木纤维-LDPE复合材料力学性能分析
2017-06-19齐菁
齐菁
(辽宁省森林经营研究所,辽宁丹东118003)
木纤维-LDPE复合材料力学性能分析
齐菁
(辽宁省森林经营研究所,辽宁丹东118003)
该文按照木纤维和低密度聚乙烯塑料(LDPE)熔融挤出工艺来制造木塑复合材料,并对挤出产品进行力学性能分析,从而确定该复合材料的基本力学性能参数,为工业化生产提供依据和质量控制方向。结果表明:适量添加木纤维和润滑剂可以有效改善木纤维-LDPE复合材料的抗拉伸性能;润滑剂的添加又可有效抑制添加木纤维造成的抗弯曲性能下降;添加适量的偶联剂可以有效提高复合材料的抗拉伸和抗弯曲性能。
木纤维;LDPE;复合材料;力学性能
为了促进木材加工业健康发展,真正起到龙头带动作用,并充分利用和节约木材,实现木材的高效利用,以缓解木材供需矛盾,必须采取行之有效的措施。一方面要积极发展和扩大森林资源,逐步增加木材供给量;另一方面要做好木材精、深加工业,充分合理利用、节约利用和综合利用木材资源,提高木材利用率[1]。
木塑复合材料作为木材高效利用的新途径适应了未来的发展需求,能够缓解木材资源短缺的紧张局面。木塑复合材料的生产采用高度自动化的加工工艺,可以合理地利用各种原材料。目前,木质基复合材料的主要产品(如胶合板、刨花板、中密度板等)都是二维设计的单板,需先分割成小块然后胶合或者固定在一起再加工成型;既耗费大量的工时,又产生了大量的加工剩余物,增加了生产成本。植物纤维和塑料复合材料能够通过热定型进行三维设计和生产,其二次加工所耗费的费用就能以利用的形式全部转移到产品中去。如果纤维的含量低于60%,可以利用热压和无纺编织法复合定性。在许多木材的应用领域里,木塑复合材的拉伸强度、弯曲强度、硬度等主要力学性能都可以替代木材,目前正在逐步进入建材市场[2]。
本文选用了低密度聚乙烯塑料和制备好的木纤维,采用双螺杆-单螺杆双阶挤出机组进行挤出成型。通过添加不同配比的原料、偶联剂和润滑剂挤出不同的产品。将挤出的产品制成标准试件并对其力学性能进行分析,从而对木塑复合材料的进一步发展和市场推广提供研究基础。
