶片检测;型面误差;评价;CAD模型
0 引言
叶片作为航空发动机的重要零件,在航空航天发动机中起着气流导向和能量转换的重要作用,其结构、材料、加工质量等直接影响到整机的性能。叶片精确的几何造型是叶片加工的必要前提,而叶片型面的检测则是叶片加工制造中的关键部分,决定了叶片的加工精度和效率。叶片型面是基于叶型按照一定累计叠加规律形成的空间曲面,即复杂自由曲面,不同截面的叶片型线差别较大,没有固定规律,而且种类众多的描述参数使得叶片型面测量成为叶片检测中的重点与难点。
目前,许多学者对叶片型面测量进行了研究[1-9]。陆佳艳等[1]对现行的叶片型面测量方法进行了较全面的评述与总结,指出了叶片型面测量技术的发展趋势;陆永华等[2]为精确实现电解加工间隙的在线检测,提出了基于信息融合的叶片加工间隙在线检测方法;杨海成等[3]以叶片型面前后缘成形质量为检测因子,提出了航空发动机压气机叶片前后缘测量方法,并对叶片型面前后缘测量技术的发展趋势进行了评述;胡述龙等[4]针对航空发动机叶片三坐标测量机(coordinate measuring machine,CMM)测量过程中误差检测与评定的问题,提出了一种带公差约束的数字样板叶型检测方法;高继昆等[5]基于三坐标测量机,采用三维曲线扫描的方法对整体叶盘叶片型面进行检测;陈凯云等[6]提出了一种用于航空压气机叶片型面的激光测量系统,对系统设计的关键步骤进行了研究,但只在理论方案上验证了系统的可能性。本文提出了一种应用锥光偏振全息原理的测量新方法,以实现对航空叶片型面的快速、精密测量。
1 航空叶片测量系统
本文模拟叶片磨床加工原理构建了航空叶片测量系统。该系统采用叶片磨削的运动原理进行叶片测量,系统由机械机构、控制系统、测量系统等构成。机械机构部分作为叶片测量执行者,产生运动以模拟叶片磨削的运动轨迹;测量系统作为叶片测量操控者,通过控制系统驱动机械系统带动锥光偏振全息传感器沿着叶片表面运动,实现数据采集、处理及评价。
机械系统模拟QMK50A叶片磨床结构,采用立式布局,以花岗岩作为基座。如图1所示,测量系统工作台上固定安装三坐标移动台,X、Y、Z三个方向均安装了滚珠丝杠和精密滚珠导轨,三个运动轴相互正交。X、Y、Z三个轴上均安装有光栅尺,其有效测量长度分别为275 mm、185 mm、375 mm,分辨率为0.1 μm,用来实时反馈空间点的位置坐标。数控驱动的电机以及人工驱动的手轮均安装在各轴附近。由接触式触发传感器和非接触式锥光偏振全息传感器构成的复合式传感器系统安装在测量系统联动测量平台上。被测叶片安装在高精度转台(W轴)上的专用定位夹具上,使得工件转动一周便可以完成叶片一个截面线的测量工作,测量过程中不用重新装夹叶片或大范围地移动测头,减中了装夹误差和人为误差,提高了测量效率。

