一种国产平板探测器的成像测试
2017-06-21王腾钫李运键胡栋材于祥国方志强
王腾钫,陈 浩,2,王 远,2,李运键,胡栋材,2,于祥国,方志强,陆 遥
(1.中国工程物理研究院 应用电子学研究所,绵阳 621900;2.国家X射线数字化成像仪器中心,绵阳 621900;3.四川迪派锐科技有限公司,绵阳 621900;4.上海奕瑞光电子科技有限公司, 上海 201210)
一种国产平板探测器的成像测试
王腾钫1,陈 浩1,2,王 远1,2,李运键3,胡栋材1,2,于祥国4,方志强4,陆 遥4
(1.中国工程物理研究院 应用电子学研究所,绵阳 621900;2.国家X射线数字化成像仪器中心,绵阳 621900;3.四川迪派锐科技有限公司,绵阳 621900;4.上海奕瑞光电子科技有限公司, 上海 201210)
在数字射线成像中,探测器是非常重要的组成部分。通过使用国产0505平板探测器,采用钢板直焊缝单壁透照方式进行试验,根据获得的成像结果依据相关标准分析探测器的性能,包括灵敏度、分辨率和信噪比等参数。结果表明,这款探测器符合数字射线成像相关标准中关于灵敏度和分辨率的要求。结果可为同行构建CT系统或DR系统时选择探测器提供参考依据。
平板探测器;性能;CT成像;DR成像;灵敏度;分辨率;信噪比
数字化X射线摄影(Digital Radiography,DR)是20世纪90年代发展起来的X射线摄影新技术。该技术具有更快的成像速度、更便捷的操作、更高的成像分辨率等显著优点,成为数字X射线摄影技术的主导方向[1]。
平板探测器是DR系统中至关重要的部分。平板探测器的性能直接影响着所采集图像的质量,所以了解一个平板探测器的性能,对构建一套DR系统是非常必要的[2]。同时,随着平板探测器在CT系统中的广泛应用,笔者试验得到的成像测试结果也可为构建CT系统提供参考。
目前,评价平板探测器的性能可通过测定平板探测器的灵敏度、分辨率、信噪比三个参数[3-4]来进行。文中通过采用钢板直焊缝单壁透照方式,使用上海奕瑞光电子公司生产的Mercu0505NDT探测器,对7种厚度(10,20,25,30,36,42,48 mm)的钢板直焊缝进行透照试验,通过分析所采集的图像,得到上述3个参数的结果来为这款探测器的应用提供参考。要完全评价一个探测器的性能,还需要分析探测器的探测效率、坏像素、响应频率等参数[5-6],文章由于试验条件所限,只进行了灵敏度、分辨率、信噪比三个参数的分析,其结果可为构建 DR或CT系统时提供参考,为进一步的探测器性能测试及设计优化提供依据。
1 成像试验设备、参数及分析方法
1.1 试验设备与参数
(1) 试验使用国产0505平板探测器,其外观如图1所示。

图1 上海奕瑞0505探测器
(2) 试验所用射线机为依科思朗Smart300HP型产品,其参数为:管电压50~300 kV(调节精度1.0 kV/步);管电流0.5~3.0 mA(调节精度0.1 mA/步);最大功率900 W;焦点尺寸1.5 mm(IEC336);辐射角40°×55°。所用国产0505平板探测器的参数为:成像面积130 mm×130 mm;像元数目1 024×1 024;能量范围20~300 kV;帧速度25 帧/s (1×1),48 帧/s (2×2);像元尺寸127 μm。
(3) 试验采用钢板直焊缝单壁透照方式成像。由于测试时使用的射线机是便携式的,最大功率为900 W,在使用不同厚度的钢板时需要设定不同的电压值,而电流最大为3 mA,所以成像时功率总小于900 W;相对于固定式射线机,其功率偏小,考虑到成像质量,最终将焦距定为800 mm,像质计在源侧。透照摆放方式如图2所示。

图2 0505平板探测器透照摆放方式
(4) 测试所用软件能够对采集的图像进行处理,包含叠加降噪、改变窗宽窗位、灰度扫描、对比度增强和图像存储等基本数字图像处理功能。文中对成像结果的灵敏度、空间分辨率、信噪比等的测定均使用该软件。软件界面示例如图3所示。
