EPC模式下反应堆压力容器业主方制造质量管控策略探讨
2017-06-19崔逊波张国伟江腊涛
崔逊波+张国伟+江腊涛
摘 要:设备质量是核电机组安全高效运行的重要影响因素。针对EPC模式下如何开展业主方设备制造质量管控的问题,以华龙一号反应堆压力容器设备为例,分别从设计改进、制造难点和经验反馈进行了分析,总结了制造质量管控的策略。实践证明,通过有效的管控策略,可以实现业主方的质量和进度目标,对后续机组具有一定的参考价值。
关键词:EPC模式 业主方 质量管控 反应堆压力容器
中图分类号:TL35 文献标识码:A 文章编号:1674-098X(2017)02(c)-0076-05
Abstract:Equipment quality is an important influence factor for the safety and efficiency of the operation of nuclear power units. To solve the problem how to control the quality of the equipment by the owner under EPC mode, In this paper, taking the reactor pressure vessel of HPR for example, design improvements manufacturing difficulties and experience feedbacks is analyzed, the strategy of quality control to the owner is concluded. It has certain reference value for the follow-up unit.
Key Words:EPC mode; Owner; Quality control; Reactor pressure vessel
华龙一号(福清核电5、6号机组)采用的是业主负责制下的工程总承包(EPC)模式,EPC模式下业主单位将项目的设计、采购、施工等全部工作委托给总承包单位负责,中国核电工程有限公司是该项目的总承包单位,福清核电有限公司是业主公司。中國核电工程有限公司依据总承包合同参与核电工程从设计到调试阶段的相关工作,并受福清核电有限公司的监管。
1 EPC模式下业主方的质量管控的特点
中华人民共和国民用核设施安全监督管理条例(HAF001)规定,核设施营运单位(核电业主公司)直接负责所营运的核设施安全,其主要职责包括对所营运的核设施安全、核材料安全、工作人员和群众以及环境安全承担责任。这就决定了业主公司不仅在运行阶段,在建设阶段同样要负责直接的核安全责任[1]。同时从经济性角度考虑,业主方要实现安全可靠的运行和合理运行维护费用,而良好的设备质量是落实责任和目标的途径[2]。另外现阶段EPC在核电工程的应用处于起步阶段,没有经验可循,总承包单位的项目管理水平也还需要进一步提高。
由于业主在项目管理中处于主导地位,其质量管理方法和控制措施对项目的质量管理工作起着统领全局的作用,决定了能否达到预定的质量目标。由于EPC模式的特点,业主的质量管控的人力资源数量相对常规模式精干很多,该种模式下业主对工程质量管控的侧重点也应该有很大区别[3]。因此必须要准确地把握质量控制要点,对重要设备关键工序质量进行监督和控制,保障设备质量和交货期。
