锂电池极耳超声波焊接稳定性影响因素分析
2017-06-15郭扭徐志强郑治华张世强杨驰
郭扭 徐志强 郑治华 张世强 杨驰
(中航锂电(洛阳)有限公司,河南洛阳 471000)
锂电池极耳超声波焊接稳定性影响因素分析
郭扭 徐志强 郑治华 张世强 杨驰
(中航锂电(洛阳)有限公司,河南洛阳 471000)
目前超声波焊接在锂电池行业应用广泛,是锂电池极耳连接的主要工艺方法,通过分析影响超声波焊接稳定性的基本因素,并提出提升焊接稳定性的方法,来保障超声波焊接的一致性。
锂电池;极耳;超声波焊接;稳定性
超声波金属焊接作为一种优质、高效、低耗、清洁的固相连接方式,目前在锂电池生产行业应用广泛,是目前锂电池极耳连接的主要工艺方法。但超声波焊在实际生产应用过程中,极易出现焊接不稳定现象,导致焊接质量一致性难以保障。所以,有必要找出影响超声波焊接稳定性的基本因素,通过因素分析制定优化提升措施,进一步提高超声波焊接稳定性和一致性。
1 超声波焊接基本原理
超声波金属焊接技术是利用超声波产生的机械振动能量,在压力作用下,焊头通过高频振动将能量传递到被焊工件界面之间,使工件界面间产生高频摩擦,转变为工件界面间的摩擦功、形变能及温升,从而破坏工件表面氧化层并使被焊工件界面产生塑性变形,从而产生纯净金属贴合、原子扩散,最终实现金属工件的固相连接(见图1)[1]。
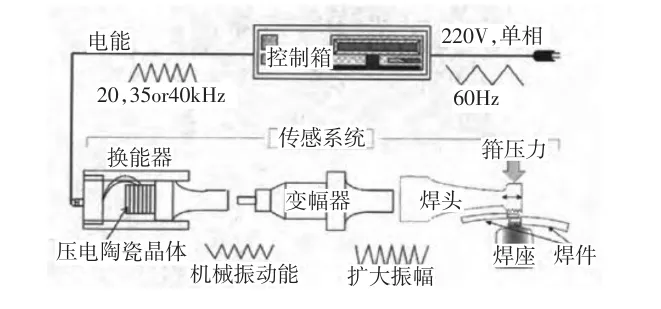
图1 超声波焊接基本原理图
超声波焊接原理对应的公式如下:

式(1)中,μ为摩擦系数;S为焊点面积;F为静压力;A为振幅,f为振动频率。
焊接过程中,被焊工件界面产生的热量Q为:

实际焊接过程中,摩擦系数μ、焊接压力F、焊接振幅A、焊接时间t这些参数共同作用,决定了超声波金属焊接产生的热量Q,对接头焊接质量都有重要作用。然而,焊机传递给工件的功率也受到焊机额定功率的限制,所以焊机的额定功率P对焊接也有重要作用。超声波焊接能量传递如图2所示。

