基于组态王的PLC电镀生产线仿真实训系统设计
2017-06-10牛绿原
余 剑, 王 刚, 牛绿原, 袁 飞
(南京理工大学 泰州科技学院 智能制造学院,江苏 泰州 225300)

基于组态王的PLC电镀生产线仿真实训系统设计
余 剑, 王 刚, 牛绿原, 袁 飞
(南京理工大学 泰州科技学院 智能制造学院,江苏 泰州 225300)
为增强学生对PLC技术在自控领域应用的感性认识,提高PLC实践课程教学质量。针对电镀工艺复杂,控制点多、分散,控制难度较大,为优化电镀生产线控制方案,降低其设计难度。提出基于组态软件Kingview的PLC仿真实训系统设计并予以实现。仿真系统采用组态王监控软件与西门子200PLC控制相结合的控制方案,由PLC实现各控制功能,组态王软件对整个工作过程动态实时监控,提升了实践教学质量。
组态王; 可编程控制器; 电镀生产线; 实训; 仿真
0 引 言
PLC具有编程简单、抗干扰性强、稳定性好的特点,并被广泛应用于工业自动化控制领域,故PLC技术及应用课程一直是高等院校自动化、电气、机械电子等专业的核心课程。该课程重要特点是工程实践性强、知识点多。如果仅凭理论教学则效果不佳,必须安排一定学时的实践教学环节,主要包括课内实验、PLC课程设计及毕业设计[1]。实验教学环节是帮助学生理解、消化理论知识,培养其具备良好工程素质的重要手段。实验装置性能的好坏、实验教学项目案例设计的优良都对学生动手实践能力的锻炼产生很大影响[2]。
传统实践教学装置多采用固定的实验箱或实验台,学生可完成的实验项目多是指示灯模拟控制,只要观察指示灯变化就可判断系统执行对错,如此显得控制简单、单调,脱节于实际工业自动化控制工艺的发展,造成学生兴趣低,脱离实际,达不到实践教学目标。若采用真实系统,也会产生诸多缺点,成本高、维护难、实验内容柔性差。同时,企业的生产工艺、设备不断更新,新工艺、新技术的应用,这要求所设计的实验教学案例不断优化,实验设备也应持续升级,与实际接轨,从而对PLC实践教学建设提出更高要求[3]。