2 反应堆压力容器制造质量控制分析
2.1 华龙一号与M310的差异分析
反应堆压力容器是核电厂的重要部件,用于容纳堆内构件、堆芯燃料组件、控制棒组件及其他组件,它是一回路冷却剂的压力边界。由于其功能的特殊性,在核电厂运行寿期内不可更换,制造技术标准高、难度大、周期长成为RPV制造的最突出特点[6]。与M310机组相比,华龙一号的压力容器尺寸更大,材料要求提高,制造难度增大。主要改进体现在如下几个方面。
(1)设计寿命延长。反应堆压力容器寿期的主要因素是材料寿期末的参考无延性转变温度(RTNDT)以及上平台能量决定的。华龙一号的设计寿命由40年延长到60年,主要是通过降低材料辐照敏感元素含量、初始RTNDT和寿期内堆芯段筒体材料受到的中子注量三个途径实现的[5-6]。与M310相比,华龙一号堆芯筒体内径增加,吊篮外表面与筒体内表面间的水隙由245.1 mm增加到295 mm,降低了反应堆压力容器内表面快中子注量。同时华龙一号对堆芯区锻件材料的Cu、P、S等辐照脆化敏感元素含量控制要求更严,同时提高堆芯段筒体锻件以及相邻焊缝金属的韧性要求。比如:堆芯筒体锻件的RTNDT要求,M310为RTNDT≤-20 ℃,而华龙一号为RTNDT≤-23.3 ℃。
(2)尺寸和重量增加。华龙一号堆芯燃料组件数量由155组增加到177组,堆芯筒体内径3 989 mm增加到4 340 mm,同时筒体壁厚由204 mm增加至220 mm,导致整体压力容器的尺寸和重量都有一定的增加,同时主螺栓数量也由58颗增加到60颗。
(3)堆内测量方式改变。堆内测量主要监测堆芯温度、堆芯中子注量率和压力容器水位。M310机组的压力容器底部有50组贯穿件,通过指套管的结构形式进行密封,用来测量中子注量率和水位,顶部有4组热电偶管座。而华龙一号压力容器取消底部贯穿件结构,通过顶盖上的12组堆内测量贯穿件将探测元件引入堆内,消除了因底封头贯穿件发生泄漏导致冷却剂丧失事故和堆芯裸露的可能性。
(4)堆顶支承方式的改变。M310机组顶盖布置了3个吊耳和1个通风罩支承组件,华龙一号的顶盖取消通风罩支承,设置12个堆顶结构支承台(含3个吊耳),与一体化堆顶结构相适应。
2.2 华龙一号RPV的制造流程和难点
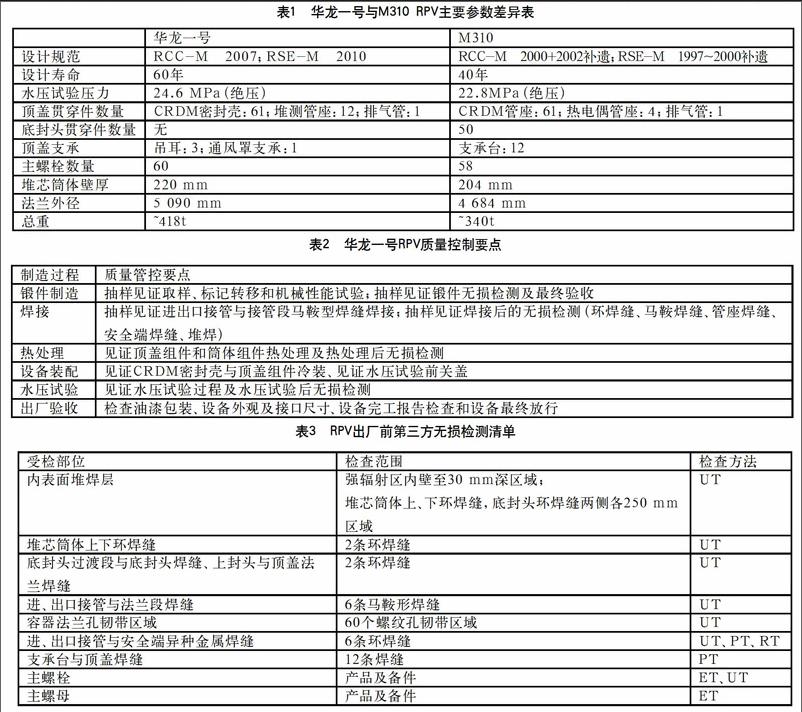
压力容器的制造过程大概可以分为锻件制造、锻件内壁堆焊和机加工、装配组焊、精加工、总装和水压试验几个主要步骤[7],见图1。
锻件制造主要包括冶炼、浇铸、锻造、热处理、机加工和相应的机械性能、无损检测等工序。锻件制造的重点是顶盖、封头、法兰接管段、过渡段、堆芯筒体等锻件的冶炼、锻造和热处理环节,这些环节的问题会导致锻件的力学性能、化学成分和无损检测难以满足技术文件的要求。
焊接技术重点是窄间隙大厚度环焊缝焊接,进出口接管与接管段马鞍型焊缝焊接,筒体、封头、密封面的大面积不锈钢堆焊,接管与安全端的焊接,控制棒驱动机构密封壳、堆芯测量管座等贯穿件焊接工作等。
机加工技术重点是顶盖和筒体密封面、密封槽的高精度加工,顶盖管座孔的精密定位与加工,堆芯测量管座和主螺栓的深孔加工等。
装配工作重点是6个进出口接管组焊前的装配、61个控制棒驱动机构密封壳和12个堆芯测量管座贯穿件的冷装、水压试验前后顶盖与筒体的密封和解密封工作等。