图1 测量系统的硬件系统基本架构Fig.1 Basic hardware architecture system of the blade measuring system
测量系统采用基于复合式传感器的测量技术,将非接触与接触测量技术相结合,通过一次设定就可完成航空叶片的型面测量。其中,接触式传感器采用Renishaw公司的PS20测头,用来进行定位。非接触式传感器是该测量系统的核心部件,用于工件坐标系的建立以及整个测量过程的实现。该非接触式传感器采用的是基于锥光偏振全息原理的传感器。
该传感器的测量原理如图2所示:系统由光源、反射镜、透镜、单轴晶体和两个偏振器组成,单轴晶体位于两个偏振器之间,其光轴与系统光轴平行,光强信号在接收平面被CCD传感器接收。工作原理是:激光光源通过反射镜和透镜产生锥光照射在工件表面上,工件表面反射回来的光通过透镜后穿过偏振器和单轴晶体,从而产生寻常光线与非常光线分量,寻常光线与非常光线在CCD传感器上产生偏振干涉,从而获得记录光波的振幅和相位分布并再现被测物体表面三维图像信息的全息图,实现对被测物的精确测量。该方法与光学探针法、光学干涉显微镜法、视觉测量法、莫尔条纹法、激光三角法和结构光投影法相比,由于采用同一路光源通过偏振镜和单轴晶体分光产生干涉,避免参考光和测量光源光路不同产生的影响,有效地提高了系统的抗干扰能力和精度,而且采用锥光照明可以允许被测表面的法向方向与光轴的夹角变动范围达到-165°~165°,从而避免叶片曲率变化对测量的影响,可以测量任何表面粗糙度的复杂曲面。
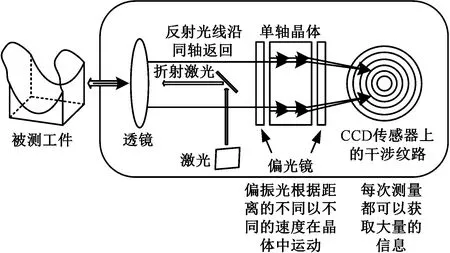
图2 基于锥光偏振全息原理的传感器测量原理Fig.2 The measurement principle of the sensor based on principle of conoscopic holography
控制系统采用伺服闭环驱动控制。控制指令通过控制系统,按照指令设置的运动速度、加速度,驱动四个轴直流伺服电机的转动,并且通过光栅和电机的反馈电路对电机转速和运行速度进行控制,使四个轴同步平稳地按照指定的轨迹运动。控制系统流程如图3所示。
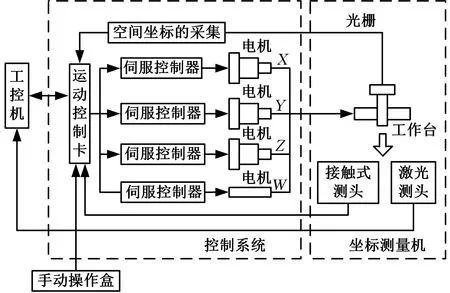
图3 控制系统流程图Fig.3 Flow diagram of the control system
