多功能自动行车在锌电积车间的应用
2017-06-24深圳市中金岭南有色金属股份有限公司丹霞冶炼厂广东韶关512300
阳 平(深圳市中金岭南有色金属股份有限公司丹霞冶炼厂,广东韶关 512300)
多功能自动行车在锌电积车间的应用
阳 平
(深圳市中金岭南有色金属股份有限公司丹霞冶炼厂,广东韶关 512300)
介绍了国内第一套多功能自动行车在湿法炼锌3.2 m2大极板工艺条件下,在锌电积车间的现场应用情况及效果,包括多功能自动行车在锌电积剥锌系统中的作用、主要结构、自动控制方式、已实施的改造及效果、还暂未解决的不足及改进方向。多功能自动行车在湿法炼锌3.2 m2大极板工艺条件下,在锌电积车间的剥锌系统中应用非常成功,有很高的推广价值和借鉴意义。
多功能自动行车;锌电积;激光测距仪;抓具;拖链
随着时代的发展,科技飞速进步,工业生产向着机械化、自动化、智能化大步前行,有色金属冶炼行业也不例外,中金岭南有色金属有限公司作为国内著名有色金属冶炼国有企业,紧随着时代的脚步,采用湿法冶炼3.2 m2大极板工艺技术,引进卢森堡保尔沃特公司的全套剥锌设备,包括多功能自动行车两台、全自动剥锌机组两台、刷洗机一台,阳极板清洗拍平机一套,各设备机组连接到一个工业以太网内,实现各部分的协调联锁和整个系统的机械化自动化,生产效率大为提高。
1 多功能自动行车在锌电积剥锌系统中的作用
3.2 m2大极板工艺锌电积车间由南北各一列每列53个电解槽组成,另有两条剥锌线,一条刷洗线,一条阳极小车线。锌电积工艺中铝板作为阴极板吸附溶液中的锌离子成为金属锌,铅银板作为阳极板吸附溶液中的二氧化锰等添加剂成为阳极泥。因此每隔一定周期需要用多功能自动行车将带锌阴极板吊运到剥锌线,用剥锌机将吸咐的金属锌片剥离下来,未带锌阴极板再经过多功能自动行车吊运至刷洗线,刷洗机刷洗干净后再吊运放入电解槽中,需要将吸附了阳极泥的阳极板吊运至阳极小车运行至拍平机,对阳极板进行拍平并用高压水清洗干净,清洗拍平后的阳极板再吊运插回电解槽[1]。现106槽,每槽110块阴极板,111板阳极板,多功能自动行车设计为每次只能吊起一吊阴极板(最大57块)或一吊阳极板(最大39块),每个电解槽2吊阴极板,3吊阳极板,年产11万t锌,每天需吊运约105吊阴极板,18吊阳极板,即单台多功能自动行车每天需运行约120个循环。剥锌作业循环系统如图1所示。
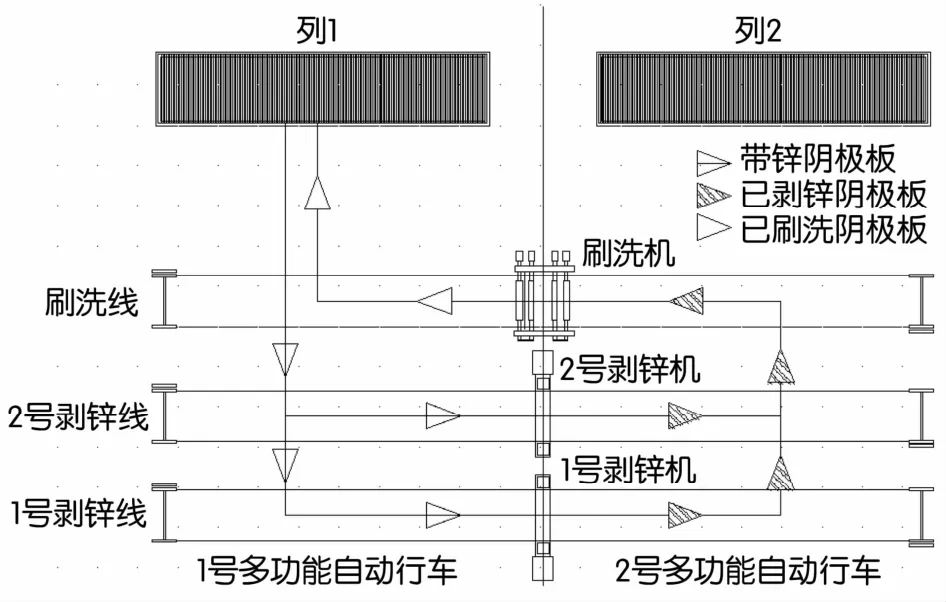
图1 剥锌系统概图(剥锌列1时)
由图1可知,剥锌列1时,1号行车需要执行四大步骤,分别为:从电解槽吊起带锌阴极板,放带锌阴极板到剥锌线上,从刷洗线吊起已刷洗阴极板,放已刷洗阴极板到电解槽上,这称之为长循环。2号行车只需要执行两大步骤,分别为:从剥锌线吊起已剥锌阴极板,放已剥锌阴极板到刷洗线上,这称之为短循环。剥锌列2时,循环方向相反,此时1号行车执行短循环,2号行车执行长循环。由此可知,在此剥锌系统中,两台多功能自动行车处于剥锌循环的关键点,若其中一台出现故障不能运行则整个剥锌系统也无法运行
2 多功能自动行车的主要结构
1.大车行走驱动系统。1台30 kW变频器驱动4台4 kW带减速机的电机,其中一台电机装有增量式编码器,提供速度反馈形成闭环控制。
2.激光测距系统。两边各一台250 m激光测距仪安装在墙壁上,反射板安装在多功能自动行车上,为左右运行定位提供毫米级别的精确数据。
3.抓具升降控制系统。1台37 kW变频器控制1台37 kW电机(装有增量式编码器,速度闭环控制[2]),通过万向联轴器连接减速机,减速机两侧装有卷筒,通过钢丝绳,定滑轮,连接抓具上方动滑轮,以达到电机转动升降抓具的目的。一侧卷筒安装有绝对值编码器,可提供毫米级的精确数据以控制抓具升降位置。
4.抓具开合系统。1台0.37 kW行程为200 mm的推杆电机控制带吊钩的抓具打开(勾阳极板)或闭合(勾阴极板)。通过4个接近开关来反馈开合位置。