1 试验材料和方法
1.1 试验材料
木纤维:选择纤维长度能够用20~30目网筛进行过滤且含水率为5%以下的木纤维;
LDPE:低密度聚乙烯用高压法生产,结晶度为45%~65%;
偶联剂:MA-g-LDPE,马来酸酐接枝低密度聚乙烯;为淡黄色的透明颗粒,马来酸酐含量为16%~20%;
润滑剂:化学纯硬脂酸钙。
1.2 试验设备
SHR-A型高速混合机(张家港市通河塑机有限公司);
SJSH30/SJ45型双阶塑料挤出机组(南京橡胶机械厂);
RGT-20A型电子万能力学试验机(深圳瑞格尔REGER仪器有限公司)。
1.3 试验方法及过程
1.3.1 复合挤出成型
木纤维和LDPE按3:7和4:6的比例,添加不同比例的润滑剂和偶联剂,在SHR-A高速混合机混合10 mim,共制备8组混合料,然后从双螺杆的双喂料口加入到双螺杆-单螺杆串联的挤出系统中挤出片材,物料配比见表1。
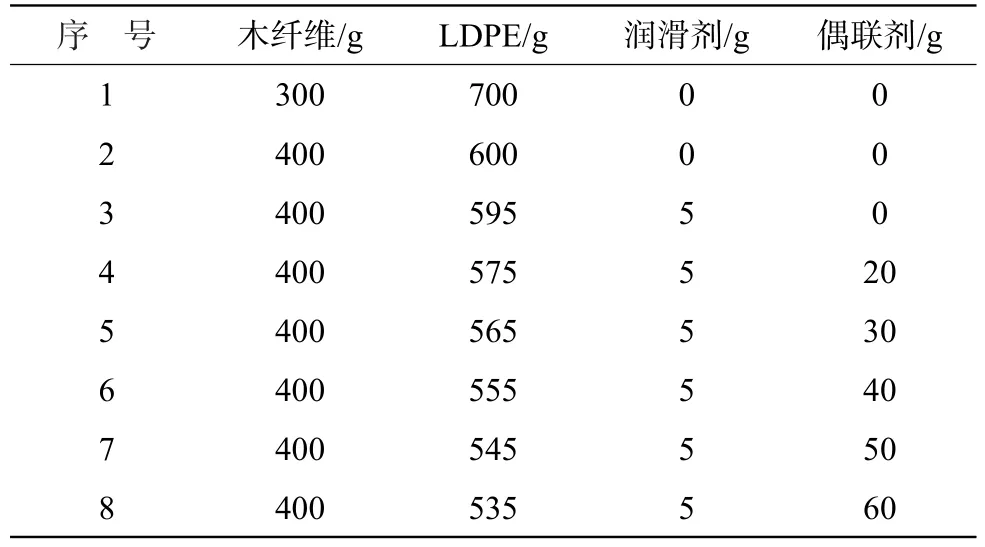
表1 试验物料配比
1.3.2 力学性能测试
采用0°试件测试复合材料的抗拉伸性能,具体按照国家标准GB1040-79中的塑料拉伸试验方法中Ⅱ型大试样试验方法进行。测试仪器为RGT-20A电子万能力学试验机,拉伸速度为5 mm·min-1,测试试件每组至少测试5个,所需测量值为抗拉强度、断裂伸长率和拉伸模量。
弯曲性能测试使用3点弯曲测试方法加载测定单向木纤维-LDPE复合材料的弯曲强度和弯曲模量。试样尺寸:80 mm×10 mm×4 mm,测试仪器为RGT-20A电子万能力学试验机,跨距为60 cm,运行速度为2 mm·min-1。每组测5个试件,所需测量值为弯曲强度、弯曲模量[3]。
2 结果与分析
2.1 复合材料拉伸性能分析
