水轮发电机大型挡油管加工工艺研究
2017-06-12朱军,吕晗
朱 军,吕 晗
(1. 哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040; 2. 东北林业大学 150040)
水轮发电机大型挡油管加工工艺研究
朱 军1,吕 晗2
(1. 哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040; 2. 东北林业大学 150040)
结合水轮发电机大型挡油管加工工艺过程,详细分析了此类大型薄壁环形工件的加工难点,并提出切实可行的工艺方案,如合理的选择加工设备、优化加工工艺流程、使用适宜的加工刀具和防变形工具等,以保证其加工质量。为工艺技术人员制定此类工件加工工艺方案时提供一定的参考和借鉴。
挡油管;变形;工艺措施
0 引言
挡油管是水轮发电机轴承系统中非常关键的部件,其对机组润滑油密封起着至关重要的作用。如果在加工制造或运输过程中出现较大变形,会直接导致其与滑转子等部件之间的安装间隙不均匀,从而导致机组运行时漏油甚至烧瓦的现象发生。因此通过采取合理的加工工艺保证其加工质量对机组运行的稳定性具有十分重要的意义。
1 挡油管的结构特点和加工难点
挡油管结构示意图如图1所示。

图1 挡油管结构
这类部件多为钢板卷成的单层圆筒焊接结构,主要包含圆筒和法兰两个部分。其中法兰的大小根据机组的形式和挡油管所使用的位置而有所不同,在制造时其加工难度不是很大,但是当法兰尺寸较小时会给加工带来一定的困难。一方面由于法兰面过小增加了工件装卡的难度,采用常规的径向装卡时,径向的夹持力极易造成挡油管变形;另一方面如果挡油管法兰尺寸较小而圆筒高度较大,在加工圆筒上端外圆时过大的径向扭矩容易使工件产生倾倒。圆筒内外圆的加工是挡油管制造的难点,其具有径向及高度尺寸大而管壁薄的特点。一般大型挡油管圆筒直径可达2 m左右,高度最高可达1.5~2 m,而壁厚一般小于30 mm,最薄的加工后只有10 mm。基于以上结构特点,使得挡油管在加工及吊运过程中由于装卡、刀具切削力、加工应力等作用极易出现变形,这也是所有类似挡油管这种薄壁环形工件共同的加工难点。
2 加工工艺措施
基于上述挡油管的结构特点和加工难点,为了保证其加工质量,减小工件变形,有针对性的采取了如下工艺措施。
2.1 机床的选择
机床是保证加工质量的先决条件,其选择的合理性直接影响着制造工艺实施的可行性。挡油管多使用立式车床进行加工,依据其结构特点对车床的选择要求如下:刀架具有较高的刚度,防止切削力引起的振动;机床的规格与工件的尺寸尽可能接近,而不是使用规格远大于工件尺寸的车床,例如工件的直径3~4 m,则使用4 m立车,而不使用5 m立车。一方面是考虑加工成本,关键是能保证加工时有较高的转速,为高速、轻快切削刀具的使用提供保障,从而减小由于切削力过大而引起的工件变形。
2.2 加工工艺过程的安排[1]
由于挡油管的圆筒为钢板卷制而成,壁薄且加工余量较小,因此加工时分成粗车和精车两部进行即可。粗车时金属去除率较高,工件的热变形和切削应力较大,因此粗车后不宜直接进行精车,而是将工件吊离机床放置一段时间,待应力消除后检查应力引起的变形情况,根据变形情况重新找正、装卡再进行精车。这样在精车时较小的切削余量的情况下,再配备合适的切削刀具和切削参数,能最大限度的减小工件的变形。
2.3 加工刀具的选择[2]
挡油管的材质多为碳素结构钢Q235B,这种材质焊接性能较好,但是切削性能较差。刀具选择不好很难将铁屑折断,易产生螺旋长铁屑刮伤工件表面或缠绕到刀具上面,损伤工件表面且增大切削力,因此加工时刀具和切削参数的选择至关重要。为了提高生产效率,节约生产成本,加工时使用可转位硬质合金刀具。
粗加工刀具的选择:在粗加工时为了得到较高金属去除率,提高生产效率,加工刀具需要有较高的强度,因此多选择大刀尖圆弧、小前角、负刃倾角的刀具,这样可以保证在较大切深、高进给的情况下,刀具切削刃也具有较高的耐用度;然而在加工此类工件时,为了防止加工振动及切削力过大而引起工件变形,刀尖圆弧不宜过大,半径0.8 mm即可,刀具前角不宜过小,15°左右即可;为了减小切屑厚度而使切削更加轻快,刀具主偏角可以采用75°,这样可以在较小切削深度的情况下,使用较大的进给率,依然可以保证高的生产效率,但是主偏角不宜再小,再小振动趋势将会增大;同时粗加工刀具要有专门设计的使铁屑折断的槽型,这样可以避免铁屑缠绕到刀头上而引起振动或损坏刀具。
精加工刀具的选择:在精加工时工件加工余量较小,因此精加工不是为了得到高的金属去除率,而是为了保证尺寸和表面光洁度;针对此类工件易变形的特点,精加工时选用大前角、正刃倾角、小刀尖圆弧的刀具,这样的刀具具有锋利切削刃,可以使切削过程更加轻快;前角20°左右即可,过大会降低刀具强度;刀尖圆弧半径0.4 mm即可,再小会影响工件表面光洁度;为了防止切削振动,刀具的主偏角尽可能使用90°;再者,由于此类工件刚性较差,在精加工时不推荐使用自身带有修光能力的刀具,因为修光刀具加工时抗力较大,容易引起振动。
2.4 防变形工艺方法
2.4.1 防止装卡变形
对于带有法兰或法兰较大的工件,可以用卡盘直接装卡。但是由于工件壁薄,因此正确的方式应该是工件在自由状态下调整合格后,采用在法兰处沿轴向压紧的方式对工件进行固定,而不能通过沿径向顶紧的方式固定工件。因为通过径向顶紧的方式调整时机床卡盘夹持的力量很容易使工件弹性变形,这种情况下加工后,在机床上检测工件各部位尺寸可能合格,但是一旦将工件从机床上吊出后外力消失,受力部位弹回,工件将变成椭圆或者更复杂的情况。对于不带法兰或者法兰径向尺寸大而厚度较薄的工件,为了防止装卡变形,加工时使用一个刚度好尺寸合适的车胎(根据机床卡盘大小进行选择),将车胎装卡在机床卡盘上,采用径向压紧即可。工件自由状态下调整合格后点焊在车胎上再进行加工,使用此种方法能很好的保证工件加工质量。挡油管点焊车胎如图2所示。

