三相异步高效电动机轴跳超差的原因分析及改进
2017-06-19夏任枫周楠
夏任枫,周楠
(中达电机股份有限公司,江苏无锡214145)
三相异步高效电动机轴跳超差的原因分析及改进
夏任枫,周楠
(中达电机股份有限公司,江苏无锡214145)
三相异步电机的轴跳动问题是普遍存在的问题。超差会对电机整体造成极大的损害,如电机工作时的噪声增大、电机运行的抖动、在充满粉尘的环境下工作,电机轴跳动超差甚至可能产生火花发生爆炸等故障。从电机转子制造工艺的角度出发,对可能造成转子轴跳动超差的各种成因进行对比验证,找出对转子轴跳动影响较大的因素,并对其工艺进行改进,从而稳定转子制造质量,最终确保电机的持续稳定运行。
三相异步高效电动机;轴跳动;工艺;改进
0 引言
三相异步高效电动机的转子由无轴铸铝转子(以下简称铸铝转子)和转轴组成。铸铝转子是用铸铝的方法,把铝液通过压铸机铸入叠压好的转子冲片中,压铸出转子的端环、风叶、平衡柱和槽内导条,使铸铝转子成为一个坚实的整体;转轴是电机的重要零部件之一,一般采用45钢材质,它不仅要承受这轴上每个传动零部件的重量,还承受着转子不平衡量引起的弯曲力矩和气隙不均匀引起的单边磁拉力。成品转轴由圆钢通过一系列的加工,包括铣端面、钻中心孔、粗车、精车、钻CM孔、磨外圆和铣键槽等工艺环节。
1 轴跳情况
我厂电机整机存在轴跳超差问题,自2015年年初至6月份每月约有40~70台;2015年7月份以后,随着客户订单的增加,整机轴跳超差问题日益严重,每月约有150台。图1折线图为2015年每个月份的轴跳超差台数。为了找出造成轴跳超差的主要原因并进行改善,进行了为期几个月的过程跟踪验证:成品轴测量跳动→铸铝转子压轴后测量跳动→压装轴承后测量跳动→整机装配后测量轴伸跳动。

图1 各月份超差汇总图
2 轴跳超差
根据国家标准,Y2系列标准电机轴伸跳动按直径区分,直径在19mm到30mm的跳动不大于0.04mm;直径在30mm到50mm的跳动不大于0.05mm;直径在50mm到80mm的跳动不大于0.06mm。为了进一步提升转子制造质量,以国家标准为参考基准,对转子和转轴的轴伸跳动做了内控,见表1。在电机的制造工序中,有很多可能的因素会导致转子跳动超差,通过实验跟踪,数据分析得出结论。

表1 轴跳内控标准
2.1 转子装配成整机因素
在装配过程中,冷压轴承变形、磕碰装配不到位、螺栓预紧力不均等都有可能造成整机跳动超差。为了验证对轴跳的影响,现场跟踪抽检了YE3-180-4转子。转轴磨加工后,以两端轴承档为基准,在V型铁上测量轴伸1/2处,跳动均在0.01mm以内,满足图纸要求;后利用铸铝转子余温压轴及装配后测量数据见表2。通过对表2中的记录数据分析,虽然这一批次的电机轴跳超差比较多,但装配对轴伸跳动的影响非常小,所以整机轴跳超差攻关的主要对象还是转子,确保了转子轴跳动超差问题,基本也就保证了整机。

表2 冷压后转子和整机跳动
2.2 热塞与余温冷压因素
铸铝转子与转轴之间一般采用过盈配合,铸铝转子轴孔一般比转轴直径小0.04mm以上。目前我司外协铸铝转子、H160及以下转子采用热塞工艺,H180~H280为余温冷压(以下简称冷压)工艺。
热塞一般把铸铝转子放到电炉里加热,加热温度为550℃,并保温一段时间,待铸铝转子轴孔受热膨胀后,可以轻松将转轴塞入。冷压是直接把压铸好的铸铝转子,利用其余温直接把轴压入。从表2可知,直接冷压的转子合格率只有30%,现场利用冷压轴的转子轴跳超差现象普遍多于热塞轴,为了验证热塞与冷压对轴跳的影响,在跟踪过程中发现有一批外协的铸铝转子存在直接冷压轴的情况,对这批转子也进行了轴跳验证,具体数据见表3。从记录数据分析,铸铝转子直接冷压轴的轴跳全部超差。为了能更加直接的做对比验证,跟踪同型号YE3-255-4分别冷压和热塞之后的轴跳情况,见表4。从表4中可以看出,热塞的全部合格,而冷压的有一半超差。可以得出结论,冷压铸铝转子对轴跳超差有很大的影响。
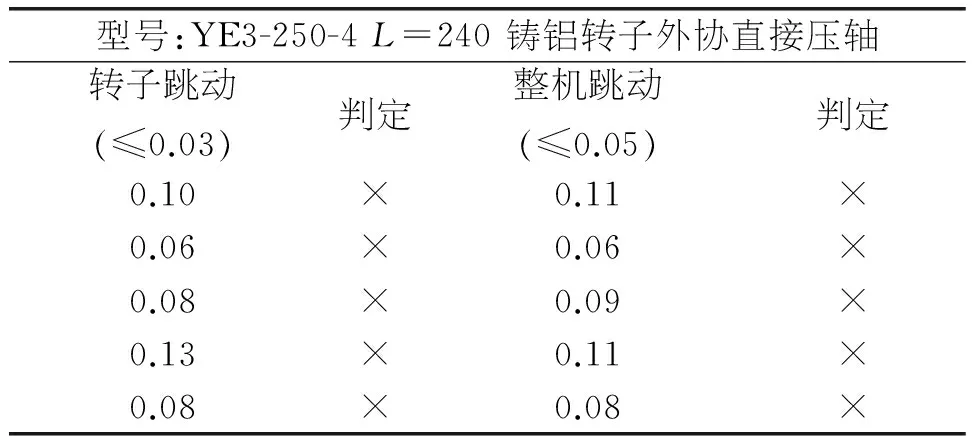
表3 铸铝转子外协直接冷压

