手术缝合线涂层工艺中张力自稳定系统的设计
2017-06-15何永义
文 静 何永义
上海大学机电工程与自动化学院,上海,200444
手术缝合线涂层工艺中张力自稳定系统的设计
文 静 何永义
上海大学机电工程与自动化学院,上海,200444
为保持手术缝合线涂层工艺过程中丝线张力的稳定性,通过分析传统张力的控制方式及其局限性,提出了一种基于速度跟随原理的张力自稳定系统。该系统采用主动放线方式,从动力学角度建立放线系统张力控制模型,设计弹簧-张力杆机构。通过实时检测走线过程中张力的波动,改变主动放线速度,从而减小走线过程中丝线张力的波动幅度,提高系统稳定性。构建了虚拟样机,在ADAMS中进行动力学仿真,仿真结果表明该弹簧-张力杆机构能将张力的波动幅度减小70%。最终以与强生(中国)医疗器材有限公司共同研制的四头上蜡机作为测试对象,与传统设备相比,该方案可将张力的波动幅度减小53%。
手术缝合线;速度跟随;张力稳定系统;动力学仿真
0 引言
理想的手术缝合线应满足线强度高、纤维柔性好、生物相容性良好、质量稳定、安全无毒等要求[1-3]。对于多股不可吸收手术缝合线,要求其必须有涂层。涂层处理是为了提高缝合线的直线均匀性和平滑性,减少组织反应性毛细血管效应。缝合线涂层不仅改善了缝合线的表面性能,而且提高了原料的性能。大部分的涂层能够起到润滑剂的作用。此外,涂层不仅在缝合线的表面形成薄膜,而且渗透并分布到丝线的内部;因而提高了缝合线的柔韧性和打结性能,但又不影响缝合线的使用和物理性能[4]。
手术缝合线上蜡机属于医疗器械,是用于手术缝合线涂层工艺的机械产品。上蜡机在放线和收线部分过程中,除了蜡液的温度外,缝合线的张力也是直接决定涂层质量和线品质的关键因素。工序中缝合线张力波动的大小对线的质量和线筒的形成均有很大影响。如果张力过大,将使缝合线受到过度的拉伸,从而损伤缝合线的物理机械性能,减少线中的蜡含量;如果张力过小,则会造成线筒松软,影响下道工序,使缝合线蜡含量增加,造成直径不均等后果。
1 涂层工艺过程
图1是与强生(中国)医疗器材有限公司共同研发设计的一台手术缝合线上蜡机的机械机构等效示意图。该上蜡机主要用于直径为0.20 mm和0.25 mm的不可吸收手术缝合线涂层上蜡。
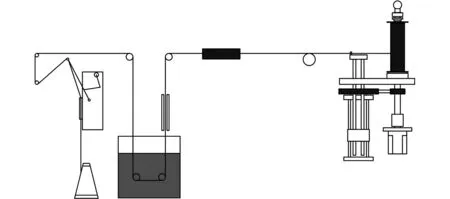