2.3 制造阶段的经验反馈
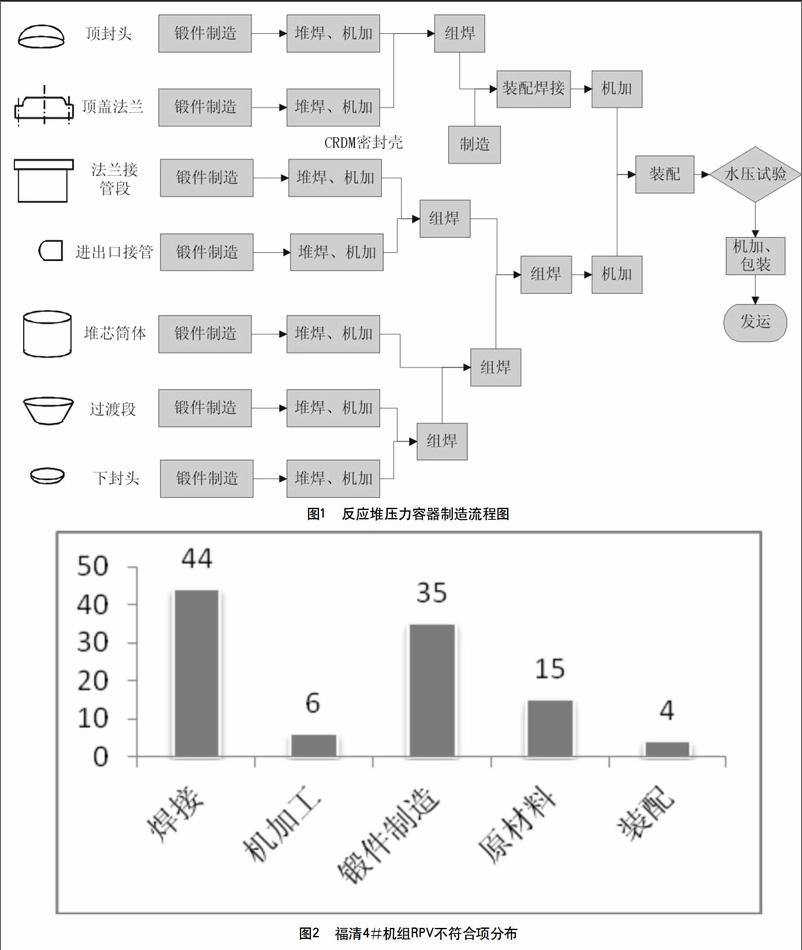
对前期项目的制造阶段的不符合项进行梳理,将不符合项按制造环节和偏差类型进行统计分析,确定出制造阶段反应堆压力容器容易发生问题的环节,为做好质量管控工作提供参考和指导。通过对福清4#机组的内外部不符合项进行分析发现,不符合项主要集中在原材料、锻件制造和焊接等环节,见图2。
锻件制造阶段不符合项主要是锻件的机械性能、无损检测、表面质量和尺寸不能满足技术文件要求,一般通过返工或者报废等方式处理,多为内部不符合项。这个阶段的不符合项通常发现较晚,报废后重新投料会对设备工期产生较大的影响,需要关注法兰接管段等关键锻件的制造情况。
焊接阶段不符合项主要通过后续的PT、UT、MT等无损检测工序来发现,焊接缺陷一般可以进行返修,要防止焊接缺陷没有及时发现的情况发生。
原材料缺陷也是构成NCR的重要组成部分,主要包括表面质量、尺寸超差、性能不合格以及材料使用错误等。常见的表面质量缺陷包括主螺栓、主螺母磷化层的磕伤,CRDM密封壳表面磕伤,锻件和堆焊层的表面磕伤等。
机加工和装配缺陷虽然数量较少,但一般不满足图纸的尺寸要求,多为外部不符合项,处理流程相对较长。
2.4 同类项目的现场反馈
在前期项目中,反应堆压力容器由于设备质量问题影响现场进度已多次发生,主要集中在制造阶段的焊缝缺陷未被检出或者已检出但是不满足役前检查标准。不完全统计主要包括接管与接管段马鞍焊缝超标缺陷2次、接管与安全端焊缝超过役前检查标准缺陷2次和堆芯筒体与过渡段堆焊层超标缺陷1次。缺陷的发现反映了压力容器等主设备质量控制和验收存在漏洞,同时现场缺陷的处理由于受制于空间狭窄、机器设备和热处理条件限制等,处理难度大。如果在制造阶段能加强控制,提前发现,及时地对缺陷开展修复和处理,就能有效消除对项目进度和机组后续运行影响。
3 业主质量管控的策略
在EPC总承包模式下,业主应该定位于检查监督和关键点把关上,以充分發挥EPC总承包商的作用和能力,并保证由其承担质量责任。结合福清核电的实践,提出了加强总包方的监督管理,关键工序开展业主方直接的质量控制,充分利用生产人员的技术优势和在出厂前开展出厂前第三方设备无损检测的管控策略。
3.1 总包方的质量监督管理
业主方通过对质量计划进行审查,对质量计划的完整性和正确性进行确认,同时检查总包方和制造厂是否设置了合理和充分的见证点。通过监督总包方的对审查意见落实,确保总包方对制造阶段的质量控制全覆盖。
另外业主方应对监造人员资格进行检查,确保具备相应的资质、能力和经验。同时对于监造有效性情况,业主可以在协调会、见证点检查和监督巡查期间,对监造人员工作进行检查和监督,确保设备监造工作处于受控状态。
3.2 关键工序的业主方质量控制
EPC模式决定了业主不可能对设备制造进行全过程的质量控制,业主应选择一些重要的、能够充分体现设备整体制造质量的节点作为见证点和停工待检点,对关键工序有选择性地开展直接的质量控制。通过对华龙一号反应堆压力容器制造重点以及前期项目制造和现场的经验反馈进行分析,确定了反应堆压力容器的质量控制要点。