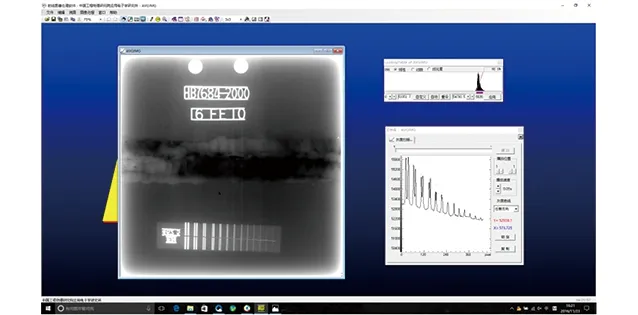
图3 测试所用软件界面示例
(5) 透照参数的确定。在0505平板探测器测试过程中,所用管电压值均依据标准NB/T 47013.11-2015《承压设备无损检测 第11部分:X射线数字成像检测》中相关要求设定。调节平板探测器的单帧采集时间控制图像灰度值,使其得到的灰度值处于较好的范围之内(40%~80%)。
1.2 图像分析方法
图像灵敏度采用单丝像质计进行测定[7],单丝像质计的型号和规格符合GB/T 23901.1《无损检测 射线照相底片像质 第1部分:线型像质计 像质指数的测定》的规定,试验中使用的单丝像质计的金属丝材质为Fe。识别单丝像质计时,在图像灰度均匀部位(一般是邻近焊缝的母材区)能够清晰地看到长度不小于10 mm的连续像质计影像时,则该丝是可识别的。
图像空间分辨率采用双丝像质计进行测定[7],双丝像质计的型号和规格符合GB/T 23901.5《无损检测 射线照相底片像质 第5部分:双线型像质计 图像不清晰度的测定》的规定。双丝像质计的识别按照以下要求进行识别:
(1) 双丝像质计的识别和测量应在图像上灰度均匀的区域内进行,应使用不少于21行像素叠加平均。
(2) 按照图4所示,在能够清晰地分辨最细线对的影像处,按式(1)计算丝的可识别率R。
式中:ΔG为可分辨的最细线对的灰度差;BG为背景灰度。
(3) 当R>20%,即满足边缘分离大于20%的要求时,则这一线对可识别。
(4) 双丝像质计图像中第一组不大于20%的线对,即为要求的最小分辨率。
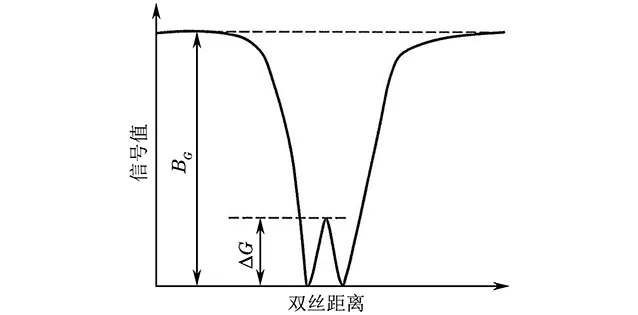
图4 双丝像质计可识别率图示
依据标准NB/T 47013.11-2015,信噪比为图像感兴趣区域的信号平均值与信号标准差之比。
2 试验结果与分析
试验中使用不同厚度(10,20,25,30,36,42,48 mm)的钢板直焊缝进行射线透照,使用0505平板探测器进行成像。
2.1 透照10 mm厚钢板焊缝
透照10 mm厚钢板焊缝的影像如图5所示。其透照参数为:单帧时间,1 000 ms;叠加帧数,15;电压,180 kV;电流,3 mA。由图5可见,影像可清晰识别单丝像质计第14号,线直径0.160 mm。已知钢板厚度为10 mm,焊缝余高2 mm,可计算其灵敏度约为1.3%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为13号。此时0505探测器所测灵敏度为14号,高于标准1个级别,完全满足标准要求。影像可清晰识别双丝像质计第8对,空间分辨率为3.125 lp·mm-1,不清晰度为0.32 mm,符合标准NB/T 47013.11-2015要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为71。
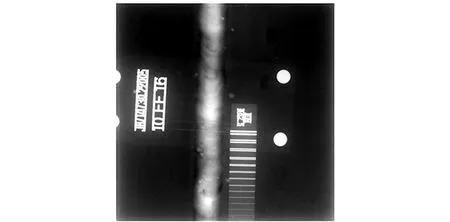
图5 10 mm厚钢板焊缝的透照图像
2.2 透照20 mm厚钢板焊缝
透照20 mm厚钢板焊缝的影像如图6所示。其透照参数为:单帧时间,1 500 ms; 叠加帧数,20;电压,230 kV ;电流,3 mA。由图6可见,影像可清晰识别单丝像质计第13号,线直径0.200 mm。已知钢板厚度为20 mm,焊缝余高2 mm,可计算其灵敏度约为0.9%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为10号。此时0505探测器所测灵敏度为13号,高于标准3个级别,完全满足标准要求。影像可清晰识别双丝像质计第8对,空间分辨率为3.125 lp·mm-1,不清晰度为0.32 mm,符合标准NB/T 47013.11-2015要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为80。