图1 上蜡机机械结构等效示意图Fig.1 Waxing machine mechanical structure equivalent diagram
涂层工艺一般采用液体蜂蜡作为涂层用剂,即将固体蜂蜡加热至200 ℃左右,将线经过蜡池后达到涂层上蜡的目的。工艺过程主要包括4个过程:放线部分、上蜡部分、测线长部分和收线部分。先将缝合线穿过主动放线装置,绕过两组导线轮进入蜡池;然后通过两块压板吸收缝合线上多余的蜡液,经过一段距离的冷却后,绕过编码器测量缝合线长度;最后由排线器从左到右,再从右到左依次循环进行排线,由伺服电机驱动线筒旋转,将涂层后的缝合线收卷。
2 传统张力控制方式
在实际生产过程中,一台设备需能生产不同型号的线,但不同的线需要对应不同的张力值。强生(中国)医疗器材有限公司上蜡机的传统张力产生方式如图2所示,这是一种被动放线方式。用两个氧化铝陶瓷夹爪夹住丝线,通过增减砝码改变丝线与夹爪之间的摩擦力f,从而调整丝线的张力值T,即T=f=μmg,原理如图3所示。实际操作中不同型号线需要更换不同的砝码。文献[5]中陶瓷磨损实验结果表明:丝线与陶瓷之间的速度变化导致摩擦因数μ发生变化,从而导致摩擦力的上升,丝线张力T也发生改变。这样的张力产生方式不仅不能保持张力的恒定,而且使丝线容易磨损。此外走线过程中张力设定完成后,张力不能实现自我调节,易产生波动。

图2 传统张力产生方式 Fig.2 Tradition method

图3 传统张力产生原理Fig.3 The principle of the tradition method
在一般纺织业中,张力装置控制类型通常分为被动放线式、主动放线式和力矩式[6]。
(1)被动放线式结构。在被动放线式结构中,纱线是由线绕电机牵引出来的,放线轮在纱线被拉出的同时跟随收线轮转动,其结构原理如图4所示。收线轮在电机控制下转动,将纱线从放线轮中拉出,放线轮被动地跟随收线电机转动。运行过程中,在纱线上下表面安装压力轮,通过调节电磁铁电流调节压力轮施加在纱线上的压力,进而调节压力轮与纱线之间的摩擦力,从而实现纱线张力的调节[7]。被动放线式结构简单,控制系统易实现,但是控制精度低,并且由于存在摩擦,纱线会受到磨损,破坏织物的质量;因此不能实现纱线张力的精确控制。
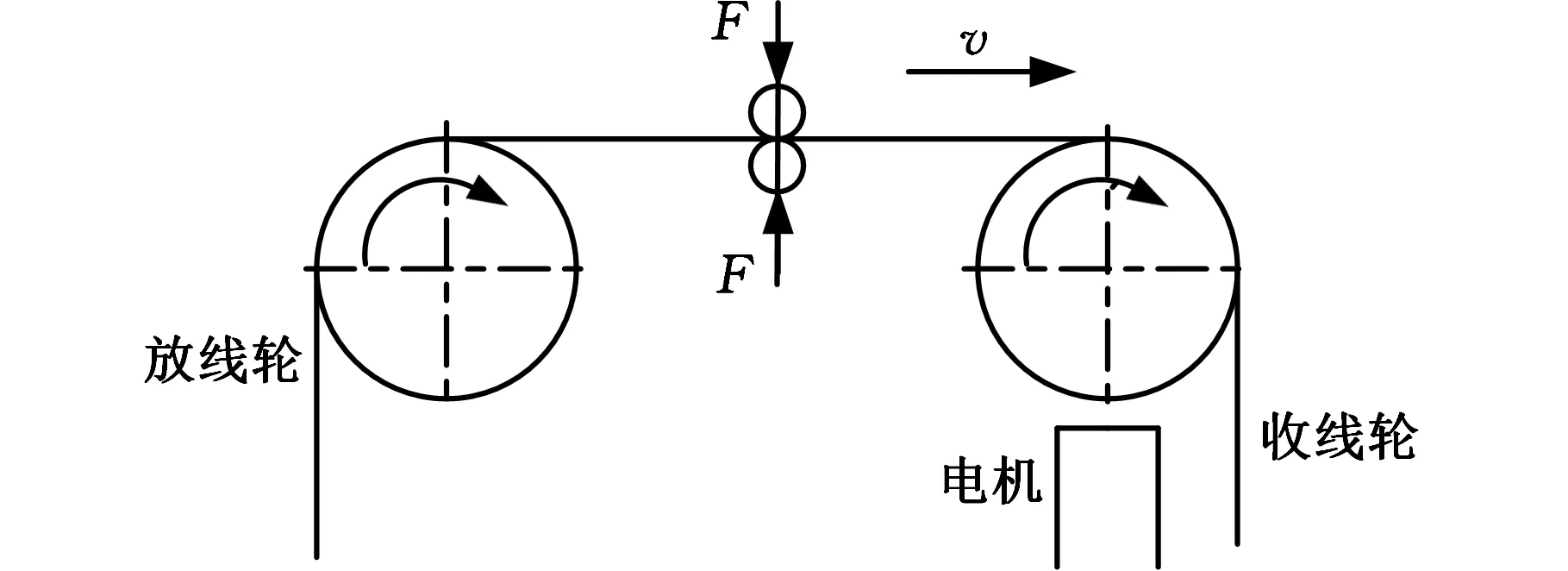
图4 被动放线式结构Fig.4 Passive unreeling structure