测量系统工作流程如下:测量系统初始化之后,将待测工件置于系统主机的测量空间内,工控机分配不同轴向的运动,控制系统驱动伺服电机实施相对轴向的运动,控制测量系统精确地测量出被测零件表面的点在空间三个坐标位置的数值。然后,将测量数值反馈给上位机进行数据处理,采用数学方法得出其形状、型线参数、位置公差以及其他几何量数据。根据对叶片型线的数据评价,可以得出测量值和理论值之间的偏差,从而调整机床的加工工艺参数,以自适应地对叶片进行加工处理,直至测量值处于规定的偏差范围之内。
2 测量数据采集及其评定
2.1 数据采集
本文结合接触式测量精度高以及非接触式测量采集频率高、测量型面多样的优点,完成叶片型面数据的采集。如图4所示,航空叶片的数据采集一般分叶盆区、叶背区、前缘区(进气口边缘区)和后缘区(排气口边缘区)四个区域。前后缘属于大曲率微小曲面,而激光测头的测量范围有限,测量时易超出其测量范围,造成测点丢失。针对这一特点,本文通过控制系统驱动锥光偏振全息传感器沿着叶片的加工轨迹运动,从而保证光轴与曲面理论法向重合,避免了测点丢失以及接触测量半径误差补偿问题,从而实现叶片截面轮廓线的快速精确测量。而且,在测量过程中系统采用转台旋转和测头自动跟踪来扫描整个叶片型面,使测量叶面和叶背各点时距光源距离基本相同,从而消除光源距离不同对测量精度的影响。
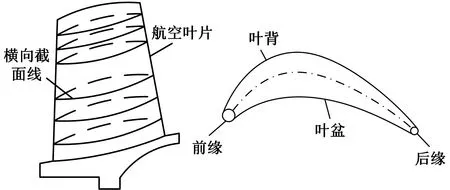
图4 航空叶片型面示意图Fig.4 Diagram of the aero-engine blade surface
叶片型面检测一般通过对叶片沿轴线方向分布的若干截面的型面检测来进行。一般来说,测量点越多,越能反映叶片型面的真实情况。然而点太多则会大大增加工作量,降低测量效率。根据工程测量要求,提取合适的若干理论数据点进行数据采集。建立叶片CAD模型,根据叶形结构生成若干个非等间距的横向截面,据此可以拟合出叶片模型,此模型可以和理论模型重合。在每条截面线上分别提取若干个理论点数据。用搭建好的柱坐标测量系统对叶片进行数据采集。数据采集以面为最小单位,完成一个面的测量之后才能进行另一个面的测量。步骤如下:①将叶片装夹固定在测量机的旋转台上;②建立工件坐标系,在UG上提取叶片CAD模型上的若干理论点;③将理论数据点输入到测量系统中,开始数据采集;④锥光偏振全息传感器依照由上至下的叶片横向截面线的顺序,按照先叶背、后叶盆的先后顺序对叶片进行测量,得到相应的测量点;⑤完成数据采集,如图5所示。
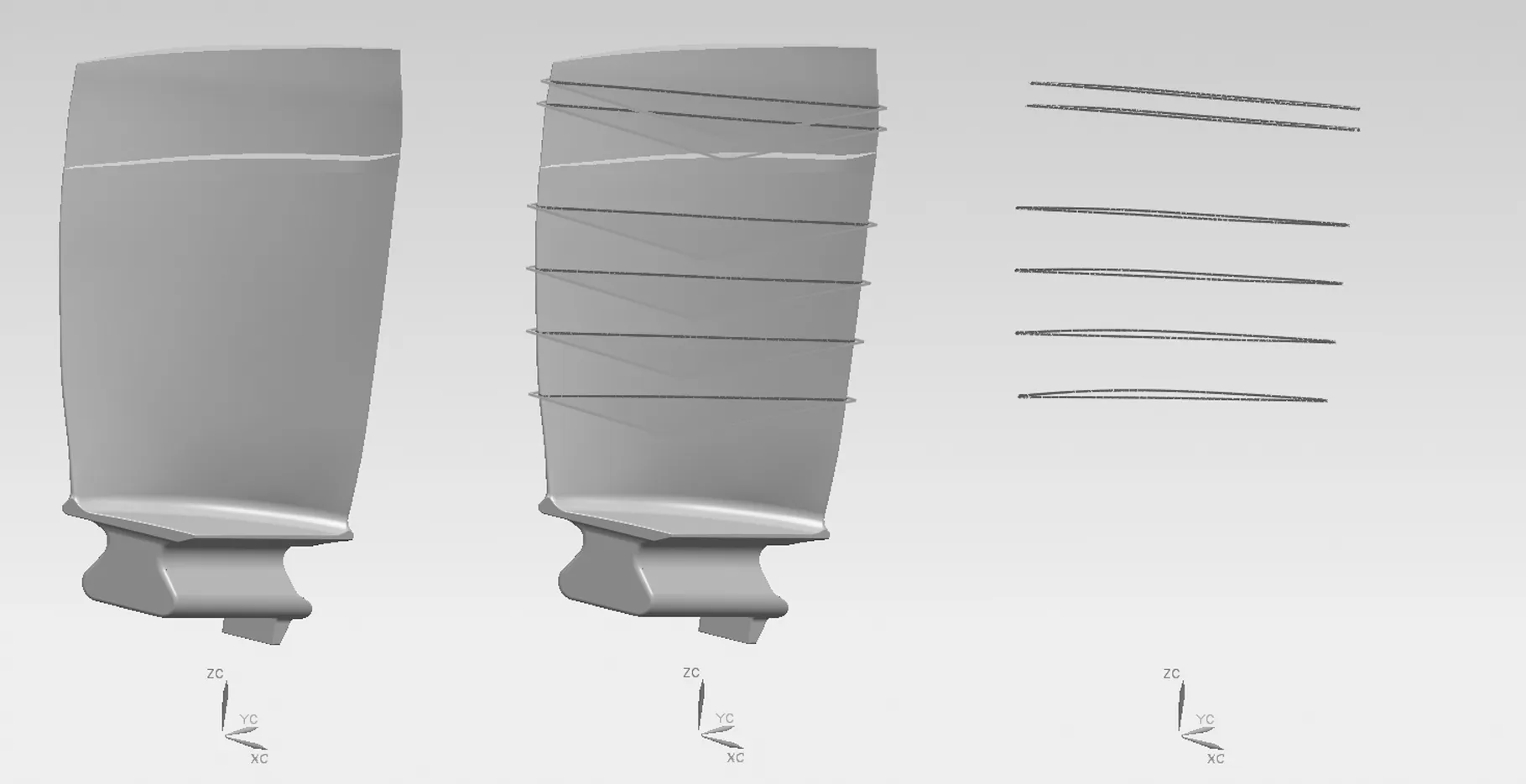
图5 UG提取CAD模型点云数据Fig.5 CAD model point extraction from UG
2.2 基于隐式多项式的数据配准