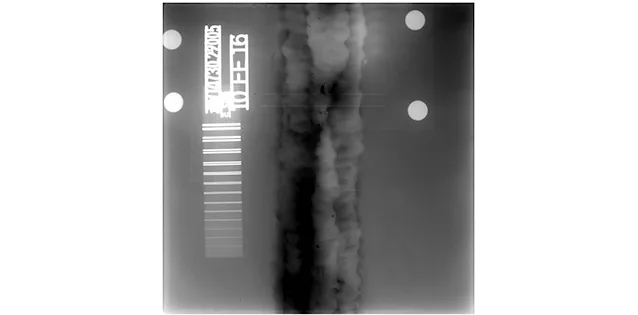
图6 20 mm厚钢板焊缝的透照影像
2.3 透照25 mm厚钢板焊缝
透照25 mm厚钢板焊缝的影像如图7所示。其透照参数为:单帧时间,2 000 ms; 叠加帧数,16;电压,230 kV; 电流,3 mA。由图7可见,影像可清晰识别单丝像质计第13号,线直径0.200 mm。已知管壁厚度为25 mm,焊缝余高2 mm,可计算其灵敏度约为0.7%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为9号。此时0505探测器所测灵敏度为13号,高于标准4个级别,完全满足标准要求。影像可清晰识别双丝像质计第7对,空间分辨率为2.5 lp·mm-1,不清晰度为0.40 mm,满足标准NB/T 47013.11-2015要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为84。
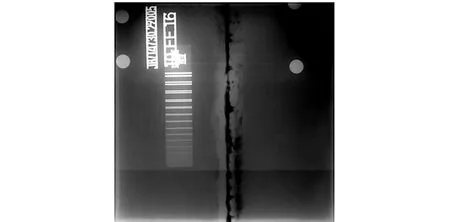
图7 25 mm厚钢板焊缝的透照影像
2.4 透照30 mm厚钢板焊缝
透照30 mm厚钢板焊缝的影像如图8所示。其透照参数为:单帧时间,2 000 ms ;叠加帧数,24;电压,240 kV;电流,3 mA。由图8可见,影像可清晰识别单丝像质计第11号,线直径0.320 mm。已知钢板厚度为30 mm,焊缝余高2 mm,可计算其灵敏度约为1.0%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为9号。此时0505探测器所测灵敏度为11号,高于标准2个级别,完全满足标准要求。影像可清晰识别双丝像质计第7对,空间分辨率为2.5 lp·mm-1,不清晰度为0.40 mm,满足标准NB/T 47013.11-2015 要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为88。
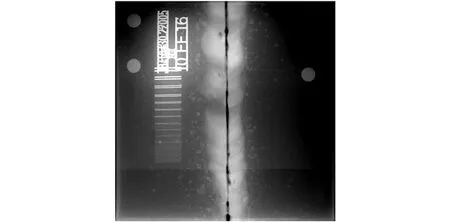
图8 30 mm厚钢板焊缝的透照影像
2.5 透照36mm厚钢板焊缝
透照36 mm厚钢板焊缝的影像如图9所示。其透照参数为:单帧时间,3 000 ms; 叠加帧数,11;电压,260 kV; 电流,3 mA。由图9可见,影像可清晰识别单丝像质计第11号,线直径0.320 mm。已知钢板厚度为36 mm,焊缝余高2 mm,可计算其灵敏度约为0.8%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为8号。此时0505探测器所测灵敏度为11号,高于标准3个级别,完全满足标准要求。影像可清晰识别双丝像质计第7对,空间分辨率为2.5 lp·mm-1,不清晰度为0.25 mm,符合标准NB/T 47013.11-2015要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为62。
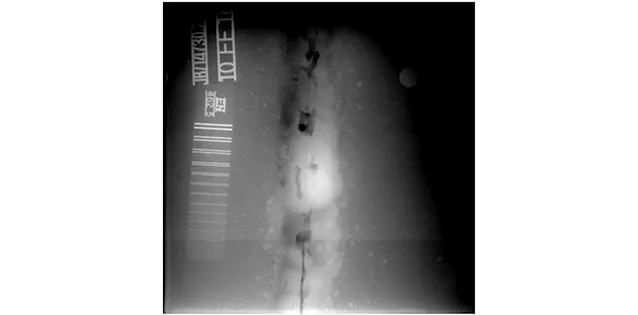
图9 36 mm厚钢板焊缝的透照影像
2.6 透照42 mm厚钢板焊缝