(2)反向力矩式结构。反向力矩式结构通过对放线轮施加阻力矩,在放线轮放线过程中对轮子产生阻力,使纱线与放线轮做相反方向的运动,这样纱线就相当于被拉伸,形成张力。反向力矩式结构原理如图5所示。在反向力矩式结构中,放线轮与纱线的运行方向是相反的,由于控制系统存在一定的延时,如果纱线中的张力较大时突然停机,放线轮不能立刻停止,那么纱线的断头很可能会被卷进设备内部,不利于重新穿线,降低工作效率。

图5 反向力矩式结构Fig.5 Reverse torque structure
(3)主动放线式结构。主动放线式张力控制结构根据张力传感器检测的纱线实时张力值,主动调节放线电机转速,控制收线电机和放线电机之间的转速差实现张力的控制。这种方式不仅可以保证张力恒定,而且还可以实现具体张力设定值的控制。主动放线式结构有利于提高纱线张力的稳定性,并且可以使纱线张力值保持在某一设定值。这种结构实时性好,控制精确,避免了摩擦力对纱线性能的影响[8]。
3 速度跟随原理张力控制方式
3.1 主动放线原理
在手术缝合线涂层工艺过程中,张力控制方式采用主动放线式,具体如图6所示。

图6 主动放线方式原理图Fig.6 The principle of the active unreeling
线由主动放线端送出,放线端的线速度为v1,收线由伺服电机驱动,收线端的线速度为v2,角速度为ω2,T为线的张力。设线的弹性模量为E,横截面积为A,从放线端到收线端的长度为l,t(t=l/v1) 为线由放线端到收线端的时间,由胡克定律得运动学方程[9]:
(1)
式中,ε为线的应变,ε=Δl/l。
由此可知,当收线端与放线端之间的速度差,即v2-v1保持恒定时,可控制线张力保持恒定。收线端的角速度ω2是恒定不变的,刚开始收线时v20=ω2r2,由于收线过程中线筒直径的不断增加,线速度v2(v2=ω2(r2+d))在不断地增大,相应v1也要增大才能保持张力的恒定。可见,张力的控制系统实际上也是线速度跟踪系统,因此,可将以前的被动放线方式更改为主动放线方式,利用速度的跟随原理,保持走线过程中丝线的张力稳定。
在不考虑中间环节及其他环境因素的理想状态下,张力、收线速度、放线速度之间的关系可以近似表示为图7所示状况。
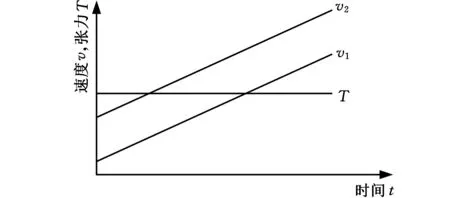
图7 张力、收放线速度关系图Fig.7 Tension, winding speed, and feed speed relation