测量系统通过配准不同视角下的扫描点集,完成叶片型面测量数据和CAD数据模型间的同位姿化,即能够实现空间中不同坐标系下两点集变换到同一坐标系下的刚体坐标矩阵。许多研究表明[10-11],隐式多项式曲线对物体建模非常有效,具有许多优点,这主要是因为隐式多项式曲线只要用很少的系数就可描述不规则的复杂形状物体,而且抗噪性强,并能描述由于物体的遮挡或变形所缺失的部分物体信息,计算量较小,算法简单。因此,对航空叶片型面可采用隐式多项式来实现数据建模及配准。
如果两个相邻的截面线分别为

(1)

(2)
则得到的隐式多项式曲面为
(3)
μij= (aijxbbijxa)/(xbxa)
λij= (bijaij)/(xbxa)
当x = xa时,Fab(xa, y, z) = Fa(y, z);当x = xb时,Fb(xb, y, z) = Fb(y, z)。因此,由多个并列的截面线通过插值技术就可得到整个3D曲面,即可实现3D曲面的隐式多项式建模。
基于隐式多项式的数据配准算法步骤如下:
(1)对叶片型面测量数据和CAD数据进行初始配准。设测量数据点集为Q={q1,q2,…,qN},则其均值和协方差矩阵分别为

(4)
(5)
求取协方差矩阵Ccov的特征向量(v1,v2,…,vN),即为点集Q的主轴。然后,以均值qave为坐标系的原点,将主成分分析法(PCA)[12]求得的三个特征向量作为相对应的XYZ三个轴的方向,即可建立测量点数据的参考坐标系。PCA法反映了数据集对方差贡献最大的的特征,因此,对于较为相似的两片点云,只需调整其参考坐标系,使其达到一致,即可实现初始配准。
(2)对初始配准后的叶片型面测量数据和CAD数据分别利用式(3)进行拟合,即可实现测量和CAD的隐式多项式曲面建模。
(3)把上述建立的测量曲面和CAD曲面模型分别用极坐标形式表示,然后建立目标函数如下:
(6)
式中,α为测量曲面和CAD曲面的相对旋转角度;r为极半径;Fmeas为建立的测量曲面模型;FCAD为建立的CAD曲面模型。
通过式(6)计算,可得到旋转角度α,即可最终实现测量数据和CAD数据的配准。
2.3 数据评价
通过对理论数据以及测量数据进行叶片型线的拟合与分析计算,得出叶片型面的各项误差,主要涉及弦长、叶片型面的前后缘半径、圆心坐标和扭转角。叶片型面数据评价一般通过截取叶片沿轴线方向的若干型面,测量型面的型线来实现。图6为叶片型面的型线示意图。其中各个参数定义分别为:叶背(盆)指叶身吸(压)力面,即叶身外凸(内凹)的表面,沿该表面气流压力较低(高);前(后)缘指叶身进(排)气边连接吸力面与压力面的部分;弦线指叶型前后缘圆弧的公切线;叶型弦长b指整个叶型截面在弦线上的投影长度。

图6 叶片型线示意图Fig.6 Diagram of blade curve
