PLC网络控制系统在光纤材料自动化生产线中的应用
2017-06-15邵明强王嘉禾张胜超秦卫光
邵明强,王嘉禾,张胜超,秦卫光
(久智光电子材料科技有限公司,河北 065001)
PLC网络控制系统在光纤材料自动化生产线中的应用
邵明强,王嘉禾,张胜超,秦卫光
(久智光电子材料科技有限公司,河北 065001)
针对自动化光纤材料生产线设计,采用网络型PLC控制器、网络型伺服系统、组态软件、工控机、网络服务器及多种传感器等元件组成网络型控制系统,讨论其在自动化光纤材料生产线中的应用。实现生产线的电源系统自动匹配,运动机构自动化,喂料及气路系统、水循环系统自动调节,故障自诊断等功能。并与上位机、服务器等数据通讯,实现在线检测、远程控制及数据统计,提高石英材料生产线自动化水平和安全性。
网络控制系统;PLC;组态软件;服务器;光纤材料
0 引言
我国工业自动化进程近年来取得了飞速发展,自动化、智能化设备及控制系统大幅度降低制造业的生产成本,显著提高了产品质量。石英玻璃生产诸如光纤材料生产也在逐步向自动化方向发展。但对于复杂的光纤材料生产工艺,目前仍然存在自动化程度较低的现象,其主要原因是生产设备的单机化[1],控制系统在设计时相对独立,数据信息无法有效收集利用。
光纤材料生产过程往往对生产设备的辅助系统、运行机构的自动化程度以及生产数据的收集处理具有较高的要求。传统依靠操作人员的经验和自主性进行生产操作、手动收集数据的生产方式,既不可靠,也不安全,无法有效控制产品质量和缩减生产成本。光纤材料生产如高频等离子外沉积工艺熔化天然石英粉料制备石英大套管[2],其生产线系统由电源整流和高频发生系统、喂料系统、气路系统、水循环系统和运动机构等组成。
1 网络型控制系统结构及功能
1.1 系统结构
在光纤材料生产线的网络型控制系统中[1],采用工业控制网络实现通讯,以达到布线灵活、易于诊断设备故障,实现企业化管理的设计目标。在控制系统中加入服务器等中央控制单元,以实现总体的在线检测、远程控制和数据收集。
整个控制系统结构如图1所示。该网络控制系统采用三层网络结构,从上至下依次为:信息层(工业以太网,用于实现服务器、工控机、管理计算机之间的通讯)、控制层(工业以太网,用于实现PLC间、以及PLC与工控机之间的通讯)、设备层(工业以太网及现场总线,用于实现现场传感器、执行机构与PLC间的通讯)。安装于电源控制柜、设备控制柜中的PLC可实现对电源及现场设备的控制。PLC之间以及PLC与工控机之间采用控制层工业以太网通讯,PLC与现场设备之间采用设备层工业以太网以及现场总线通讯,工控机、服务器、管理计算机之间采用工业以太网进行通讯。
1.2 控制功能
光纤材料生产过程中石英材料的熔化质量至关重要,熔化质量主要反映在温度等参数上[2],合适的能源提供是熔化温度的重要保障。区别于人员经验的随机性能源调节机制,网络型控制系统将温度传感器监测的熔化温度参数传输到设备控制柜中的PLC,再经工控机的处理,传输到电源设备控制系统,电源设备实时做出相应的调整,匹配出最佳的能源供应,以此实现温度与电源的闭环控制。同时,在生产设备处于加工闲时阶段,自动降低到最低能源输出水平,达到有效控制产品质量和提高能源利用率的目的。