在实际状况中,张力会受到很多不定因素的影响,如蜡液温度、原始丝线质量等,会使丝线的张力在一定范围内产生波动,这样会对丝线的涂层质量产生影响,因此在保证整体上丝线的张力稳定后,需要在一定程度上消除或减小张力的波动。根据速度的跟随原理,如图8所示,若能在张力产生波动时,放线速度也能随之产生相应的波动,则放线速度的变化会相应地使丝线张力产生变化,这样一正一负的叠加,能在一定程度上将张力的波动减小或消除。
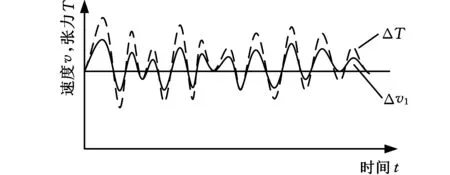
图8 速度跟随原理图Fig.8 Speed-following principle
3.2 张力控制机械结构
根据上述原理,设计的张力稳定机械系统的结构主要由张力杆、主动轮、弹簧、张力设定杆、角度传感器和驱动电机组成,如图9所示。主动轮由电机驱动,在张力杆末端装有一个角度传感器,张力设定杆固定于机架上,与张力杆之间通过弹簧连接。使用时可通过旋转张力杆调整弹簧预张力,即设定丝线的张力值。

图9 弹簧张力杆结构示意图Fig.9 Spring-tension rod structure
在使用过程中,丝线绕过主动轮,再穿过张力杆,通过拉动张力杆产生角位移,张力杆末端的角度传感器将角度信号转化为电脉冲信号驱动电机自动运行,即电机的转速可根据角度的变化而产生相应的调整。主动轮上套有医疗行业可用的食品级橡胶圈,使丝线与主动轮不发生相对滑动,主动轮的线速度即为系统的放线速度。
在走线初始状态,通过张力设定杆给定弹簧一个初始拉力,设定丝线的张力值;走线稳定后,张力杆处于受力平衡状态,受力分析如图10所示。
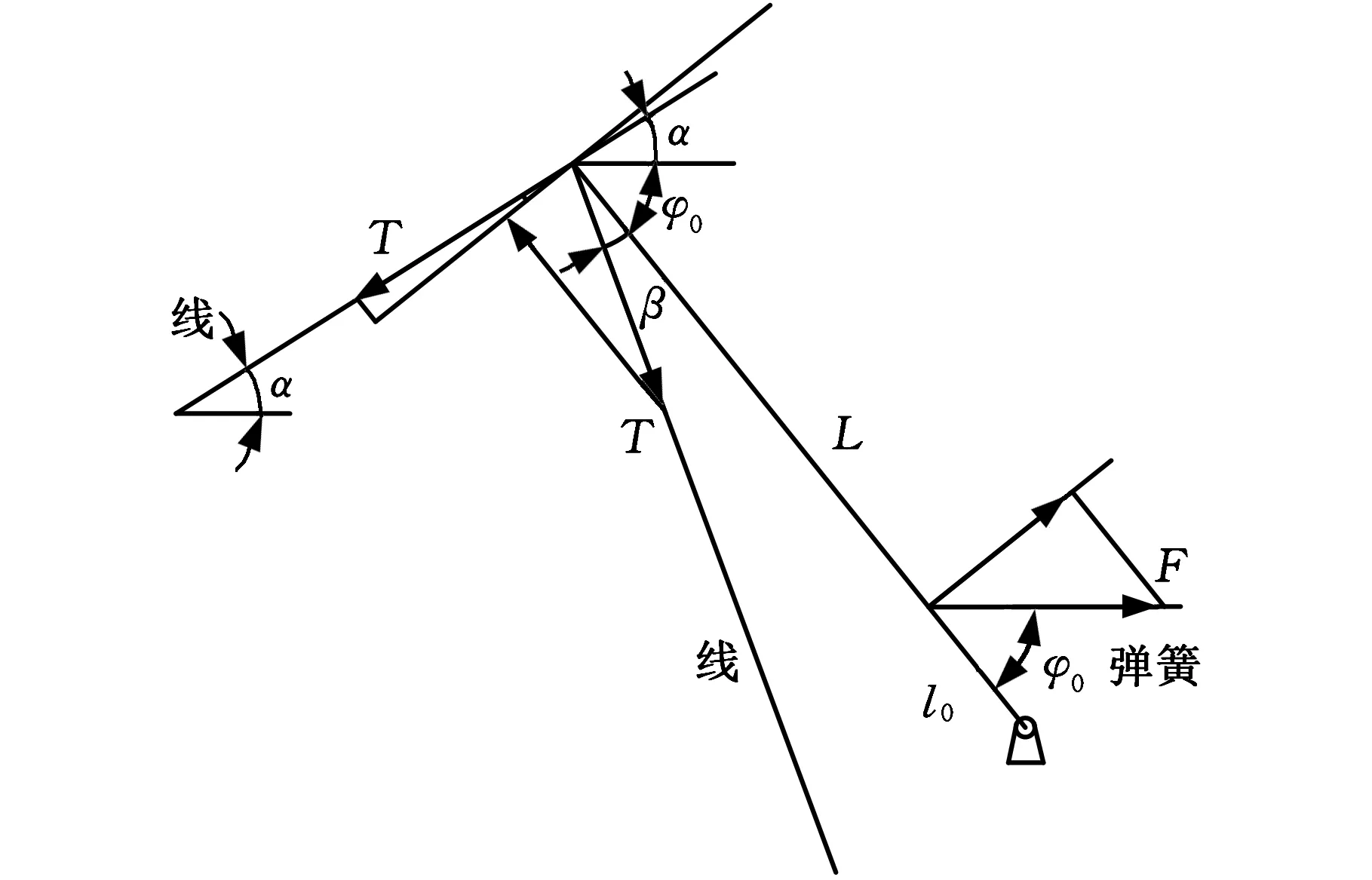
图10 张力杆受力分析Fig.10 Tension rod force analysis
设平衡状态时弹簧拉力为F0,弹簧与张力杆之间的角度为φ0。丝线张力为T,一端与张力杆的夹角为β,另一端与水平方向的夹角为α。杆长为L,弹簧连接点与杆的固定点之间的距离为l0。以张力杆为研究对象,其平衡方程为
F0l0sinφ0=TLsinβ+TLsin(α+φ0)
(2)
所以丝线张力T可写成
(3)
在丝线走线过程中,由于张力的波动,张力杆也具有微小波动,所以在此假设弹簧拉力F方向保持不变,忽略β、α的微小变化,设为常数。则在任意时刻弹簧拉力F和夹角φ之间的关系可表示为