2.3.1 弦长计算过程
图7为叶片弦线示意图,已知弦长为b。O1(Xq,Yq)、O2(Xh,Yh)分别为前后缘圆弧的圆心;Rq、Rh分别为前后缘圆弧半径;弦线与两个圆弧相切于点T1、T2。在前后缘圆弧外侧分别作垂直于弦线的切线,与弦线相交于P、Q,与圆弧相交于M、N。过点O2作O1T1的垂线,与O1T1交于点S。前后缘两拟合圆圆心间距为

(7)
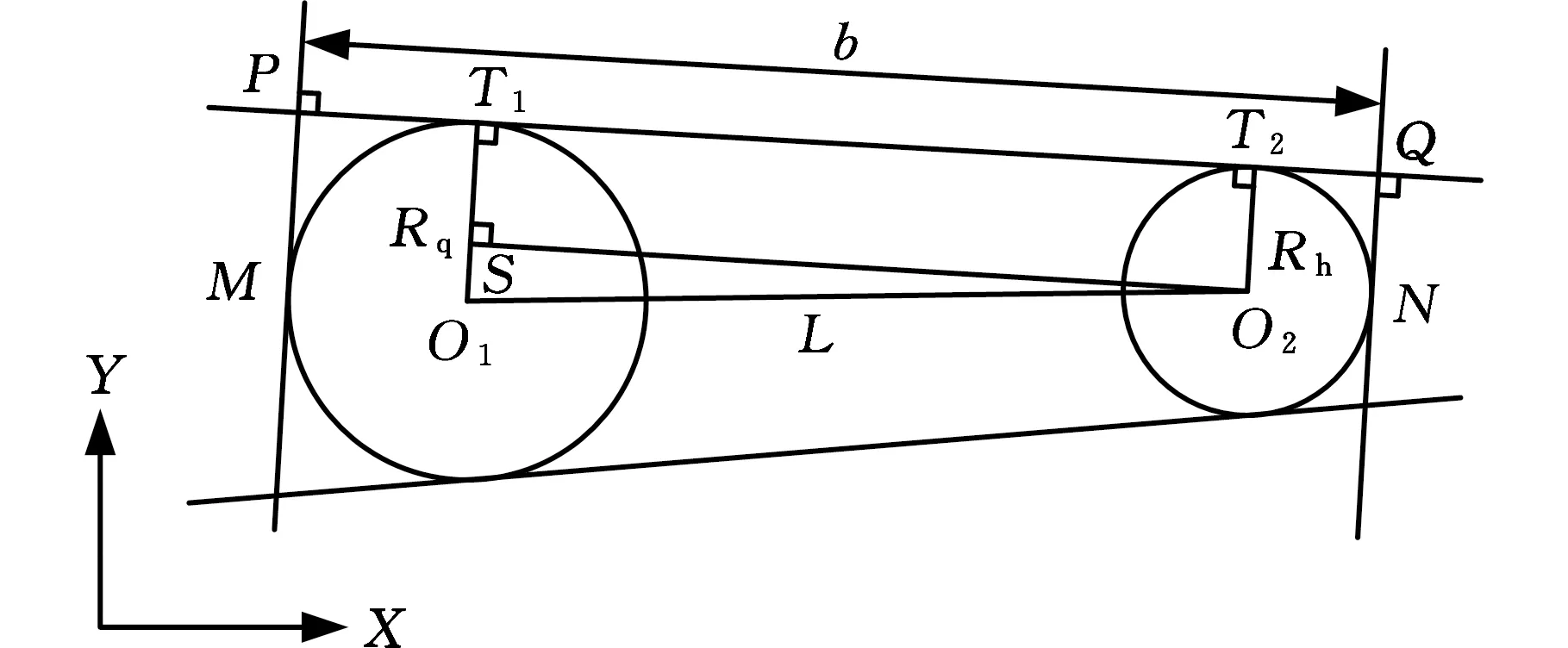
图7 弦线示意图Fig.7 Diagram of blade chord
由图7可知
(8)
综合式(7)、式(8)可以计算出弦长b。
2.3.2 扭转角计算步骤
(1)将测量模型截面线与理论模型截面线对齐。
(2)分别计算测量模型截面线与理论模型截面线的弦线参数,确定弦线与前后缘的切点坐标:Tp1(Xp1,Yp1)与Tq1(Xq1,Yq1)、Tp2(Xp2,Yp2)与Tq2(Xq2,Yq2)。
(3)计算测量数据弦线与理论数据弦线分别与X轴正方向的夹角α、β:
(9)
(4)α、β间夹角即为扭转角θ:
θ=β-α
(10)
若θ>0°,则测量模型截面线需绕其中心点逆时针旋转θ角度,才能与CAD模型截面线重合;若θ<0,则顺时针旋转θ角度。
3 叶片测量系统实验与分析
3.1 测量过程
系统选择某型号航空发动机叶片作为实验所用叶片,叶片由叶根、叶身、叶冠三部分组成。系统测量平台均在柱坐标测量机的基础上搭建完成,控制系统主要集中在控制机柜中。控制系统通过以太网与PC机相连接,通过驱动系统与机械系统、测量系统连接,控制整个测量轨迹的实现。准备好待测叶片及标准球,开始测量,具体步骤如下:
(1)启动叶片测量软件,进入测量系统软件的主界面(图8)。

图8 叶片测量系统软件主界面Fig.8 Main software interface of blade measuring system
(2)机器回零,进行测头标定。将叶片装夹在夹具上,将标准球安装在旋转轴的相应位置,进行测头标定。确定接触式测头的测头半径和球度误差,单击标定,将测头在标准球上以画圆的方式扫点,确定球心坐标和球度误差,显示校核结果,并将数据存入数据库中。
(3)工件坐标系建立[10-11],将提取的各数据点自动转移到叶片表面对应的位置上。
(4)输入UG上采集的理论CAD模型点集,进行叶片型面的自动测量,并将测量得到的点云数据以文本格式保存。
(5)打开数据处理界面,输入理论数据与测量点数据,进行叶片型面配准。得到配准后的旋转坐标、平移坐标以及配准后的误差值,以文本格式保存配准结果以及控制点坐标。