从图1、2可看出,随着木纤维比例的增大和润滑剂的加入,复合材料的抗拉强度逐渐增加,但不显著。因为随着木纤维比例的增大,会出现“搭桥”现象,对抗拉伸起到了增强的作用。也说明随着木纤维比例的增大,两相的相容性较好,使外力能通过复合材料进行传递[4]。而断裂伸长率却是木纤维比例增大的时候在减小,因为LDPE的韧性远大于木纤维;而在相同比例添加了润滑剂之后,断裂伸长率有所回升,因为添加适量的润滑剂减小了双螺杆对原料的剪切作用,减少木纤维的炭化几率,降低木纤维的降解,使LDPE的韧性表现增强。同时由图1可知,马来酸酐接枝聚乙烯作为偶联剂加入后,如果含量适合,将可有效提高复合材料的抗拉强度和断裂伸长率,尤其是可大幅提高抗拉强度。
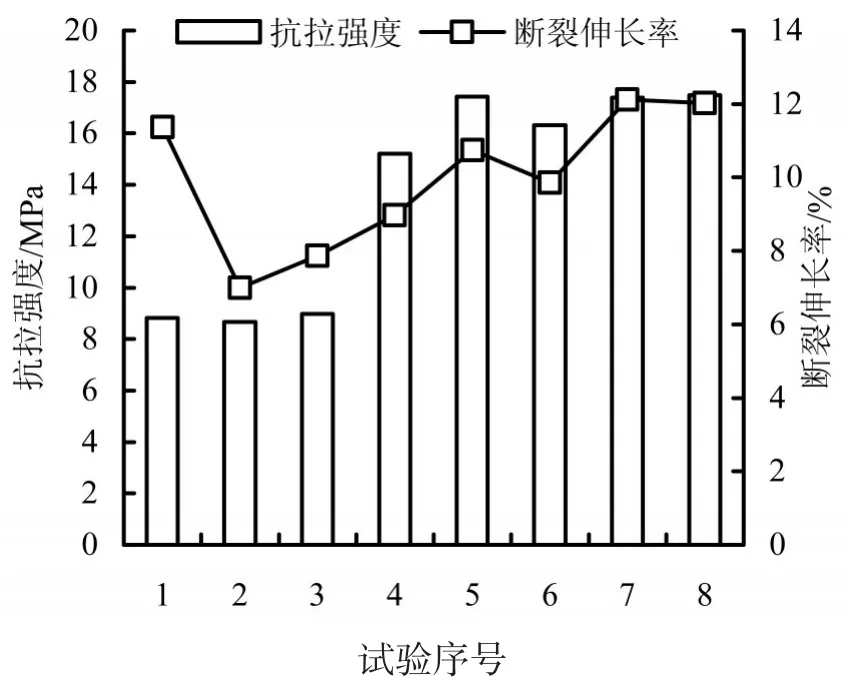
图1 8组复合材料抗拉强度、断裂伸长率的比较
图2 显示,木纤维比例上升和增添润滑剂,都能使复合材料的拉伸模量增大。这是因为木纤维的拉伸模量比LDPE的大,增添润滑剂,既可减小双螺杆对原料的剪切作用和木纤维的炭化几率,又可降低木纤维的降解,在相同比例情况下,使木纤维和LDPE融合更加紧密,从而增加复合材料拉伸模量。此外,适量添加偶联剂,可以有效增强木纤维和LDPE基质间的界面结合,使外力能够在木纤维和塑料基质之间进行传递,大幅提高复合材料的拉伸模量;但偶联剂的添加量不是越多越好而是有一个量的限定。
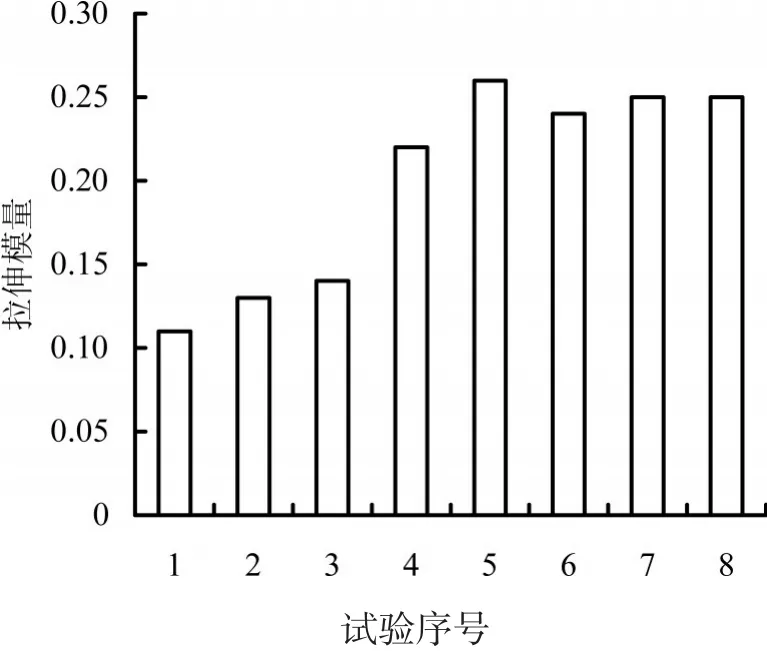
图2 8组复合材料拉伸模量的比较
2.2 复合材料弯曲性能分析
由图3可知,随着木纤维比例增大,复合材料的弯曲强度呈下降趋势,但添加了润滑剂之后,复合材料的弯曲强度有所增强,再添加偶联剂后,复合材料的弯曲性能大幅增加。偶联剂含量增加会使木纤维和LDPE结合更好,但是从图3可知,偶联剂含量从3%增加到4%时,弯曲强度略有下降,可能是由于加工误差或偶联剂在4%时,弯曲强度确实有所减弱。
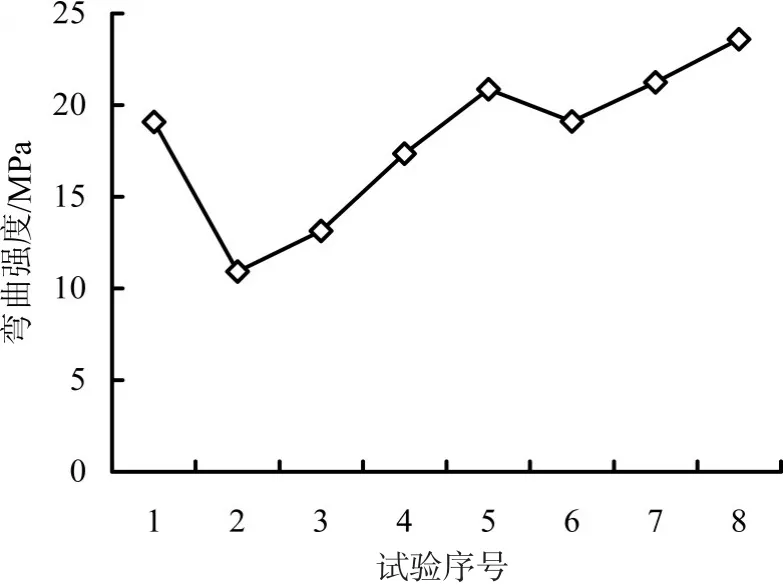
图3 8组复合材料弯曲强度比较