F=k(x+Δx)=F0+kl0Δφ
(4)
式中,k为弹簧弹性模量;Δφ为张力杆的角度变化量。
在放线初始平衡状态时,放线端初始速度为v0,收线端角速度恒为ω2,初始线速度为ω2r,忽略中间环节,仅考虑收线与放线两个状态,结合式(1)、式(4),在t0时刻有:
(5)
走线过程中,在t1时刻时,张力产生了波动,导致张力杆产生一定的偏角Δφ,此时张力值为T′,产生的张力波动为ΔT,则
(6)
此时传感器能及时地检测到张力杆角度的变化,并将信号传给电机,使主动轮能迅速地响应,最后使速度产生Δv的变化。放线端速度的变化则能导致张力产生ΔT′的变化,根据式(1)可得
(7)
理论上,若能实现|ΔT′|=|ΔT|,并且控制系统响应迅速,则能基本消除张力的波动。即
(8)
由式(8)可得,假设(t1-t0)为一单位时间,则Δv与Δφ之间的关系可表示为
(9)
式(9)中各物理参数及其数值见表1。

表1 上蜡机设备各物理参数Tab.1 The physical parameters of the waxing machine
将参数代入式(9)中,在MATLAB中绘制出Δv与Δφ的关系图,如图11所示,Δφ取值在±10°时,二者间可近似为一次函数的关系。

图11 直线拟合Fig.11 Linear fitting
将曲线拟合成直线后得到Δv与Δφ的近似一次函数关系式:
Δv=0.22Δφ+0.163
(10)
将Δv与Δφ的映射关系输入控制系统,能将实时张力杆的转动转化成主动轮的旋转,实现张力稳定系统中的速度跟随。
3.3 张力控制系统
在走线过程中,手术缝合线从主动轮出发,绕过张力杆,走到收线轮。为了控制张力稳定,则要求放线速度能跟随张力的波动而产生相应的调整。当弹簧预紧力设定好后,张力杆摆动的位置范围反映的就是跟随系统的调节能力,张力杆的旋转角度反映的是主动送线轮的转速,通过角位移传感器,将张力杆的角度变化转换为模拟信号,驱动电机运转。为了保证张力杆转角与阻力轮速度之间信号反馈的及时性与准确性,整个电气控制系统见图12。
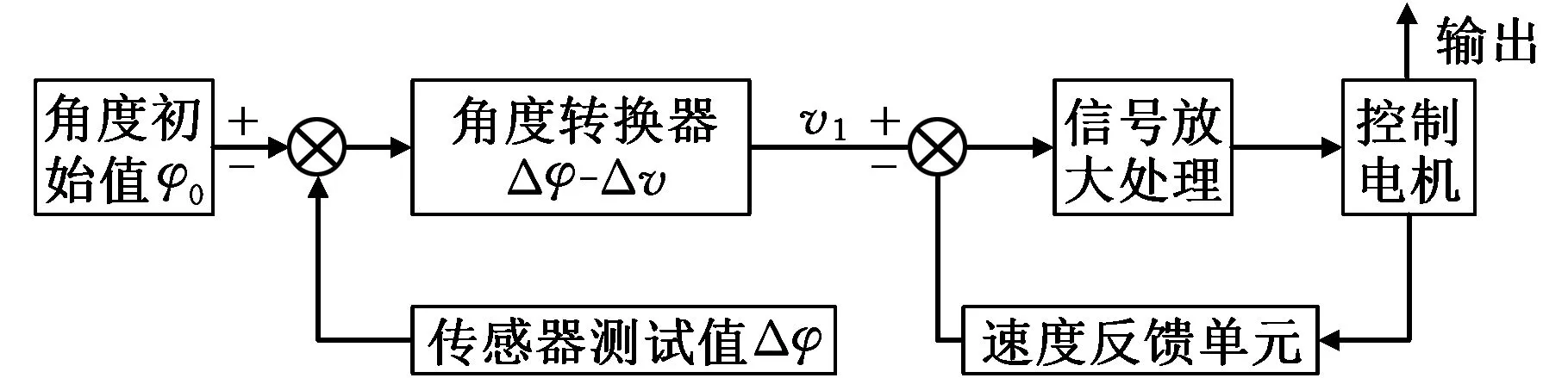
图12 张力自稳定系统电气控制框图Fig.12 Electrical control diagram of self-stable system