(6)打开数据拟合窗口,进行叶片型线拟合。系统拟合出相应层面的叶片型线,并计算出叶型前后缘拟合圆半径、圆心坐标、弦长、扭转角等数据信息。根据与理论数据的比较,判断测量数据的型线参数是否符合要求。
(7)将配准得到的控制点坐标作为理论点数据,输入测量软件进行再次测量,得到测量结果并按照上述步骤对其进行配准以及拟合评价,得出评价结果,保存二次配准得到的控制点坐标,作为三次测量的理论数据。
(8)进行三次测量,得到的数据评价结果符合工程要求,终止测量。
3.2 测量数据分析
针对相应层面叶片型线进行拟合,计算得出的前后缘半径(Rq,Rh)、前后缘圆心坐标((Xq,Yq),(Xh,Yh))、弦长b、扭转角θ等几何参数,如表1所示。

表1 叶片型线数据表
根据以上测量过程,对该叶片进行了多次测量与评价,得到以下结果:
(1)测量系统的重复性小于8 μm,对航空叶片一个截面线的一次测量所需时间大约为25 s,具有较高的测量效率与测量精度,符合叶片自适应加工对测量精度和效率的要求。测量系统重复性误差主要是测量系统机械运动重复性误差、测量环境温度波动带来的空间坐标测量系统重复性误差、测头重复性误差 、叶片重复定位误差等综合影响的结果。
(2)叶片的配准以及数据评价准确给出了测量数据与理论数据间的相对位置与误差数据,对叶片自适应加工中加工工艺参数的调整提供了可靠的数据。
(3)测量系统软件可以进行反复测量、配准以及数据评价,多次测量配准之后结果真实可靠,符合要求。
(4)操作界面较为简单、使用自动化程度高。
(5) 测量结果中弦长b和前后缘圆心坐标X、Y参数的误差比较大,这因为弦长b设计的公差为0.25 mm,圆心坐标X、Y的设计公差为0.1 mm,所以制造误差本身比较大,但实际测量出来的误差仍然在公差范围之内,表明制造精度满足设计要求。
4 结论
本文以当前叶片检测现状为背景,基于企业现实情况以及航空叶片自适应加工对测量精度和效率的需求,提出了一种基于锥光偏振全息原理的测量方法并设计了航空叶片测量系统,并针对其硬件、软件系统进行了相应设计以及实验验证,通过配准解决了测量数据与原始CAD数据位姿不统一的问题。测量软件在完成型线数据拟合及分析评价的基础上,直观有效地判断测量数据的精确度。以某型号航空发动机叶片为实验对象,对测量系统进行了应用测试,验证了系统的安全性、可行性与实用性。通过测量结果与数据评价结果可以得出,系统的测量效率与精度均符合叶片自适应加工对测量的要求,从而为叶片自适应加工中加工工艺参数的调整提供了可靠的数据。