为保证设备正常运行,水冷循环系统是光纤材料生产线电源设备及主要元器件如三极管、槽路电容降温的常规手段。设备运行时由于元件差异及运行状态差异,各部分发热量不同,水冷系统管路中水流量、压力、温度等具有很大差异。网络型控制系统在光纤材料生产线中通过设备传感器对水冷管路中流量、温度、压力的检测,由设备控制柜中PLC做出判断,将数据传输至水路控制系统,自动调节流量、压力参数,维持冷却温度在可控范围;通过对水路传感器参数的连续监测,经过多级网络通讯,自诊断设备故障,及时将故障信息反馈到控制台,保证良好的设备运行状况。
光纤材料中的杂质含量是衡量产品质量的重要指标[2],天然石英粉料在人工添入喂料器的过程中容易因操作环节引入杂质。通过系统对喂料系统的监测,实时显示喂料系统的状态,自动进行补料和喂料工序,降低杂质引入几率,提高原料利用率。
随着电子行业及工业的迅猛发展,越来越多的传感器元件,执行机构等也具备工业以太网功能,结合现场总线的布线方式,可有效的降低现场走线的复杂程度,同时为长距离通讯控制提供解决方案。例如具有Ethernet/IP通讯协议的伺服控制系统,具有强大的网络编程功能和数据传输机制,降低了PLC编程难度,同时数字化的参数设置也为系统调试带来极大方便。光纤材料生产中的基础管的位移、原料沉积等位置、速度参数,可以按照PLC程序的指令控制运动机构的运行精度,达到严格控制产品外观尺寸的目的。
在整个网络控制系统的顶层,生产数据的收集与管理,企业成员对数据的访问以及远程控制,通过网络服务器统一调度。网络服务器、企业计算机与各工控机通过信息层工业以太网互相链接,经由三层通讯网络,设备最末端的元件的运行数据也能够有效收集,通过企业管理平台加以处理和利用。
实时在线监测功能提供设备运行状况的信息和参数,通过工控机程序以及现场控制器综合判定,实现设备故障自诊断功能,大大降低故障联发概率和故障排除难度。通过顶层服务器可实现中央控制功能,让操作人员远离生产现场就可掌握生产状况,并且随时做出调整,大大提高光线材料生产的安全性。企业成员也能够通过该层结构获取生产信息,以作数据分析处理使用。
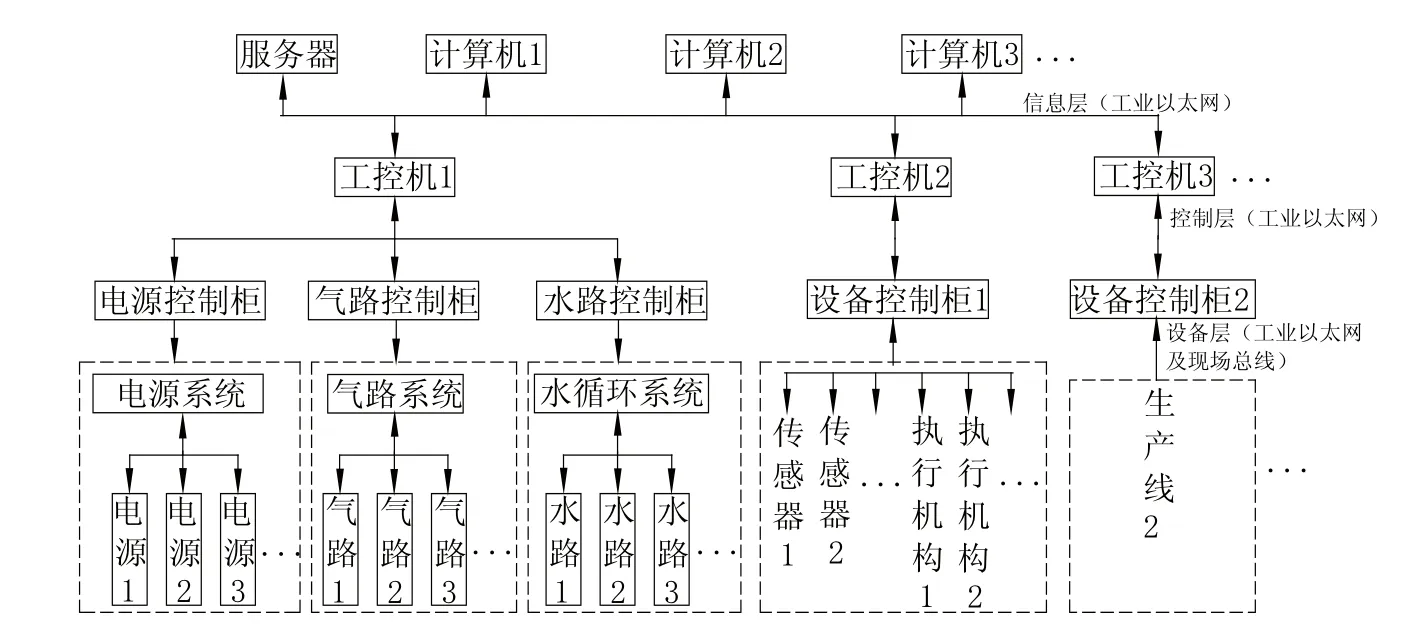
图1 网络控制系统结构图
2 软件程序设计
2.1 PLC控制程序设计
网络型PLC以其参数设置简单、布线灵活、通讯稳定等特性,越来越多的被自动化控制领域所采用。如图2所示的OMRON SYSMAC CJ2M-EIP系列PLC的以太网参数设置界面,规划PLC的IP地址并设置好其他参数后,PLC就能与其他支持以太网协议的传感器等元件以该IP地址进行以太网协议通讯。

图2 PLC以太网设置图
要使PLC与PLC之间,PLC与传感器等原件之间建立联系,可以根据需要编写一种通讯协议,基于支持网络通讯协议的PLC及传感器,可以在以太网通讯协议基础上进行设置。如图3所示,OMRON系列的CX-ONE编程软件所含的Network configurator for EtherNETIP工具,通过IP地址的规划和数据读写区域的分配,可以方便的建立网络控制系统中的PLC与PLC之间、PLC与网络型伺服系统之间等支持EtherNETIP协议的元件之间的联系。

图3 网络型PLC以太网协议设置图
