聚酯废水的生化处理工艺及实践
2017-06-11程琦赟
程琦赟

摘 要:本文介绍了聚酯废水的生化处理工艺, 并介绍了有关的运行管理经验,实现在应对不同异常情况下废水生化处理后合格排放的目标。
关键词:聚酯 废水 生化处理
随着社会的发展,国家的严格控制,现在对三废排放有了更高的要求。废水和废气在聚酯生产中较为突出的。在聚酯生产中产生的酯化和缩聚阶段产生的废水废气,如果直接排放会对周边的水源、土壤等造成严重污染,将之汽提后送到废水站处理合格达标后方可排放。聚酯废水属溶解性有机废水,废水中成分以醇类为主,含有乙二醇、乙醇和二甘醇及少量的乙醛、有机酸、低聚合物和无机盐。聚酯废水的特点是有机物含量高,虽然废水组份较稳定,但间隙排水,冲击负荷较大。由于废水中存在一定数量的生物难降解的溶解性COD,雖然废水可生化性较好,但要达标排放,需要采用一定的非常规处理方法或手段。海南一生产聚酯公司废水处理设施采用厌氧—好氧的生化处理工艺,并在生产运行实践,实现环保目标。
一、聚酯废水处理的工艺流程
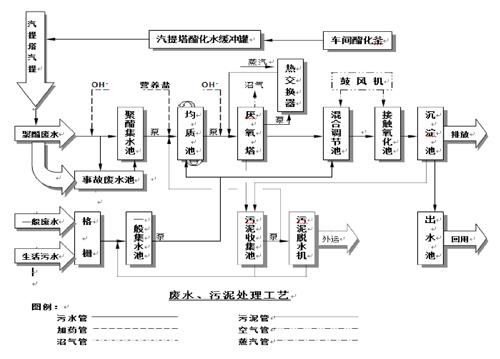
工艺流程图如下所示:
在聚酯生产工艺过程中,车间酯化釜反应生成的聚酯废水由车间排污管线以重力流形式排入到汽提缓冲罐,并经汽提塔汽提,沸点低的有机物变成汽提汽被送到热媒炉里进行焚烧,废水则通过压力泵输送至废水处理站。
送到污水站的废水首先进入聚酯废水收集池进行水量收集(在生产工艺或处理工艺出现故障时,超高浓度的事故废水直接进入事故废水池收集,再在适当的时候分批提升进入酯废水集水池,由主体处理系统处理)。聚酯废水收集池中的废水先进行PH调整后,提升进入均质酸化池均化和预酸化处理。
在均质池完成调节营养、水质、水量及PH值的进一步调整,在均质池中设置潜水搅拌机以避免固体悬浮物沉淀,并促进均质池内水体的混匀;池中废水由池中的潜水提升泵提升并经加热后送至厌氧塔。
送至厌氧塔的废水充分混合后,经在线PH监测仪对废水的PH值进行监测,并通过专门的NaOH自动投加装置进行PH值调整后,从厌氧塔底部被送到厌氧塔进行处理。
厌氧塔由污泥床、污泥悬浮层、沉淀区和三相分离器4部分组成。
污泥床位于整个反应器的底部,其容积一般占整个反应器容积的30%左右,但它对反应器的整体处理效率起着极为重要的作用,它对反应器中有机物的降解量一般可占到整个反应器全部降解量的70%~90%。其较好的降解作用,使得在污泥床内产生大量的沼气,微小的沼气泡经过不断和积累、合并而逐渐形成较大的气泡,并通过其上升鼓泡而将整个污泥层得到良好混合。
污泥悬浮层位于污泥床的上部,它占整个反应器容积的70%左右,其中污泥浓度要低于污泥床,其靠来自污泥床中上升的气泡使此层污泥得到良好的混合。污泥悬浮层中絮凝污泥的浓度呈自下而上逐渐减小的分布状态。这一层污泥担负着整个反应器有机物降解量的10%~30%。
沉淀区位于反应器的顶部,其作用是使由于水流的夹带作用随上升水流进入出水区的固体颗粒在沉淀区沉淀下来,并沿沉淀区底部的斜壁滑下而重新回到反应区内(包括污泥床和污泥悬浮层),以保证反应器中污泥不致流失而同时保证污泥床中污泥的浓度。
三相分离器设在反应器的顶部,其主要作用是将气体(反应过程中产生的沼气)、固体(反应器中的污泥)和液体(被处理的废水)等三相加以分离,将沼气引入集气室,将处理出水引入出水区,将固体颗粒导入反应区。