图2 挡油管点焊车胎
2.4.2 工件尺寸过高处理方式
当工件较高时,由于工件装卡在下端,因此车削上端时径向切削力产生的扭矩非常大,加工时容易引起振动和工件不规则变形。针对此种情况,可以在工件内圆或外圆适当高度位置沿圆周均布三处点焊压块,利用压块将工件沿轴向压紧,压块的尺寸可根据需要进行选择,这样可以有效的减小径向切削力矩,从而使加工更加平稳,减小工件受力变形。
2.4.3 加工和吊运时使用防变形工具
由于挡油管管壁很薄,在设计上通常没有起吊孔,无法进行垂直起吊,而是多采用吊带等进行吊装,吊装时管壁容易受力变形,因此为了尽可能的减小工件在加工和吊运时的变形,使用专用的防变形工具,此工具由在中心的支撑结构和外部的若干个可调整顶丝组成,顶丝的可调整范围根据需要进行设计。在加工或者吊运时可以根据需要通过调整顶丝将工具撑在工件的内圆或者套在工件的外圆,用以防止工件因各种受力引起的变形。防变形工具示意图如图3所示。
采用常规的加工方式,挡油管在加工后会出现极大的变形,一般圆度很难保证1 mm,无法保证电站安装和使用要求。但是采用上述的工艺措施后,挡油管加工后的圆度可以控制在0.2 mm左右,电站安装调整后的圆度可以控制在0.5 mm左右,完全可以保证安装和使用要求。电站挡油管安装实测记录如图4所示。
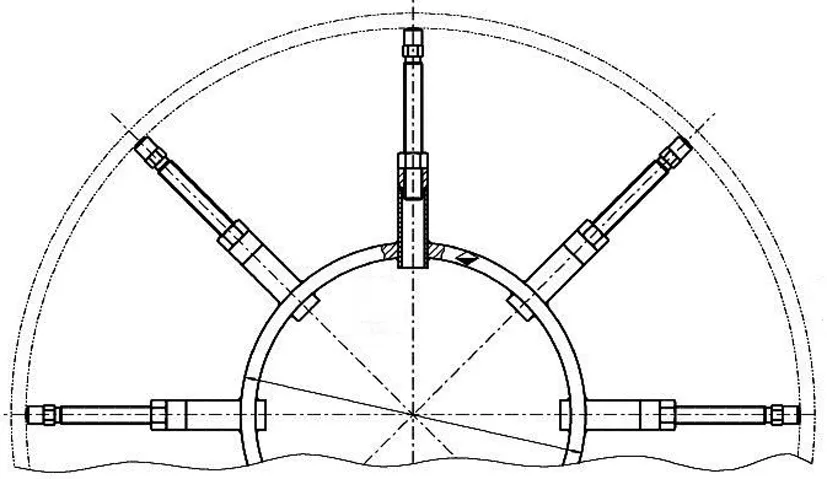
图3 防变形工具

图4 电站挡油管安装实测记录
3 结语
通过本文所述的工艺措施,顺利的解决了多个电站大型挡油管加工难题,保证了工件的加工质量并极大限度的减小了工件变形,为机组稳定运行提供了可靠的保障。本文所述的工艺方法和专用工具对生产与挡油管类似的薄壁环形工件均有一定的参考意义,具有很强的推广价值。
[1]孟大伟,胡志强.电机制造工艺学[M].北京:机械工业出版社,2011.
[2]张炳岭.金属材料及加工工艺[M].北京:机械工业出版社,2009.
朱军,1984年生,男,毕业于哈尔滨理工大学本科,哈尔滨电机厂制造工艺部,水轮发电机工艺工程师。
吕晗,1995年生,女,毕业于东北林业大学工程技术学院,工业工程专业,学生。
·信息点滴·
加拿大2030年前计划淘汰煤炭发电
加拿大环境部长凯瑟琳·麦肯娜表示,加拿大政府正在加快步伐,计划在2030年前彻底淘汰传统煤炭发电。
麦肯娜在发布会上说,目前加拿大80%的电力来自清洁能源,政府的目标是到2030年将这一比例提高到90%。她说,淘汰煤炭发电,相当于加拿大马路上减少130万辆汽车造成的污染,可以改善环境、减少相关疾病。据麦肯娜介绍,加拿大10个省中,阿尔伯塔、萨斯喀彻温、新斯科舍和新不伦瑞克4省已跟联邦政府签订协议,就淘汰煤炭发电设立了时间表,将采用包括新技术或关闭煤炭发电厂等措施实现节能减排。
20170201