[1] 陆佳艳, 熊昌友, 何小妹, 等. 航空发动机叶片型面测量方法评述 [J]. 计测技术, 2009, 29(3):1-3. LU Jiayan, XIONG Changyou, HE Xiaomei, et al. Survey of Measurement Method of Aero-engine Blade [J]. Metrology & Measurement Technology, 2009, 29(3):1-3.
[2] 陆永华, 赵东标, 云乃彰,等. 基于信息融合的叶片加工间隙在线检测方法 [J]. 东南大学学报(自然科学版), 2009, 39(1):146-150. LU Yonghua, ZHAO Dongbiao, YUN Naizhang. On-line Measuring Interelectrode Gap of Processing Blade Based on Information Fusion [J]. Journal of Southeast University, 2009, 39(1):146-150.
[3] 杨海成, 王玉, 单纯利. 航空发动机压气机叶片前后缘测量方法评述 [J]. 航空精密制造技术, 2015, 51(6):43-45. YANG Haicheng, WANG Yu, SHAN Chunli. Survey of Measurement Method of Aero-engine Compressor Blade Edge [J].Aviation Precision Manufacturing Technology, 2015, 51(6):43-45.
[4] 胡述龙, 张定华, 张莹,等. 带公差约束的数字样板叶型检测方法 [J]. 航空学报, 2013, 34(10):2411-2418. HU Shulong, ZHANG Dinghua, ZHANG Ying, et al. Inspection Method of Blade Shape Based on Digitized Template with Design Tolerance Constraints [J]. Acta Aeronautica et Astronautica Sinica, 2013, 34(10):2411-2418.
[5] 高继昆, 闫峰, 李季. 三坐标测量机在整体叶盘叶片型面检测中的应用 [J]. 航空制造技术, 2015, 492(22):94-97. GAO Jikun, YAN Feng, LI Ji. Blisk Blade Profile Inspection Using CMM [J].Aeronautical Manufacturing Technology, 2015, 492(22):94-97.