电镀工艺是电化学生产工艺,电镀手工生产过程中,工人不可避免地要接触一些硝酸、重金属盐、氰化物等一些有毒有害物质。近年来企业电镀生产线新工艺不断涌现,造成电镀生产线控制系统控制点位多且分散,控制流程复杂,控制系统设计方案的优选难度大、周期长。所以有必要构建电镀生产线仿真监控系统,来对电镀实际生产过程进行仿真研究。这为降低设计方案优选难度,缩短设计周期,提高生产效率,保证生产质量,保障工人身体健康提供一个有效解决方案。
“组态王”是国内最早的商用组态软件,基于Windows平台[4]。组态王软件结构由工程管理器、工程浏览器及运行系统三部分构成[5]。它具备工程管理便捷化、开发环境综合便利化、图形对象丰富化、形成的“监控与数据采集系统”用户化等多种功能,功能十分强大,目前已被用于我国工业领域的各行各业。由此,针对电镀生产线本文提出设计开发基于组态王技术的PLC仿真实训系统,将组态王技术与西门子200PLC控制相结合,以丰富、界面友好的动画来仿真电镀生产线工艺流程动作,实验现象生动直观[5]。
1 电镀生产线生产流程分析及仿真实训系统组成
1.1 电镀生产线生产流程分析
电镀生产线主要由行车。电机和盛放液体的槽组成。电镀的基本生产流程如图1所示[6]。

图1 电镀的基本生产流程图
在充分调研电镀生产线生产工艺基础上,图2所示为实训仿真系统电镀生产线生产工艺图。
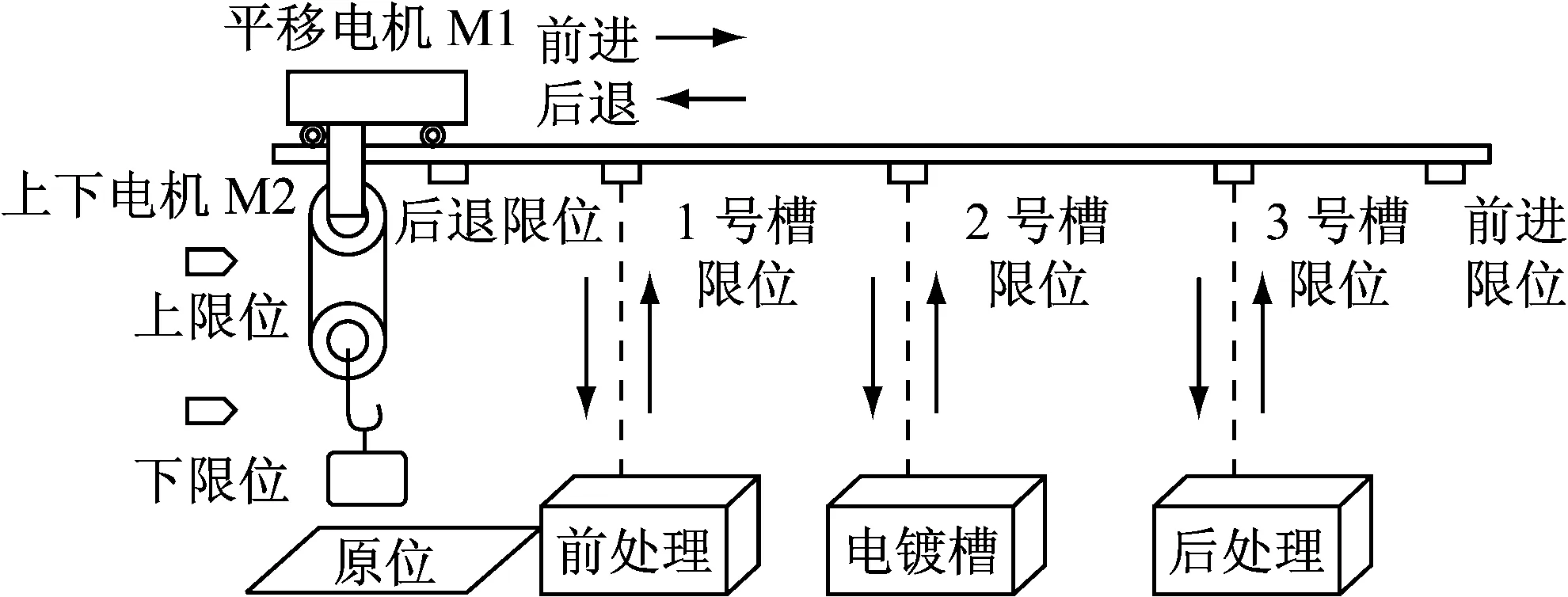
图2 电镀生产线生产工艺图
1.2 仿真实训系统组成
随着工业生产自动化生产工艺、控制要求越来越复杂,为有效降低控制系统设计难度,缩短控制系统开发周期,各种仿真系统被开放出来,应用到多个控制领域。如汽车生产线中的机器人焊接仿真系统,智能化仓储仿真系统。仿真系统多体现了PLC控制技术、分布式网络监控技术。本仿真系统依据电镀生产线工艺流程,重点开发设计了行车运行动作仿真,包含平移电机运行动作仿真和升降电机运行动作仿真,以体现PLC控制技术的经典工程应用。从而实现PLC实验教学与工业实际生产接轨,增强学生对PLC技术在自控领域应用的感性认识。