由传统的被动送线方式改变成主动送线方式,张力更加稳定,自带的张力稳定系统能减小张力的波动幅度。电机的转速根据角度的变化而产生相应的调整,张力切换响应迅速,输出张力稳定,波动减小,从而可保证上蜡机系统有效、可靠地运行。
4 ADAMS建模仿真
用三维软件SolidWorks建立张力自稳定系统机械系统三维模型,为了便于仿真、减少约束,简化了模型。模型中省略了螺栓、螺母和垫圈等紧固件,仅建立框架、主动轮、张力杆、小导轮、弹簧等关键部件的模型。
将建好的模型导出xt格式,再通过ADAMS/Exchange模块,将建立的张力控制机械系统导入ADAMS 中构建虚拟样机模型,完成SolidWorks和ADAMS之间的图形数据转换[10]。如图13所示,模型中,张力杆、主动轮、小导轮与框架之间的相对运动用旋转副进行模拟。简化绳子模型,在张力杆末端添加等效力。通过设置模型参数,添加约束和驱动,实现在ADAMS/View 环境下的运动仿真。

图13 虚拟样机模型Fig.13 The virtual prototype model
在张力杆前端添加一个正弦波动的力,模拟实际运行张力受到环境影响而产生的波动ΔT。将式(10)中得出的Δv与Δφ之间的关系输入到模型中,经过ADAMS动力学仿真,得出由于张力的波动而产生的张力杆角度波动和主动轮角速度波动,分别如图14~图16所示。由于ADAMS仿真输出的是主动轮的角速度,故需将得到的角速度转换成线速度,再减去仿真时的平衡状态值,最终可以得到主动轮Δv与时间t之间的关系。利用式(1)将速度波动Δv转为张力的波动ΔT′,即为系统张力的修正值。将修正值叠加到张力波动的原始值中,得到修正后的张力波动最终值,如图17所示。由仿真结果得到,通过主动轮Δv的变化,可将ΔT的波动幅度减小70%。没能将张力波动完全消除的原因主要有两个方面:一是在张力杆受力分析时,有许多微小变量作了常量的假设;另一个方面是,曲线拟合时存在一定的误差。
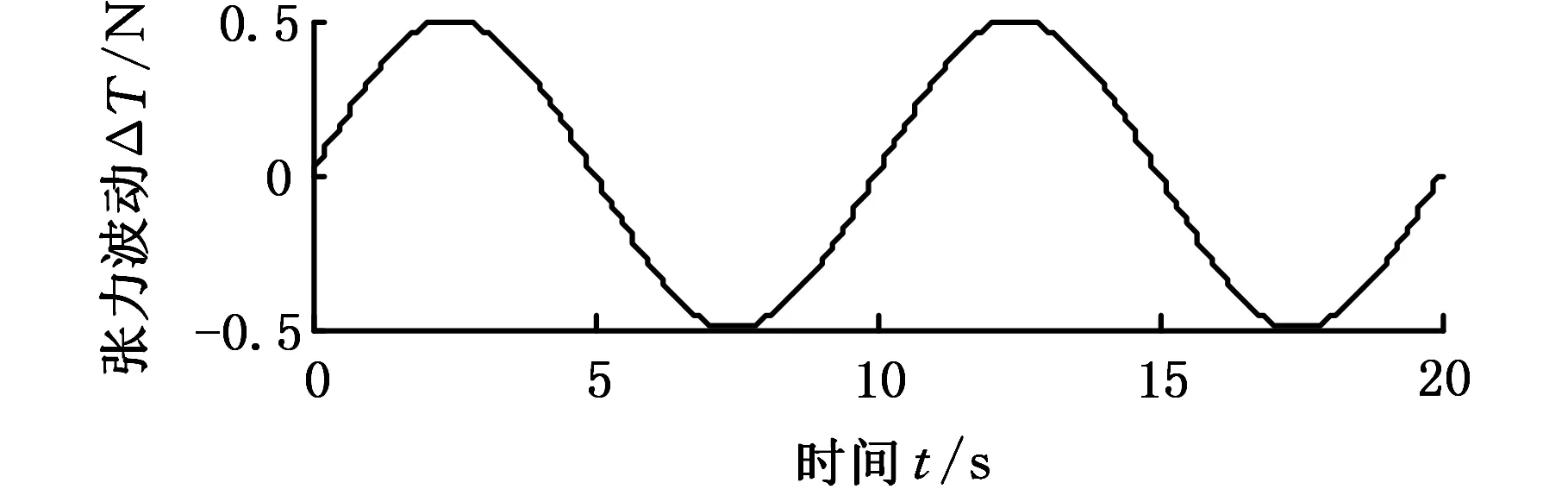
图14 张力波动Fig.14 Tension fluctuation

图15 张力杆角度波动Fig.15 Tension rod angle fluctuation

图16 主动轮速度波动Fig.16 Driving wheel speed fluctuation
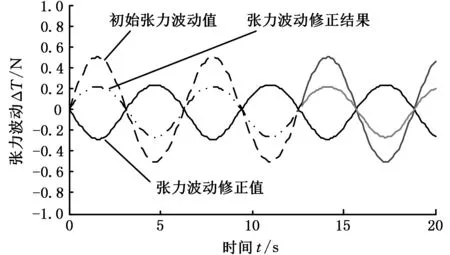