对于上述关键工序,业主按质量计划出席见证点,并编制见证报告。在见证过程中,除了出席规定的见证点外,还要利用机会对前期制造过程中的质量文件进行监督检查,检查的内容主要是制造过程中的不符合项报告、处理和纠正行动,历史文件的完整性和有效性,供应商的监督体系等。在检查过程中,如发现有不符合要求的问题,应及时编制有关报告,并跟踪其纠正行动。
3.3 业主生产部门参与特殊环节控制
部分质量计划审查、不符合项处理、重要见证点的见证等环节涉及到专业技术,需要有相关的专业知识和实践经验,比如:无损检测工序就有资质要求。对于质量控制人员,如果缺乏相关的专业技能和经验,很难发现问题,会造成管理的屏障失效。在项目前期工作阶段,通常由设备采购人员进行相关的培训和取证,这虽然解决资质问题,但是没有解决实践经验问题。在业主生产部门组建后,在焊接、无损检测等相关技术专业会有专业人力资源配置,充分利用和发挥生产部门的人力资源优势,由专业技术人员对关键专业环节进行控制,充分保障了管理屏障的有效性,有效降低了设备质量风险。
3.4 设备出厂前第三方无损检测
针对前期项目的现场经验反馈,为了避免役前检查阶段发现超标缺陷处理困难情况发生,在关键设备制造和性能试验完成后,委托第三方检查机构在制造厂对可达到部位按照役前检查标准进行全面检查,消除质量风险隐患。如果发生缺陷,可以及时利用制造厂的设备和技术资源,及时进行处理,从而更好地保障现场进度和核安全。除了目视检查项目和安全端与主管道焊缝等现场焊缝外,华龙一号RPV的出厂前检查项目与役前检查基本相同,涵盖了内表面堆焊层、环焊缝、马鞍形焊缝和安全端异种金属焊缝等。同时检测条件、检测方式和接近方式也与役前检查一致,比如:对于内表面堆焊层,均是采取水下自动UT从容器内表面进行检查。出厂前第三方检查的项目情况见表3。
4 结论
华龙一号首台(福清5#机组)RPV自锻件投料以来,设备整体制造质量和进度受控。实践证明,业主方抓住质量控制的要点,通过有效管控策略,可以确保质量目标的顺利实现。如何进一步做好相关工作,仍有以下一些方面需要改进。
(1)根本原因分析工具和防人因工具的应用。目前在设备制造领域,相关工具的使用还不够普遍。通过推广这些工具的使用,发现根本原因并且降低人因失误频率,减少质量问题的发生。
(2)出厂前的第三方检查项目的优化。目前华龙一号的检查项目相对比较全面,在设备进度紧张的情况下可能对现场的工程进度造成影响,后续可以从制造及检查难度、制造过程缺陷数据、役前检查经验反馈等方面进行优化,有重点、有针对性地开展抽查工作。
参考文献
[1] 袁旭光.桃花江核电项目管理模式的改进研究[D].湖南大学,2013.
[2] 王晶.EPC模式下在建核电项目设备质量管理研究[J].华东电力,2014(8):1702-1706.
[3] 徐晖,胡淼.EPC模式下核电项目业主的工程质量管理[J].中国核电,2014(2):150-155.
[4] 徐文镜,郭德朋,张春来,等.百万千瓦级反应堆压力容器制造质量控制简析[J].核电质保,2013(3):45-50.
[5] 邱天,罗英,马姝丽,等.反应堆压力容器60年设计寿命研究[J].压力容器,2013,30(4):18-22.
[6] 张加军,陈晶晶,车树伟,等.浅析核电厂反应堆压力容器完整性问题[J].压力容器,2013,31(1):48-55.
[7] 李胜道.首台国产1000MW级反应堆压力容器制造技术[J].东方电气评论,2013(24):57-62.