系统由下位机西门子S7-200PLC和上位机工控机(计算机)组成。下位机的PLC使用CPU224模块,上位机作为控制监控主体,安装有组态王6.53软件与西门子200PLC编程软件STEP 7-Micro/WIN[7]。组态王6.53使用西门子的PPI协议通过PPI/PC电缆与PLC进行通信,实现监控电镀生产线运行过程。硬件主体是通用控制柜,按钮、指示灯及各种传感器被安装在控制柜面板上,它们都对应接入PLC的I/O端口。学生不仅可以手动操作面板实现控制系统运行,也可通过上位机监控界面来控制系统运行。仿真实训系统控制原理图见图3所示[8]。

图3 仿真实训系统控制原理图
2 系统硬件设计
2.1 系统I/O点分配
本实训仿真系统硬件I/O分配情况见表1[9]。
2.2 系统硬件连接图
仿真系统硬件接线如图4所示。
3 系统软件设计
仿真系统软件系统由PLC控制软件和组态王6.53软件两部分组成。前者采用STEP7-Micro/WIN编程软件,主要完成各PLC控制程序编制和调试;后者主要完成仿真系统的监控程序[10]。
3.1 控制程序设计
(1) 控制要求分析。①电镀生产线自动控制系统运行方式有4种方式[11]。第1种为单周期模式,含义为启动后,完成一次电镀工作回到原位停止、等待;第2种为连续运行模式,启动后,完成一次电镀工作回到原位再连续循环工作;第3种为单步操作模式,每按一次启动按钮执行一个动作步;第4种为手动操作,用上升、下降、前进、后退4个按钮手动控制电镀生产线的上升、下降、前进和后退。②前后运行和升降运行应能准确停位,前后、升降运行之间有互锁作用。③采用远距离操作台控制行车运动,要求有暂停控制功能。④行车运行采用行程开关控制,并要求在前处理位和后处理位有过限保护。⑤信号灯显示电镀吊篮所在的槽位及上下限位置。

表1 仿真系统I/O点分配表

图4 仿真实训系统硬件连接图
(2) 控制流程图。根据电镀生产线生产工艺及控制要求,可得控制流程图如图5所示。

图5 电镀生产线控制流程图
3.2 组态监控软件设计
依据电镀生产线控制要求及控制流程图[12-13],按组态王监控软件设计流程,创建工程路径建立新工程、设计人机界面(电镀生产线监控界面见图6),定义变量建立实时数据库(局部变量定义见图7),以及使图形对象与实时数据库数据对象建立相关性连接,设置动画属性,则可使人机界面中动画动起来。