5.抓具移位系统。1台0.37 kW行程为400 mm的推杆电机控制带钩子的抓具移位(加号位零号位减号位对应每槽2吊阴极板3吊阳极板)。通过4个接近开关来反馈移位位置。
6.滴液盘系统。2台1.5 kW行程为600mm的推杆电机控制滴液盘打开与关闭。
7.喷水系统。水箱,232 kW水泵电机,3个电磁阀控制可冲洗导电头或阴极板。
8.电缆拖链系统。导向槽约120 m长,电缆从中间26槽位置进入拖链,拖链约70 m长,10条电缆,拖链外宽×外高:79×342,拖链每节可拆卸且有隔离块分开每条电缆防止散乱。
9.辅助葫芦系统。234 kW提升电机(速度2~8 m/min),0.32 kW运行电机(速度20 m/min),最大提升重量1.5 t,提升高度5 m。
10.绝缘系统。两重绝缘保障,辅助葫芦工字钢,提升电机等部分均有绝缘子与大车相连接,实现与轨道绝缘效果。
11.称重系统。4个压力传感器(称重系统故障高发,工作不稳定,已取消)。
3 多功能自动行车的自动控制方式
两台多功能自动行车通过一个西门子可编程控制器CPU317F控制,每台自动行车配置室内与行车上方两个配电柜,各有一个ET200S从站,通过光纤线通讯,变频器与CPU使用Profibus DP协议[3]。共使用了约200个输入点,78个输出点,各程序块330个,200个定时器,全部程序占用467 982字节,且带有WinCC flexible监控系统。虽然硬件系统结构并不复杂,但为了实现精确定位,全程自动化,满足生产要求,软件程序较为复杂庞大。
4 已实施的改造及效果
4.1 控制手柄及电缆改造
由自动行车上方配电柜通过36×1.0电缆直接接到控制手柄,取消原先中间中转蓝色接头;原控制手柄螺栓腐蚀无法锁紧固定电缆,无法做到密封防酸,按钮间距小,维修更换困难,更换新的玻璃钢材质控制手柄,上端锁扣开合,加大,增加按钮相互间距。解决原电缆中间蓝色接头腐蚀易松动接触不稳定故障,解决控制手柄按钮间距小、更换困难的问题,防酸密封,开合方便快捷,中文标识更通俗易懂,防止操作员工误操作。
4.2 辅助葫芦吊线路及控制方式改造
将两台自动行车辅助葫芦吊电源线及控制线由多条电缆改为一条24芯电缆;在辅助葫芦吊下方新增手柄线缆及单独控制手柄。解决原来自动行车辅助葫芦吊多根电缆在电缆滑车带动下来回移动容易造成电缆损坏的问题;解决原来自动行车主控制手柄控制辅助葫芦吊容易被吊起的阴阳极板遮挡视线,需拿起控制手柄,一人无法操作且容易拉坏主控制手柄线缆;解决原来自动行车在电解槽放阴极板时偶尔极板下端顶到阳极板,需另一人扶正或拿东西支撑,阴极板正常插入后再拿开支撑物,现只需将辅助葫芦开到顶板对应位置,然后操作员自己扶正阴极板,用辅助葫芦控制手柄操作正常插入极板即可,单人操作省时省力。
4.3 自动行车上配电柜内模块输出电源整改
现场输入接近开关24 V电源由模块底座直接提供改为另接断路器的单独电源提供。单台自动行车现场配电柜内有约30个模块及底座,出现故障时难以判断故障点,只能更换全部模块或全部底座,费时费力,技改后大幅降低模块及模块底座的损坏率,具体器件故障对应具体单个断路器,故障点查找方便快捷,大幅节约维修时间。
4.4 增加防撞梁对射式光电开关
在端梁底部增加一对对射式光电开关,信号输入DI模块,当对射式光电开关接收端未接收到发射光时,此输入点信号为0,此时程序中禁止自动行车左右移动。未加装此光电开关前,极少数特殊情况下,放板后有一两块板未完全脱勾,被提起,此时自动行车左右行走造成撞梁等严重后果。加装对射式光电开关后,有效防止了此特殊情况发生时造成的严重后果。
4.5 优化运行过程,增加停顿
短循环无负载时抓具调为上升到中间位大车即可以开始行走,不需要上升到顶部,节约时间;长循环吊运刷洗好的阴极板放至到电解槽后上升到中间位,一个循环结束,增加暂停,需要操作人员确认后再自动运行到下一槽吊板;长循环吊带锌阴极板放到剥锌线之前,先到刷洗线暂停,等待操作人员确认后再自动运行到剥锌线;短循环放板到刷洗机后上升到中间位增加暂停,需操作人员确认后再自动运行到剥锌机勾板。优化后运行更符合现场操作习惯,进一步保障现场操作人员的人身安全。