表4 铸铝转子冷压与热塞对比
通过结论分析,结合现场存在轴冷压节拍时间大于每台压铸时间,每班几乎一半的铸铝转子塞轴时余温已接近室温,轴孔受热膨胀不明显,轴在压入的过程中收到的力比较大,加上工装等可能存在倾斜度,从而导致轴跳超差,最终影响整机的轴跳。目前对于现场整机轴伸跳动超差的,采用火焰加热热胀冷缩原理,找跳动最低点加热冷却后让其反弹,这种校正方法也只是满足轴伸跳动的要求,对于转子二端轴承档内跳动是无法修正的,今后电机长期的运转,对于电机震动、轴承异响、轴承温度高等都是隐患,所以控制轴跳,还得从源头做起。由于冷压出的转子轴跳很不稳定,为了提升转子的制造质量,决定抛弃冷压工艺,全部采用热塞轴工艺。
2.3 转轴中心孔因素
轴的中心孔打不好,利用中心孔两顶尖磨加工之后的轴,也有可能造成轴跳超差。在跟踪过程中,发现一批轴的中心孔粗糙,与顶尖接触只有孔口边缘处;与标准中心孔少120°倒角,如图2所示。检测这批轴的形位公差,通过V型铁支撑两端轴承档作为基准,测量轴伸跳动均在0.02mm~0.03mm,明显不符合图纸要求。
为了找出这批轴中心孔问题的来源,追踪到钻中心孔工序,发现所用的刀具已经有磨损。为了保证产品的质量,拟采购进口刀具并要求磨损及时报废更换。