废水由塔底被送进到反应塔后,经污泥床、污泥悬浮层、沉淀区和三相分离器自下而上降解后从塔顶流出反应塔,靠重力作用,自流而下流进入到曝气池(好氧池)利用好氧菌进行好氧处理,以进一步降解有机物。
低浓度生产废水和生活污水作为一般废水合流后经格栅拦截、一般废水集水池收集,再提升进入混合调节池与厌氧反应系统出水合并处理。混合废水经混合调节池调节均化后提升进入接触氧化池进行好氧生化处理。如监测此类废水COD值过高,则切换到均质池经由厌氧塔进行高浓度降解处理。
在氧化池应调整废水的有机成分比,添加必要的营养元素。接触氧化池出水采用竖流式沉淀池进行固液分离处理,固液分离后的上清经出水池达标排放。
二、工艺控制及运行管理
1.源头控制
(1)对于防止产生的高浓度废水,首先一定要在源头上进行充分地控制,特别是如装置开车初期和因生产事故所至的原料或中间产物的泄漏和排出,严重影响到废水处理装置的正常运行。所以生产装置运行稳定,减少泄漏是保证废水处理装置运行正常的首要途径。对于紧急突发生产事故产生的废水,引入事故处理围堰池,按应急方案处理。
(2)汽提塔的正常工作是保证污水站正常运行的根本。
送到污水站处理的废水首先要经过汽提塔进行汽提,把COD降低到2000mg/L以下,而在酯化反应中生成的酯化水COD值达15000mg/L以上,如果汽提塔工作异常,则需将高浓度的废水排进到事故水池,而事故水池仅最多容纳一天的水量,因此要做好日常汽提塔的运行维护。
2.废水处理工艺参数控制
废水处理站主要控制的环境参数为均质池的PH值;厌氧系统的PH值、温度、营养比例。
① 均质池PH值控制在5~7,手动调节碱投加量,检测PH值。
② 厌氧系统PH值控制在6.8~7.6,自动调节碱投加量,由PH值控制仪在线检测PH值,同时控制计量泵的投碱量,计量泵采用比例脉冲输出形式。
③ 厌氧系统温度控制在33~40℃,自动调节,由温控仪接受控制点温度信号,再直接控制自动温度调节阀,控制蒸气通量,稳定水温。
④ 厌氧系统营养比例为C:N:P=100:5:1。(C为BOD值,N为氮值,P为磷值)
⑤ 好氧系统通常需调节PH值、温度和营养比例,但因厌氧系统已经调节,故好氧系统可不必额外考虑。只有当泥量减少时可适当添加营养素,调节比例为C:N:P=100:7:1。
⑥ 沉淀池的排泥根据实际泥量确定气提阀的开启大小,通常开启量为50%,避免对污泥层产生较大的扰动。
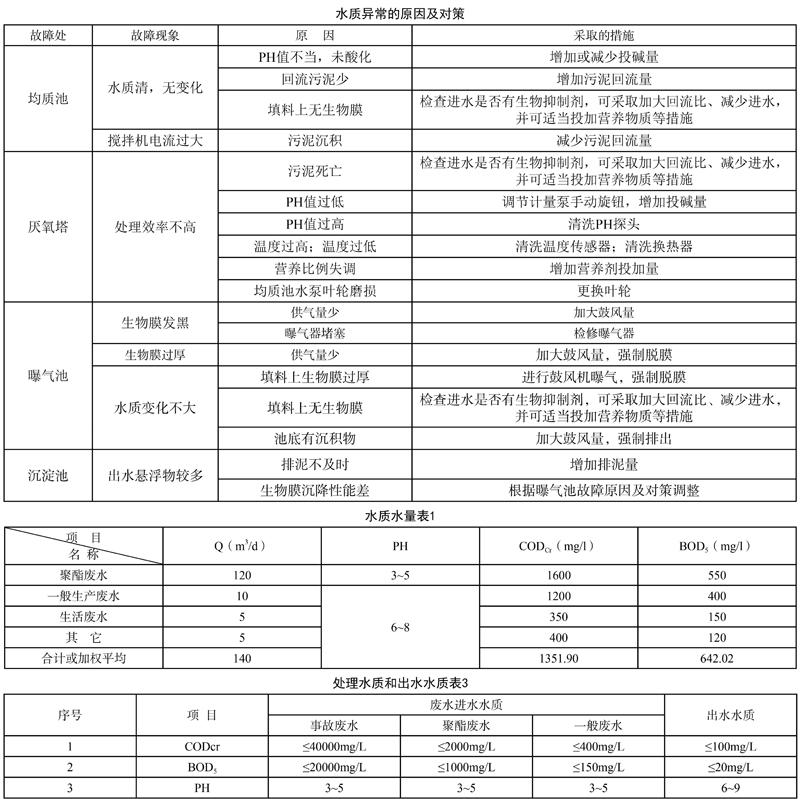
三、水质异常的原因及对策
若出现水质异常,部分原因分析及对策如表:
四、水量与水质
根据瓶片聚酯装置一年以来的运行情况,总体水质及水量数据见表1:
事故废水一次排放量按150m3考虑,CODCr=40000mg/L,BOD5=20000mg/L,考虑处理时间为90天。实际加权平均后CODCr=1500mg/L,BOD5=720mg/L。
1.设计处理水量
设计处理水量能力如下: 事故废水处理排放量150m3/90d;聚酯废水:288m3/d;一般废水:156m3/d,合计水量处理能力: 450m3/d。
2.处理水质(见水质表3)
五、处理结果
废水实际处理、排放情况见下表
结语
采用合理的废水生化处理工艺和方法,企业能实时有效地控制对聚酯废水处理,出水水质很好地达到并低于国家排放标准。