图17 张力波动修正结果Fig.17 Tension fluctuation correction results
5 样机测试结果
将与强生(中国)医疗器材有限公司共同研制的四头上蜡机作为测试样机。主要配置为:主控制器采用ALEENBRADLEY的PLC及触摸屏系统;电机采用安川750W伺服电机;张力测量仪为德国SCHMID测量仪。上蜡机的整体模型和实物见图18。
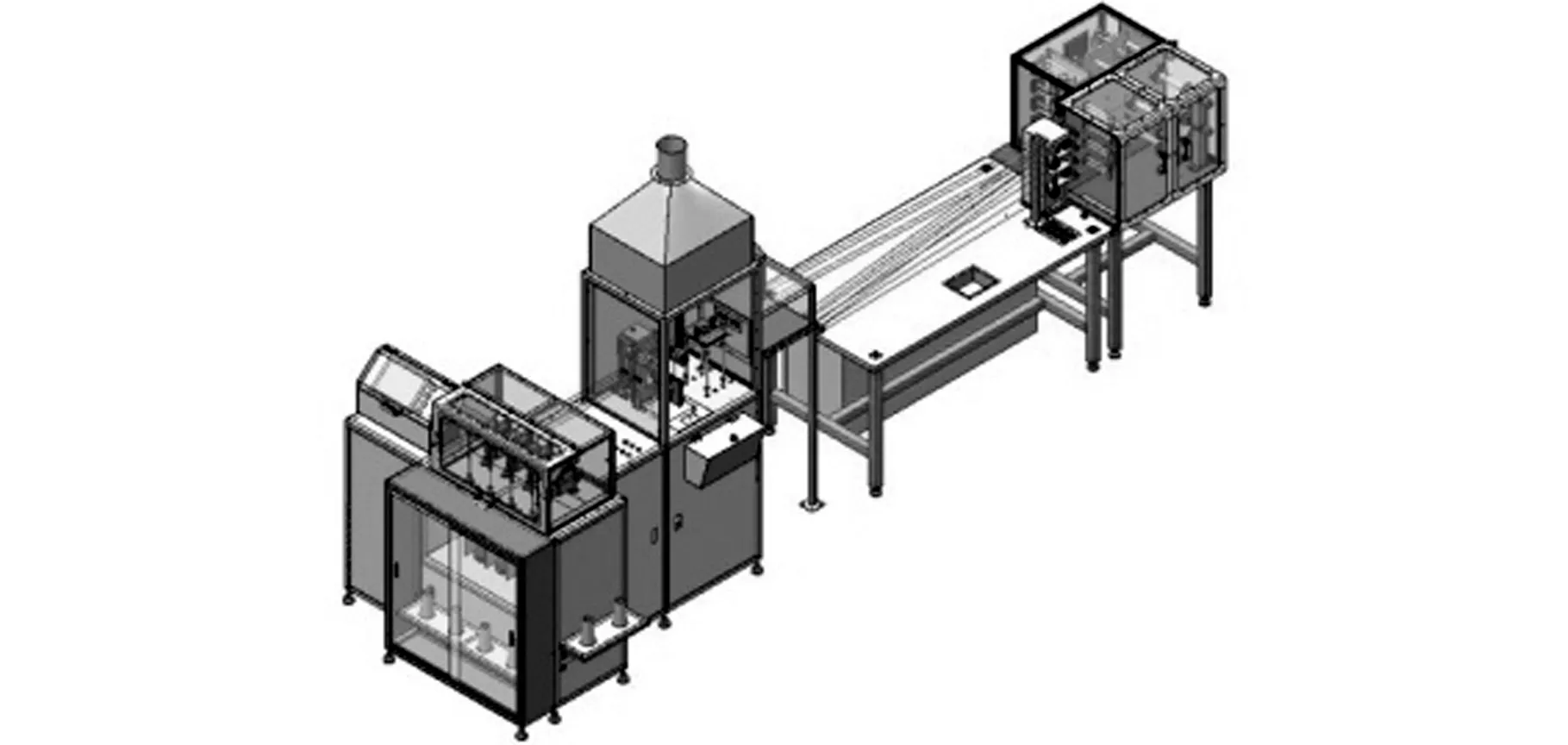

图18 仿真图与实物Fig.18 Simulation and real diagram
将新旧机器置于相同环境中,在相同条件下进行测试。测试的非吸收性缝合线直径为0.25mm,其所需张力为4N(400g)[11]。在机器运行稳定后,取中间连续的500s时间进行对比。图19所示为新设备测量结果,张力波动最大值为4.08N(408g),最小值为3.92N(392g)。图20为旧设备测量结果,张力波动最大值为4.17N(417g),最小值为3.82N(382g)。

图19 新设备张力测量结果Fig.19 New equipment tension measurement results

图20 旧设备张力测量结果Fig.20 Old equipment tension measurement results
由测量结果得到,采用弹簧-张力杆自稳定系统的新设备,最多可将张力波动减小53%。由于现实环境的影响,以及控制系统的延时性,使得实际测量结果达不到仿真所得到的减小幅值(70%)。该系统对于减小手术缝合线涂层工艺中的丝线张力波动具现实意义。
6 结束语
在手术线涂层工艺过程中,采用主动送线方式代替传统依靠摩擦力的被动送线方式,不仅提高张力的稳定性,而且避免了摩擦导致的丝线磨损。根据速度跟随原理提出的弹簧-张力杆自稳定系统,能将实际设备中张力的波动幅度减小53%,将张力控制在±0.1N(±10g)以内,可见该方案能很好地减小丝线张力的波动,提高系统稳定性,具有很好的应用前景。
[1]THOMSONGA.AnInvestigationofLeakageTractsalongStressedSutureLinesinPhantomTissue[J].MedicalEngineering&Physics,2007(29):1030-1034.