图2 问题中心孔
2.4 散热不均匀因素
铸铝转子热塞之后冷却过程中的散热不均匀也有可能导致轴跳超差。当轴从电炉里拿出塞轴的时候,温度可以达到500℃左右,当塞完轴之后,通常会将转子放在地面上自动冷却,转子接触地面的部分散热必然比其他部分速度快,同一根轴两侧温度不一样,可能会使轴产生变形,见图3。为了验证这种因素对轴跳的影响到底有多大,取同型号转子,一半直接与地面接触散热,一半放于隔热板上散热,等完全冷却之后测量其轴跳见表5。从表5中可知,放在隔热板上冷却转子的轴跳数值差异很小,基本可以忽略,所以这并不是引起轴跳超差主要的原因。
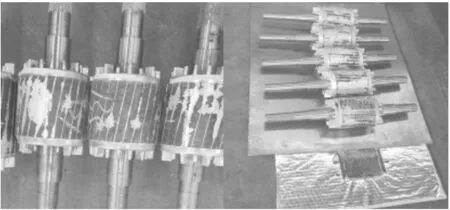
图3 转子直接放地面(左)与放隔热板(右)
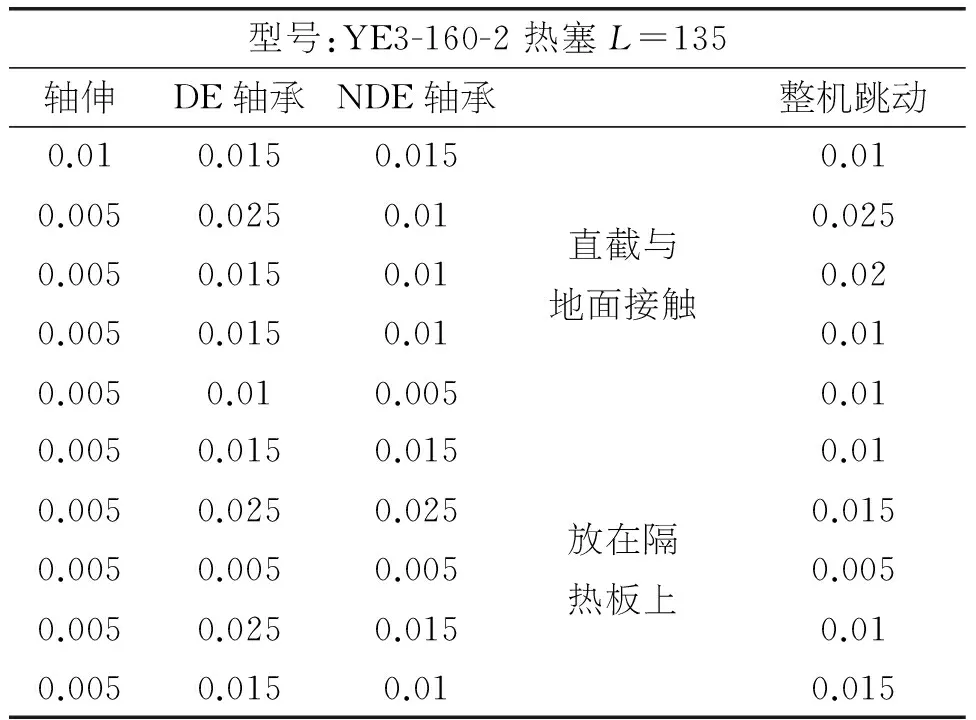
表5 地面接触与隔热板接触
3 轴跳问题解决方案及效果
通过这么多的跟踪及数据汇总,中心孔质量问题和轴冷压问题是引起转子轴跳超差的主要成因,2016年初开始,我公司对铸铝转子压轴基本全部采取热塞轴工艺,对钻孔刀具也采购了某进口刀具并及时换新,图4是2016年1月份到11月份统计的轴跳超差数据,每月的订单数基本与2015年相同,从透视图中,轴跳超差数每月明显稳定在40台以内,证明了以上两种措施发挥了预期的作用。
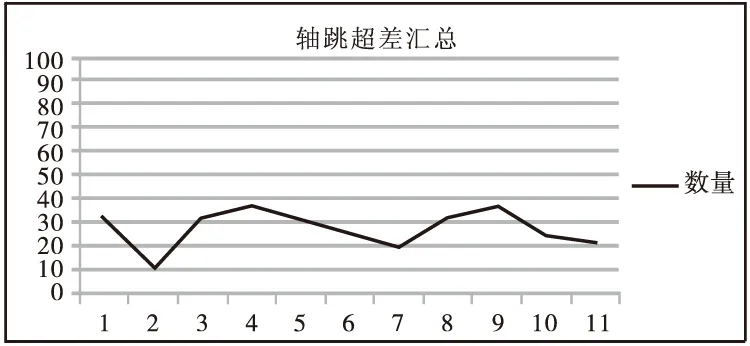
图4 轴跳超差数量
4 结语
对于电机轴跳超差问题,并不是由每一道工序所造成的,需要每道工序逐一排查寻找主要原因。本文涉及到的几点因素,并不能完全包含所有,还有很多未知的因素值得我们研究探讨,比如热塞转子中H250及H280-2级长铁心也存在一定比例的轴跳超差问题, 在后续也会做相应的跟踪以及制定解决措施。
[1] 龚垌.电机制造工艺学[M].北京:机械工业出版社,1984.
[2] 机械电子工业部.转子铸铝工艺学[M].北京:机械工业出版社,1990.
Cause Analysis and Improvement on Shaft Runout Out-of-Tolerance of High-Efficiency Three-Phase Induction Motor
XiaRenfengandZhouNan
(Zhongda Electrical Machine Co., Ltd., Wuxi 214145, China)
Shaft runout of three-phase induction motor is a commonly- occurred problem. Out-of-tolerance of shaft runout can cause great damage to the whole motor, such as the increased noise of motor at work, the shaking of motor in running, operation in dust environment, and even spark explosion. From the perspective of rotor manufacturing technology, various reasons which possibly cause out-of-tolerance of rotor shaft runout are contrastively verified, the factors of greatly impacting rotor shaft runout are found out and the manufacturing technology is improved. Therefore, stable manufacturing quality of rotor is achieved, and continuous and stable operation of motor is finally ensured.
High-efficiency three-phase induction motor;shaft runout;technology;improvement
10.3969/J.ISSN.1008-7281.2017.03.15
TM303.5
B
1008-7281(2017)03-0047-004
夏任枫 男 1992年生;毕业于无锡太湖学院机械工程及自动化专业,现从事电机机械加工工艺、工装设计工作.
2017-02-17