根据图5所示,整个控制流程图中行车运行、工艺要求及其动作步序还是较复杂的,主要是上升、下降和平移动作。下面给出设计开发的行车动作的部分监控程序[14]。
实现行车的运动(垂直和水平移动)(局部程序):
if(本站点前进指示灯==1)
{
本站点行车右移=本站点行车右移+20;
}
if(本站点上升指示灯==1)
{
本站点行车上升=本站点行车上升+15;
}
if(本站点下降指示灯==1)
{
本站点行车下降=本站点行车下降+15;
}
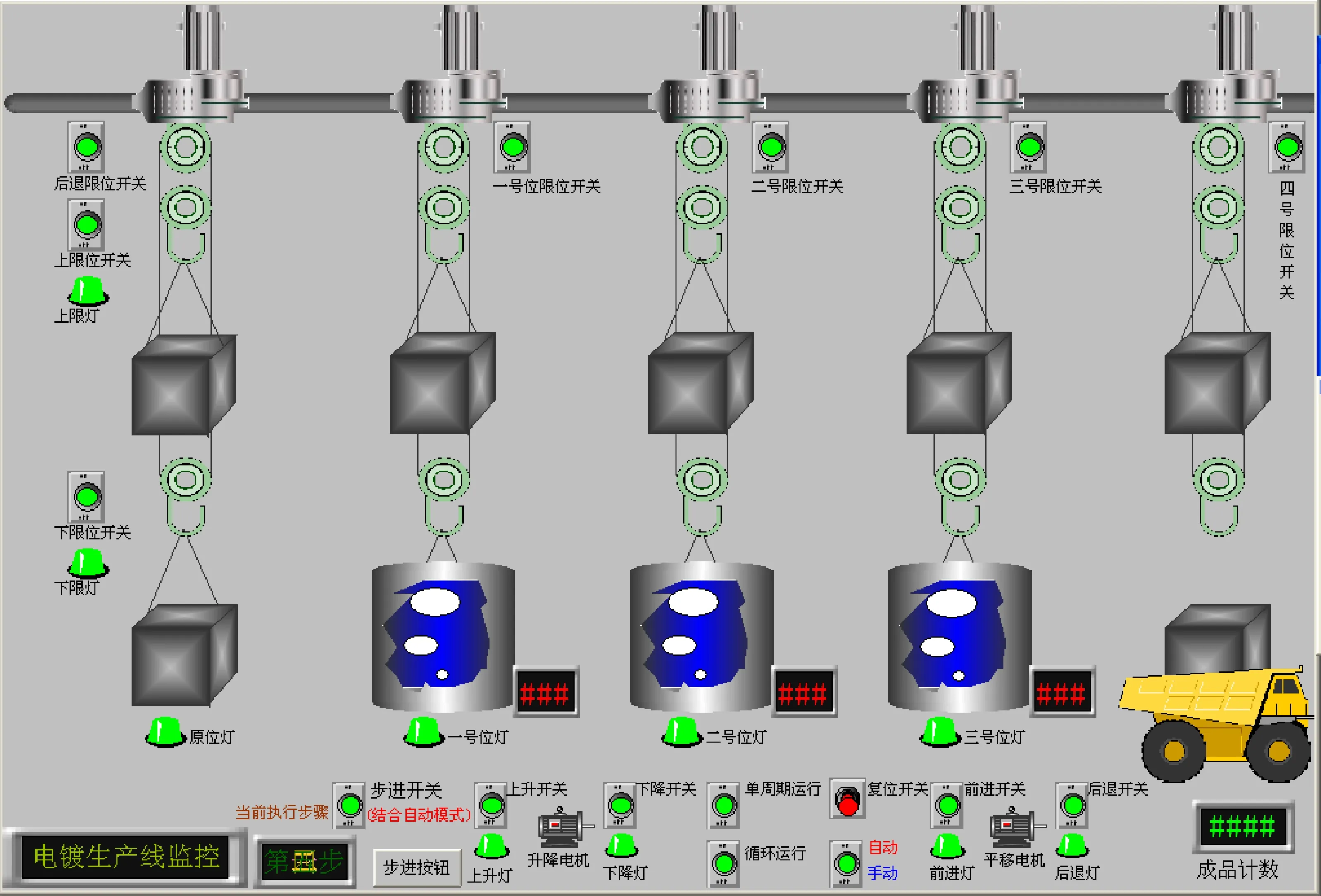
图6 电镀生产线监控画面图
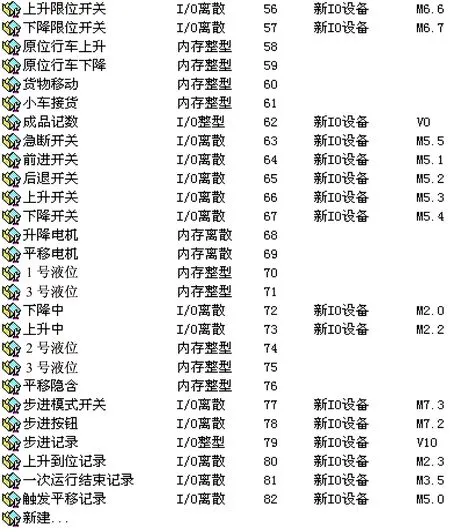
图7 变量定义图(局部)
4 运行、调试及监控
组态王工程已经初步建立起来,进入到运行和调试阶段[15]。在组态王开发系统中选择“文件/切换到View”菜单命令,进入组态王运行系统。在运行系统中选择“画面/打开”命令,从“打开画面”窗口选择“Test”画面。显示出组态王运行系统画面,即可看到动态变化[16]。
在组态王6.53中,用户通过定义I/O变量,可非常方便实现对数据采集,运用这些采集数据,通过类似C语言的“应用程序语言”编写程序,对采集数据进行处理,则使人机界面中丰富“动画连接”功能与程序结合起来,实现监控功能。例如行车上升监控图如图8所示。

图8 行车上升监控图
5 结 语
开发后的仿真实训系统运用到教学实践,成功实现动态仿真监控电镀生产线生产的运行过程,学生学习积极性高,取得了较好的教学效果。不过,该设计开发的实训仿真系统仍有不足之处,还可以再扩展。如果可以设计开发出模拟生产过程中出现的故障、报警信号,使仿真实训系统更逼真地反映电镀生产线真实运行情况,尤其是出现故障、报警之后控制系统的处理更贴近实际生产,则实践教学效果还可进一步提升。
[1] 廖常初. PLC编程及应用[M]. 2版,北京:机械工业出版社,2005.