由图4可知,随着木纤维比例的增加,复合材料的弯曲模量也下降。这是因为塑料的LDPE弯曲模量远远大于木纤维,所以随着木纤维比例增大,弯曲模量也下降。但添加了润滑剂后,复合材料的弯曲模量有所提高。再加入偶联剂后,复合材料的弯曲模量随偶联剂的比例增加而逐渐增加,但趋势缓慢。
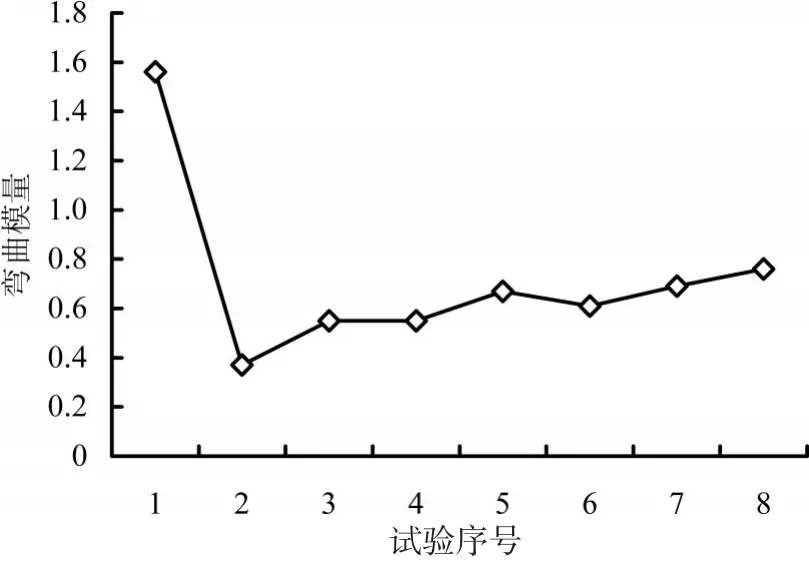
图4 8组复合材料弯曲模量比较
3 结论
通过对不同比例复合材料的力学性能研究可知,在复合材料中增加木纤维含量和加入润滑剂都体现了较好的增韧效果,其添加量均应控制在5%~12%,过低的含量体现不出增韧效果,过高的含量又会过分地降低塑料的模量。另一方面,复合材料所表现出的弯曲模量、弯曲强度和冲击强度却是随着木纤维含量的上升而下降,加入润滑剂有所抑制。这也说明木纤维含量的增加降低了复合材料的界面结合强度,可使用润滑剂进行必要的界面改性,或选择加入偶联剂,达到对复合材料增韧的目的。5%偶联剂含量的复合材料在断裂伸长率、拉伸模量、弯曲强度和弯曲模量以及复合材料的拉伸强度方面,均表现出较高的性能,应该作为偶联剂添加量的选择。
[1]庄东泉.试论有效利用我国木材资源的途径与措施[J].林业经济问题,1998,(4):61-64.
[2]黄泽雄.木塑复合材料的发展趋势[J].国外塑料,2003,(2):10-13.
[3]M Mehrabzadeh,F Farahmand.Recycling of Commingled Plastic Waste Containing Polypropylen,Polyethlene and Paper[J].Journal of Polymer Science,2000,(80): 2573-2577
[4]秦特夫.改善木塑复合材料界面相容性的途径[J].世界林业研究,1998,(3):46-51.
(责任编辑:董莉莉)
TQ327.1
A
1001-1714(2017)03-0026-03
2017-02-05
齐菁(1982-),女,工程师,主要从事木材加工利用研究。E-mail:woiqj@163.com。