图2 超声波焊接能量传递流程图
2 影响超声波焊接稳定性的主要因素
2.1 超声波焊接设备稳定性
极耳超声波焊接过程中,设备本身的不稳定性将直接导致焊接本身较大的差异化。公司内部使用的焊接设备由A、B 2个公司提供,其中在焊接过程中输出功率如图3所示。
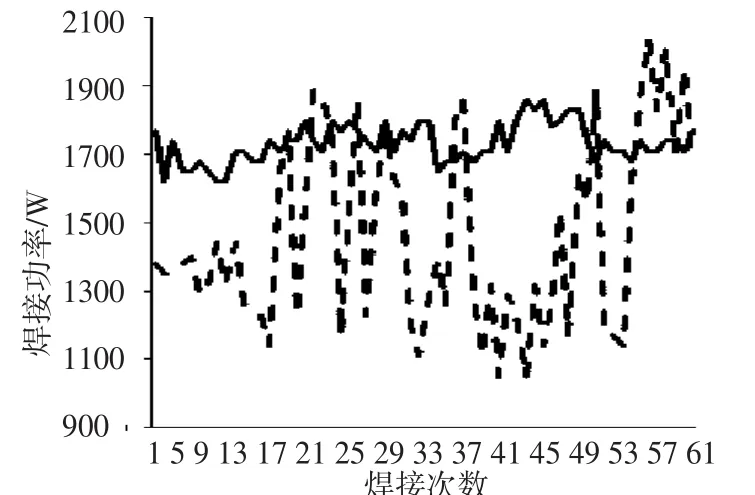
图3 超声波焊接输出功率图
通过对比可知,A公司的输出功率波动较大,易导致焊接过程中拉力测试不合格,并出现虚焊问题。所以,在极耳焊接的关键工序要采用稳定的设备。同时,加强焊接机三联组检测和测试,通过制定焊接机三联组每班巡检制度,根据检查效果判断焊接机的当前状态是否正常,三联组的匹配性是否良好;并定期保养。
2.2 焊接气源的稳定性
在超声波焊接过程中,焊接气源压力波动较大,导致焊接压力不稳定。因为焊接机与自动化设备集成在一起,焊接设备的气源与自动化设备上面的各种气缸的气源共用。所以,为保障焊接机气源的稳定性,需将焊接设备的气源与自动化设备的气源分开,单独为焊接设备提供气源。
2.3 焊头、底模齿牙的磨损
随着焊接次数的增加,焊头和底座的齿牙会出现不同程度的磨损,如图4所示。当齿牙磨损较为严重时,焊接能量、功率输出不稳,导致焊接拉力过程监控不符合工艺要求。此时只能调节焊接工艺参数,使得输出增大,以满足焊接拉力强度的要求,但如此调节也只能短期维持生产,但长期还会出现焊接连接拉力不合格的隐患。
根据焊接锂电池极耳连接片的厚度、极耳的层数和现场生产情况,可以将焊头和底座的使用周期分别进行上限限制,当超上限时进行更换和修磨,保障焊接质量,避免出现疑似焊接异常品。并增加焊接拉力检测频次,以较好地保证焊接的稳定性和一致性。
同时随着生产继续,焊头的平整度和间隙也会出现微调整,对焊头、底模的间隙和焊头的平整度进行周期性检测,以确保间隙和焊头的平整度满足生产要求。
2.4 焊头和底模的齿牙外形和尺寸
焊头和底模齿牙的大小设计对焊接的稳定性影响比较大。在设计前,焊头底模齿牙配比,要做好充分的试验和准备工作,根据焊接介质的层数、厚度、焊印面积要求等设计焊头和底模齿牙外形和尺寸。
焊头形貌设计对提高焊接接头质量非常重要,焊头需要有足够的齿深,以嵌入被焊工件并提供给工件振动所需的剪切力。但焊头的齿深不易过大,以减小焊头对接头的破坏作用。设计适宜的焊头齿深,能够改善焊接窗口。

图4 焊头齿牙已严重磨损
2.5 焊接工装夹具
如果焊接工装夹具不能固定好电芯和极耳软连接端,电芯定位精度低,则焊接比较随意,会常常出现焊点偏移、焊裂、焊断等异常现象,直接影响焊接产品的良品率,导致电池性能的一致性较差。
可以通过对焊接工装夹具进行设计进而提高产品焊接的稳定性和一致性,为生产的稳定性提供保障。
2.6 箔材来料表面质量
极耳箔材在经过涂布、辊切、分条、转运和叠片时,极耳表面带料、表面油污或其他异物影响焊接效果,导致焊接不稳定。
电芯前工序生产过程中,需保障极耳表面清洁,故在前工序增加在线极片表面检测系统,检测极耳带料时直接剔除报废;物料在转运过程中,推行自动化转运和上下料,并禁止裸手接触极耳表面。
2.7 异种金属焊接
正负极软连接表面会有镀镍,因镍与铝或铜焊接时的可焊接窗口较小,此时镀镍的软连接片一般需要放置在极耳箔材上方,以保障较好的焊接效果。
3 结语
通过对极耳超声波焊接稳定性影响因素的分析,并提出相应的优化改善措施,提高超声波焊接的稳定性和一致性,降低焊接的异常品率,使得电池因焊接而产生的影响因素得到有效控制,电池整体性能的一致性和可靠性得到提高。同时,对后续生产线建设过程中设备的工艺过程控制提供借鉴,提前预防或避免影响超声波焊接稳定性的潜在隐患。
[1]李林贺,刘志盛.锂电池极耳超声波焊接质量分析[J].焊接技术,2012(6):46-49.
Analysis of Influencing Factors on the Stability of Ultrasonic Welding for Lithium Batteries
Guo NiuXu ZhiqiangZheng ZhihuaZhang ShiqiangYang Chi
(China Aviation Lithium Battery(Luoyang)Co.,Ltd.,Luoyang Henan 471000)
The ultrasonic welding is widely used in lithium battery production industry,which is the main process of lithium battery electrode connection,this paper analyzed the basic factors which affecting the stability of ultrasonic welding,and put forward the method to improve the stability of welding,ensuring consistency of ultrasonic welding.
lithium battery;electrode;ultrasonic welding;stability
TG439.9
A
1003-5168(2017)04-0156-02
2017-03-11
郭扭(1988-),男,本科,助理工程师,研究方向:锂电设备研究。