[2] 吴丽珍,杨新华. 高校工科专业实践教学的改革探索与实践[C]// 第五届全国高校电气工程及其自动化专业教学改革研讨会,济南:2011:595-598.
[3] 雷 钧.组态软件课程教学方法研究[J].自动化技术与应用,2010,29(9):111-113.
[4] 组态王6.52使用手册[M]. 北京:北京亚控公司, 2006.
[5] 袁云龙. 基于组态软件的PLC控制系统仿真实现[J]. 自动化仪表,2006,27(5): 57-59.
[6] 张广红,师素文. 基于PLC与组态软件的虚拟设备开发[J]. 组合机床与自动化加工技术, 2009(9):29-32.
[7] Frank D Petruzella. Programmable logic controllers[M]. 3th ed Posts & Telecom Press, 2007.
[8] 余 剑. 基于PLC的电镀生产线控制系统的设计[J]. 黑龙江科技信息,2010(30):47.
[9] 刘大铭,于 才,何 萍. 基于PLC的自动配料系统设计[J]. 安徽农业科学,2011(30): 19026-19028.
[10] 潘 锋,朱 平,孟 瑾. 微型货车车架的拓扑优化设计[J]. 机械设计与研究, 2008,24(2): 87-90.
[11] 胡学林. 可编程控制器教程(提高篇)[M]. 北京:电子工业出版社,2005.
[12] 周红军,陈国年,陈 林. 基于PLC和组态软件的创新实验活动[J]. 实验室研究与探索,2008,27(8) : 178-181.
[13] 李胜多. 基于PLC和组态王电梯控制[J].青岛农业大学学报(自然科学版),2010(2): 168-171.
[14] 薛迎成,何坚强. 工控机及组态控制技术原理与应用[M]. 北京:中国电力出版社,2007.
[15] 孙松丽,王荣林,张桂新. 基于MCGS的PLC仿真实训系统设计[J]. 实验室研究与探索,2015,34(1):87-91.
[16] 张运刚,宋小春,郭武强. 从入门到精通—工业组态技术与应用[M]. 北京:人民邮电出版社,2008.
Design of PLC Electroplating Production Line Simulation Training System Based on Kingview
YUJian,WANGGang,NIULüyuan,YUANFei
(School of Intelligent Manufacturing, Taizhou Institute of Sci. & Tech., Nanjing University of Science & Technology, Taizhou 225300, Jiangsu, China)
Because the electroplating process is complex, and with lots scattered control points, it’s very difficult to control the process, a PLC simulation training system based on Kingview configuration software is designed and realized to strengthen students' perceptual knowledge of PLC and improve the teaching quality of PLC practice course. Control method of the simulation system uses Kingview monitor software and combines with Siemens 200PLC control scheme. Each control function is realized through PLC, and dynamic real-time monitoring of the whole working process is realized by software Kingview. This paper gives the hardware design and software design of the simulation system in detail.
Kingview; programmable logic controller (PLC); electroplating production line; training; simulation
2016-08-25
江苏省高等学校大学生创新训练计划项目(201613842006Y)
余 剑(1978-),男,湖北武汉人,硕士,讲师,研究方向:电气传动控制应用技术。
Tel.:15295566515;E-mail:290231706@qq.com
TM 571.2
A
1006-7167(2017)04-0103-04