5 不足及改进方向
倍加福250 m激光测距仪在酸雾大或是空气湿度大等情况下,激光测距仪发射光无法穿越空气中的水雾,会出现无测距数据的情况,造成自动行车无法运行。改进通风措施正在进行中,其它测距方式也正在研究中。抓具开合及移位停止位置完全依靠4个电感式接近开关,电感式接近开关感应面为扇形,达不到精确控制要求,且接近开关位置无法调节,更换新的开关等情况极容易造成开合或移位位置偏差。正在考虑采用其它更合适的检测元件。EKD进口塑料拖链价格昂贵,耐酸性能一般,使用寿命不足1 a。正准备试用国产塑料拖链。
6 总 结
多功能自动行车作为锌电积车间剥锌系统中的关键设备,在高湿度、酸性、强磁场环境下在锌电积车间全年24 h基本不间断运行,现已10 a依然可靠运行中,故障率低,维护成本低。采用此套剥锌系统后,人工大幅减少,生产效率及产量大幅提升,原金狮冶化厂剥锌工42人/班年产仅2万t锌锭,现仅剥锌工10人/班年产超过11万t锌锭[1]。可见多功能自动行车在湿法炼锌3.2m2大极板工艺条件下,在锌电积车间的剥锌系统中应用非常成功,有很高的推广价值和借鉴意义。
[1] 罗振.全自动剥锌机在锌电积车间中的应用[J].冶金自动化,2012,(S1):194-195.
[2] 廖常初.S7-300/400 PLC应用技术[M].北京:机械工业出版社,2011.
[3] 罗振,唐小毛,马旭.SINAMICS S120在全自动剥锌中的应用[J].变频器世界,2011,(S1):85-99.
M ultifunctional Automatic Train Operation in the Application of Zinc Electric Product W orkshop
YANG Ping
(Shenzhen Zhongjin Lingnan Nonfemet Company Limited Danxia Smelter,Shaoguan 512300,China)
Introduce the domestic first set ofmulti-functional automatic train operation application and effect in wet zinc smelting 3.2 m2large plate process conditions,including the driving role,the main structure,the automatic control mode,the transformation and effects,the still unresolved deficiencies,summary and improvement direction.Multifunctional automatic train operation application in wet zinc smelting 3.2 m2large plate process under the condition of zinc in zinc electric product workshop stripping system has been very successful,and has a high popularization value and reference significance.
multifunctional automatic train operation;zinc electric product;laser ranger;grab;drag chain
TF307
A
1003-5540(2017)03-0034-03
2017-04-08
阳 平(1990-),男,助理工程师,主要从事电气自动化工作。