PLC之间建立连接之后,可以通过PLC数据存储区的数据交换,实现数据信息的交互。数据交换支持包括BOOL、CHANNEL、INT、WORD、STRING、REAL、UINT-BCD等多种数据格式。如图4所示的是一种网络型PLC实现数据交换的编程实例。
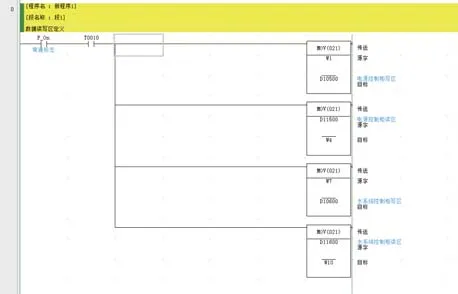
图4 网络型PLC数据通讯编程实例图
2.2 人机交互程序设计
人机交互界面或者人机交互程序一般安装在工控机,是操作人员与设备交互的接口。人机交互软件监测与采集设备将各项参数通过交互界面展现给操作人员,操作人员利用交互软件进行参数设置或调整,同时,人机交互软件的设计、宏功能的调用,还可以使设备按照预先指令进行自动管理和自我诊断。
工业控制中,人机交互的实现方式有很多,其中组态软件以其二次开发难度低、扩展性好和接口丰富的特点,被工业控制中广泛采用。组态王软件与OMRON系列的网络型PLC控制器之间的连接设置如图5所示。

图5 组态王与OMRON系列PLC连接设置图
2.3 服务器软件设计
服务器处在网络控制系统的顶层,通过各分系统的工控机对整体系统的数据进行收集、整合。软件设计开放性比较强,可根据需求选用C/C++、Java、PHP、C#等编程语言进行开发。软件编程可实现数据表格汇总、数据模型整合与分析,定向检索,数据导入与导出等功能。通过软件接口,可连接企业成员计算机,进行远程访问和控制。网络控制系统结构还可以与生产的其他管理平台结合,如原材料管理平台,加工过程管理平台以及物流系统管理平台等,形成产品从原材料到成品的全程监控与管理。
3 结束语
采用网络控制系统的光纤材料生产线,从生产的电源自动匹配、运行机构的自动化、喂料系统和水循环系统的调节、生产过程的监控以及数据信息的整合等方面能够提高光纤材料生产线的自动化程度。利用工业自动化生产方式和管理方式,能够从能源、原材料、设备使用寿命和工艺控制等角度降低光纤材料的生产成本,提高光纤材料的产品质量。
[1] 刘俊美.PLC控制系统的设计与安装[J].中华纸业,2007,28(11):47-48.
[2] 杨轶,孙建华,张文俊,孙丽丽,秦卫光,刘晓光.天然石英砂制造通信光纤的研究[J].2015,(2):31-34.
[3] 方清城,华路光,罗忠良.PLC网络控制系统的研究[J].机床与液压,2009,37(07):168-170.
[4] 吴海章.PLC网络控制系统的实现[J].才智,2010(29):27.
[5] 徐皑冬,王宏,杨志家.基于以太网的工业控制网络[J].信息与控制.2002(02):182-186.
The application of PLC network control system in optical fi ber material automated production line
SHAO Ming-qiang, WANG Jia-he, ZHANG Sheng-chao, QIN Wei-guang
TP278
:B
:1009-0134(2017)05-0019-03
2016-08-21
光纤预制棒用大尺寸石英套管产业化项目资助(17041106Z)
邵明强(1988 -),男,安徽宿州人,研发工程师,学士,研究方向为石英材料工艺技术及自动化控制技术。