透照42 mm厚钢板焊缝的影像如图10所示。其透照参数为:单帧时间, 3 000 ms; 叠加帧数, 22;电压,290 kV ;电流,3 mA。由图10可见,影像可清晰识别单丝像质计第10号,线直径0.400 mm。已知钢板厚度为42 mm,焊缝余高2 mm,可计算其灵敏度约为0.9%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为8号。此时0505探测器所测灵敏度为10号,高于标准2个级别,完全满足标准要求。影像可清晰识别双丝像质计第7对,空间分辨率为2.5 lp·mm-1,不清晰度为0.25 mm,符合标准NB/T 47013.11-2015要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为88。
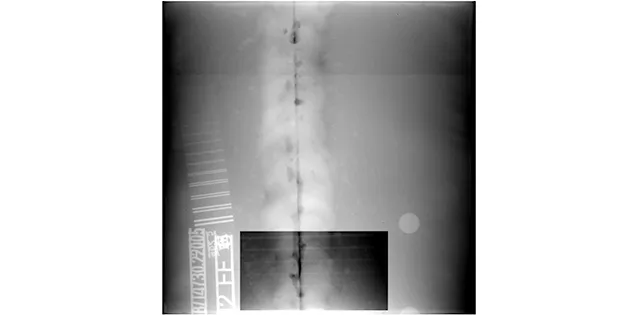
图10 42 mm厚钢板焊缝的透照影像
2.7 透照48 mm厚钢板焊缝
透照48 mm厚钢板焊缝的影像如图11所示。其透照参数为:单帧时间,4 000 ms; 叠加帧数,18;电压,300 kV; 电流,2.9 mA。由图11可见,影像可清晰识别单丝像质计第10号,线直径0.400 mm。已知钢板厚度为48 mm,焊缝余高2 mm,可计算其灵敏度约为0.8%。根据标准NB/T 47013.11-2015可知,探测器应识别丝号数为8号。此时0505探测器所测灵敏度为10号,高于标准2个级别,完全满足标准要求。影像可清晰识别双丝像质计第7对,空间分辨率为2.5 lp·mm-1,不清晰度为0.25 mm,符合标准NB/T 47013.11-2015要求。图像肉眼观察影像均匀,颗粒感较小,通过软件计算图像信噪比为85。
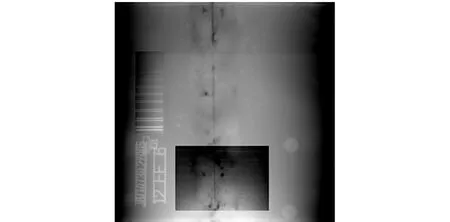
图11 48 mm厚钢板焊缝的透照影像
2.8 试验数据分析
采用与以上相同的方法,分析透照其他厚度的焊缝钢板得到的影像,将获得的平板探测器性能参数进行整理,如表1所示。

表1 0505平板探测器性能参数
按表1数据,分别绘制灵敏度、分辨率、信噪比与钢板厚度的关系,如图12~14所示。
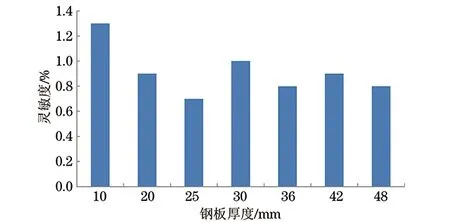
图12 灵敏度与钢板厚度的关系
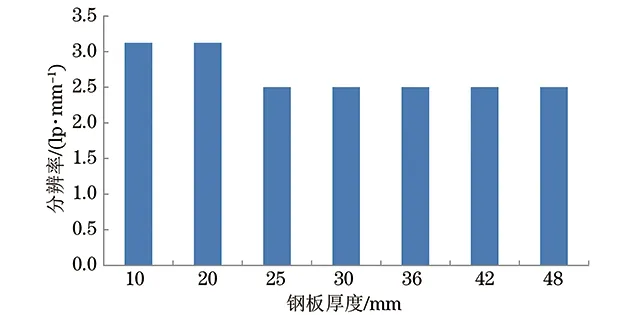
图13 分辨率与钢板厚度的关系
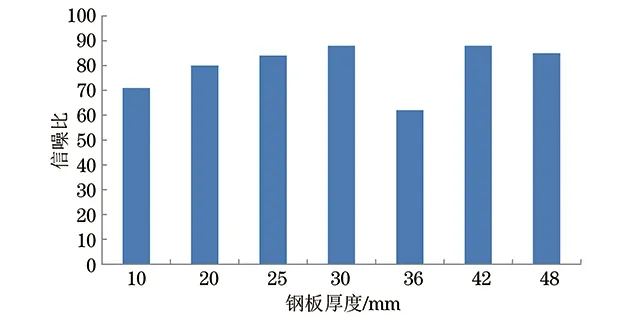
图14 信噪比与钢板厚度的关系
2.9 试验结果分析
通过分析不同厚度钢板直焊缝透照成像的结果可得到,0505平板探测器的影像质量满足NB/T 47013.11-2015中关于灵敏度和空间分辨率的要求。由图12可看出,探测器灵敏度在不同厚度钢板下有比较明显的变化;由图13可看出,钢板厚度在25~48 mm间时,空间分辨率保持不变;由图14可看出,随着钢板厚度的变化,图像整体信噪比的变化并不明显。
3 探测器辐射损伤测试
为了解国产0505探测器的辐射损伤情况进行了辐射损伤破坏性测试,使用Smart300HP射线机和9 MeV加速器进行测试,保持探测器正常工作,采集图像直到上半部图像开始出现异常,亮场图像灰度与暗场图像灰度基本相当。在探测器辐射寿命测试过程中,探测器首次出现异常时,探测器接受X射线累积剂量相加为1.04×104Gray,满足设计要求的1.0×104Gray。由于0505探测器设计工作最大电压为300 kV,如果在这个条件下工作,探测器辐射损伤阈值应超过1.0×104Gray。
4 结论
0505平板探测器采集的影像质量符合NB/T 47013.11-2015标准中关于灵敏度和空间分辨率的要求,满足数字化检测的要求,其性能达到了设计的指标要求。同时0505探测器还具备累积曝光功能,单次最大累积曝光时间为5 min。后续将围绕测试0505探测器系统性能的指标进行试验,包括探测器效率、坏像素、响应规律等,以进一步分析其性能从而改善设计,提升0505探测器产品的性能。
[1] 李金霞,杨旭,赵宏波.DR不同类型平板探测器性能的比较研究[J].中国医学装备,2011,8(8):25-27.
