压力机连杆工时计算模板的设计
2017-06-19杨俊雄
杨俊雄
摘 要:本文主要研究了连杆工时计算过程及工时模板软件设计。阐述了工时定额计算的详细过程,将连杆大小头参数等作为变量,分别计算相同类型的连杆加工工时得基本时间和辅助时间,基于VisualBasic6.0设计了工时模板的计算界面。
关键词:连杆;工时;VisualBasic6.0;界面
一、设计思路
总体设计思路为:
①绘制零件图,了解零件的结构和需要加工的表面及精度;②熟悉加工现场的操作路线;③编制工艺过程卡片;④编写工时模板计算程序。
压力机连杆不仅外形非常复杂,而且刚性还很差差。因为技术要求很高,所以加工时定位基准的选择非常重要,这也是目前有待解决的一项重要技术难题。实际加工时,一般将定位基面定为连杆的大小头端面和连杆小头,同时将大头的两侧面当作一般定位基准。为了确保达到尺寸和几何精度,可以选择自为基准的方法,从而保证大小头的中心距尺寸。
关于夹具的设计方法及其步骤,只有明确了每个工序所选用的夹具和刀具,才能确定所需工时;
(1)设计合理的定位方案:主要确定工件的定位基准和定位基面;工件的定位原则:六点定位原则;选用什么类型的定位元件等。
(2)设计夹具体:连杆的结构具有形状不规则的特点,因此装加起来结构尺寸不容易保证。夹具体要起到定位和夹紧的作用,还要能够准确地安装在机床上。
二、各工序基本工时计算
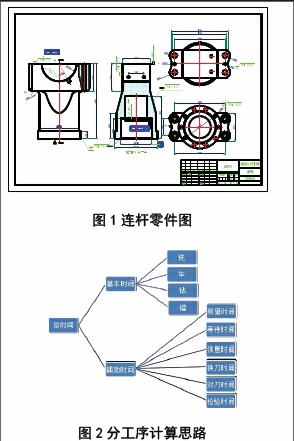
连杆零件图:
图1连杆零件图
计算思路:
图2分工序计算思路
1.铣连杆大小头平面
加工条件
所选材料:45钢,HB=217~293,毛坯:锻造。
加工过程:分别铣连杆大头平面和小头平面,
机床:TPX6113立式铣床
刀具:硬质合金端铣刀,牌号YT15,由铣削宽度ae≤60,度ap≤4,查阅《切削用量简明手册》中表3.1,确定铣刀直径D=100mm,齿数Z=6。
2.切削用量
(1)铣削深度的确定。由于切削用量很小,故选ap=3mm,一次走刀就能完成。
(2)每齿进给量。查阅《工艺手册》表4.2-35机床功率为7.5KW。查《切削手册》表3.3可以看出f=0.16~0.24,所以取f=0.20mm/z
(3)切削速度Vf=2.47mm/s,根据TPX6113铣床参数,取n=500r/min
则实际的切削速度为:
V=Dn/(1000×60)=2.67m/s
铣削工时为:
基本时间为:
3.车小头平面及外圆
选择CW61100车床
查阅《切削手册》表3.1,《工艺手册》表4.2-33
切削深度ap=0.3mm fr0=0.2mm/r
則主轴转速n=1000v/D=158.8r/min
由机床参数可以确定n=100r/min
实际车削速度:
V=Dn/(1000×60)=0.20m/s
车削工时为:
车平面基本时间:tj=zbk/nfr0z
=(0.3×1)/(100×0.2×8)=0.01min
车外圆基本时间:t2=I/F=2min
车内孔基本时间:t3=(I1+I2)/F=16.67min
钻小头孔
选用钻床Z3050
查阅《切削手册》表2.1,《工艺手册》表4.2-35
钻头直径:D=20mm
切削速度:V=0.99mm
切削深度:ap=10mm
进给量:f=0.12mm/r
则主轴转速:n=1000v/D=945r/min
按机床选取:n=1000r/min
实际加工速度:
V=Dn/(1000×60)=1.04m/s
钻削工时为:
基本时间
4.粗镗大头孔
选用镗铣床TPX6113
查阅《切削手册》表3.1和《工艺手册》表4.2-19
切削速度V=0.16m/s
进给量f=0.30mm/r
切削深度ap=3.0mm
则主轴转速n=000v/D=47r/min
按机床选取n=800r/min
则实际切削速度
V=Dn/(1000×60)=30mm/s
基本时间
tj=Li/fn=210/30=7min
三、系统构架
基于VB6.0,将上述算法中的计算过程编写为程序,创建一个窗口界面,运用层层深入、分级管理的模式,不仅简化了繁杂的计算推导,又能够加强各个工步以及工序之间的关联。
四、程序界面的配置
程序界面的配置要以使用者操作的习惯为出发点,全面囊括连杆工时计算所需的各个方面,同时也要保证设计的界面美观,操作起来方便,注重其实用性,图2为连杆工时定额程序主界面。
对于数据而来说,主要包括2个方面:①由于不同机床加工的材料不同,所以选取的进给量、吃刀量、主轴转速等参数也不同;②各类辅助技术的选择,例如熟悉图纸及工艺规程、调整装备、装拆、休息等所耗费的时间。这些参数要尽量切合实际。对于每一类相关的公式,计算方法要有足够的依据,考虑实际生产情况,要以《机械加工工艺师手册》、《机械设计手册》等机械类标准文件为准。
总之,连杆的加工精度和安装精度,直接影响着高速超精密压力机下死点的动态精度,因此,对连杆的加工工艺进行合理设计和规划,不仅可以提高连杆的加工效率,还能改善目前现有压力机的冲压精度。
参考文献:
[1]杨明亚,孙媛媛,年伏宝.大型连杆的机械加工工艺设计研究[J].河西学院学报,2015(5):42-45.
[2]王东辉.连杆零件的机械加工工艺规程和专用夹具设计[J].科技展望,2014(23):90-90.
[3]刘俊青,周淑华,姜锡光.机械加工工时定额计算的微机管理系统[J].锅炉制造,2003(1):53-54.
[4]吴军,陈鹏慧,王飞,等.基于VB6.0的机械工时定额计算程序设计[J].中州煤炭,2014(9):85-87.