[2] 吕悦慈.医用缝合线的应用和发展 [J].上海纺织科技,2005,33(7):31-33.LYUYueci.ApplicationandDevelopmentofSurgicalSuture[J].ShanghaiTextileScience&Technology,2005,33(7):31-33.
[3] 赵静娜. 医用手术缝合线的研究应用现状 [J]. 国外丝绸,2008(2):26-29.ZHAOJingna.CurrentStatusofResearchandApplicationofMedicalSurgicalSuture[J].SilkTextileTechnologyOverseas,2008(2):26-29.
[4] 秦冬雨,王文祖. 医用缝合线的结构与性能[J]. 产业用纺织品,2001,19(10):16-19.QINDongyu,WANGWenzu.TheStructureandPerformanceofMedicalSuture[J].IndustrialTextiles,2001,19(10):16-19.
[5] 田晓. 陶瓷材料摩擦副的摩擦磨损特性研究 [D].天津:天津大学,2004.TIANXiao.TheFrictionandWearcharacteristicsResearchofCeramicsFrictionPair[D].Tianjin:TianjinUniversity,2004.
[6]MATLFD,ZLOTNYKJ,OBERMEIERA.NewAnti-infectiveCoatingsofSurgicalSuturesBasedonaCombinationofAntisepticsandFattyAcids[J].BiomaterialsScience,2009,20(10):143-149.
[7] 贾慧萍. 在纱线工艺过程中实现张力控制 [J]. 国外纺织技术,2001(12):31-35.JIAHuiping.TensionControlisAchievedduringtheYarnProcess[J].TextileTechnologyOverseas,2001(12):31-35.
[8] TANG Zhengxue, BARRIE FRASER W, WANG Xungai. Modelling Yarn Balloon Motion in Ring Spinning [J]. Applied Mathematical Modelling,2007,31(7):1397-1410.
[9] 张义兵,戴瑜兴,袁巨龙,等. 多线切割机线张力控制系统设计实现 [J].机械工程学报,2009,45(5):295-300. ZHANG Yibing, DAI Yuxing, YUAN Julong,et al. Design and Implement of Wire Tension Control System for Multi-wire Saw [J]. Journal of Mechanical Engineering,2009,45(5):295-300.
[10] ZHOU Wei, YI Jianjun, ZHENG Jianrong. Modeling Flexible Rigging in ADAMS Software [J]. Modern Manufacturing Engineering,2004(5):38-39.
[11] 中华人民共和国医药行业标准.YY0167-2005 非吸收性外科缝线 [S]. 北京:中国标准出版社,2005. People’s Republic of China Pharmaceutical Industry Standards. YY0167-2005 Non-absorbable Surgical Sutures[S]. Beijing: China Standard Press,2005.
(编辑 袁兴玲)
Design of Tension Self-stabilization System for Surgical Suture Coating Processes
WEN Jing HE Yongyi
School of Mechatronic Engineering and Automation,Shanghai University,Shanghai,200444
In the coating processes of surgical sutures, to stabilize the tension, a self-stable system was raised depending on the speed-following principles, and was aimed to solve the limitation of traditional tensions through analyzing the control mode. The tension-controlling system was designed on dynamics and feeds the suture actively. Meanwhile, a spring, served as a tension rod to change the feed speeds through testing the undulation of the tension in the processes, thereby, the undulation ranges might be decreased, in like manner, the stability was improved. With a virtual model, dynamics simulation may draw the spring through ADAMS. This tension rod mechanism may decrease the undulation ranges by 70%. Finally, a waxing machine was used as a test object which was developed with Johnson & Johnson medical(China) Ltd.. Comparing with the traditional equipment, this one proves to decrease the undulation ranges by 53%.
surgical suture; speed track; tension stable system; dynamics simulation
2016-05-20
TP23
10.3969/j.issn.1004-132X.2017.07.007