[6] 陈凯云, 叶佩青, 俞学兰,等. 航空压气机叶片型面激光测量系统研究 [C]// 中国仪器仪表学会青年学术会议. 天津:中国仪器仪表学会青年工作委员会, 2003:609-612. CHEN Kaiyun, YE Peiqing, YU Xuelan,et al. Study on Laser Measurement System of Aero Compressor Blade Profile [C]// Chinese Academy of Instrumentation. Tianjin:China Instrument and Control Society, Youth Working Committee, 2003:609-612.
[7] 李斌, 孙忠林, 彭芳瑜,等. 叶片零件在线检测测点规划问题研究 [J]. 中国机械工程, 2008, 19(5):540-542. LI Bin, SUN Zhonglin, PENG Fangyu, et al. Research on On-line Probing Measure-point Layout for Blade Parts [J]. China Mechanical Engineering, 2008, 19(5):540-542.
[8] 吴丽丽, 樊锐. 叶片型面在线检测方法研究 [J]. 机械设计与制造, 2010(9):97-99. WU Lili, FAN Rui. The Research of Blade Surface’s On-line Inspection’s Method [J]. Machinery Design & Manufacture, 2010(9):97-99.
[9] 盛晟. 汽轮机叶片测量测点规划[J]. 工具技术, 2016, 50(7):107-108. SHENG Sheng. Planning of Measuring Point for Turbine Blade [J].Tool Engineering, 2016, 50(7):107-108.
[10] WU G, ZHANG Y. A Novel Fractional Implicit Polynomial Approach for Stable Representation of Complex Shapes [J]. Journal of Mathematical Imaging and Vision, 2016, 55(1):89-104.
[11] ZHENG B, TAKAMATSU J, IKEUCHI K. An Adaptive and Stable Method for Fitting Implicit Polynomial Curves and Surfaces [J]. IEEE Transactions on Pattern Analysis & Machine Intelligence, 2010, 32(3):561-8.
[12] GOOD R P, KOST D, CHERRY G A. Introducing a Unified PCA Algorithm for Model Size Reduction [J]. IEEE Transactions on Semiconductor Manufacturing, 2010, 23(2):201-209.
(编辑 苏卫国)
A New Method of Aviation Blade Measurement via Applications of Conoscopic Holography Principle
ZHOU Awei1SHAO Wei2WU Ying2
1.School of Mechanical and Electronic Engineering,Xi’an Polytechnic University,Xi’an,710048 2.School of Mechanical and Precision Instrumentation Engineering,Xi’an University of Technology,Xi’an,710048
Aiming at the characteristics of the complex shape and large curvature variation of the aviation blade profile, this paper proposed a new measurement method via application of conoscopic holographic principle. This method used the same beam conoscopic lighting, and allowed the variation ranges of the angles between normal direction of the surfaces to be measured and optical axis to be larger, so as to avoid the influences of blade curvature on the measurements. Then, the proposed data registration algorithm based on implicit polynomials which may match measurement data with CAD model data, may be used to obtain blade surface error distribution and the deviations of geometric parameters, and provide accurate parameters for the adjustment of processing parameters. Experimental results show that measuring repeatability of the method is less than 8 μm, which meets the measurement requirements of aviation blades for the adaptive machining.
blade inspection; profile error; evaluation; CAD model
2017-01-16
国家自然科学基金资助项目(51505359)
TG806
10.3969/j.issn.1004-132X.2017.12.002
周阿维,女,1981年生。西安工程大学机电工程学院讲师、博士。主要研究方向为零件质量非接触精密检测新方法、数字信号处理。获中国发明专利3项。发表论文20篇。E-mail:lxmwsawz@163.com。邵 伟(通信作者),男,1977年生。西安理工大学机械与精密仪器工程学院副教授、博士。E-mail:swlxm@163.com。吴 莹,女,1987年生。西安理工大学机械与精密仪器工程学院硕士研究生。