[2] 白玫,彭明辰.平板探测器X线成像系统图像质量分析[J].医疗设备信息, 2006,21(6):1-3.
[3] 王鹏程,张富利,李士骏.两种平板探测器X线摄影系统的成像剂量与成像质量的比较研究[J].中华放射医学与防护杂志,2006,26(4):94-97.
[4] 聂聪.不同平板探测器DR的比较研究[J].医疗设备信息,2007,21(4):87-88.
[5] ASTM E 2597M-2014 实践标准的数字探测器阵列制造表征[S].
[6] ASTM E 2698-2010 使用数字探测器阵列的射线检测标准规范[S].
[7] NB/T 47013.11-2015 承压设备无损检测 第11部分:X射线数字成像检测[S].
ImageTestofaDomesticFPD
WANGTengfang1,CHENHao1,2,WANGYuan1,2,LIYunjian3,HUDongcai1,2,YUXiangguo4,FANGZhiqiang4,LUYao4
(1.AppliedElectronicsResearchInstituteofCAEP,Mianyang621900,China;2.NationalX-RAYDigitalImagingInstrumentCentre,Mianyang621900,China;3.SichuanDPRITechnologyCo.,Ltd.,Mianyang621900,China;4.ShanghaiIRAYTechnologyCo.,Ltd.,Shanghai201210,China)
In a digital radiography system, the detector is a very important part. This paper uses domestic flat-panel detector 0505, and single-wall transillumination mode of straight weld steel plate to conduct the experiments. The performance of the detector is analyzed by comparing the sensitivity, resolution, SNR and other parameters according to the obtained results from the experiments and relevant standards. Comprehensive analysis found that this kind of detector was able to conform to the requirement of related standard of digital radiography on sensitivity and resolution. The results of study provide a reference in choosing a suitable detector for the construction of industrial CT systems or DR systems.
flat panel detector; performance; CT imaging; DR imaging; sensitivity; resolution; SNR
2016-12-05
王腾钫(1989-),男,硕士研究生,主要从事CT重建算法及工程应用研究
陈 浩(1978-),男,副研究员,主要从事核技术及应用研究,ultrablue@263.net
10.11973/wsjc201706006
TG
A
1000-6656(2017)06-0028-05
