卷烟工厂生产异常信息分析及推送系统①
2017-06-07孔维熙杨剑锋郭瑞川李建平
孔维熙,杨剑锋,张 维,洪 宏,郭瑞川,李建平
(红云红河烟草(集团)有限责任公司曲靖卷烟厂,曲靖 655001)
卷烟工厂生产异常信息分析及推送系统①
孔维熙,杨剑锋,张 维,洪 宏,郭瑞川,李建平
(红云红河烟草(集团)有限责任公司曲靖卷烟厂,曲靖 655001)
卷烟工厂信息化程度高,采集了丰富的生产数据,如何有效利用这些生产数据来监控生产过程中的异常信息,是本文研究重点.在以往的监控中,管理者通过生产看板和人工反馈发现异常信息,并做出调整.这种方式对异常信息的响应速度慢,且存在疏漏.因此,本文提出了一种卷包车间生产异常信息分析方法来获取有效异常信息,同时将该信息通过移动平台推送给相关管理人员,从而提高异常信息响应能力和生产管控水平.
移动平台;异常信息分析;推送系统;卷包车间
1 概述
近年来,各卷烟工厂大力推进工业化和信息化两化融合工作[1],努力打造数字化智能卷烟工厂.建设中,对卷接包设备的生产、质量、设备、物耗数据的实时采集是一项重点工作,在此基础上形成生产过程可视化管理.传统的生产过程异常监控,通过生产看板和人工反馈发现异常信息[2],这些方式存在管理人员经验各异、注意力不能持久集中及异常信息疏漏等问题,属于传统管理方式.面对卷烟工厂对精益管理的迫切需求,需要在管理过程中有效监控生产异常信息,并快速推送给相关管理人员以提高异常信息响应能力.因此,本文提出了一种卷包车间生产异常信息分析方法来获取有效异常信息,同时将该信息通过移动平台推送给相关管理人员,从而提高异常信息响应能力和生产管控水平.该方法首先将异常信息按照数据波动情况分类,然后运用独立变量分析筛选出需要监控的异常信息点,在此基础上根据卷包设备运行规律制定相应的推送规则,从而获取有效异常信息.
2 异常信息分类
异常信息涉及卷包设备的生产、质量、设备、物耗数据[3].例如卷烟设备的产量,效率,利用率,生产速度,停机时长,停机次数,停机原因,盘纸消耗,水松纸消耗,滤嘴棒消耗,烟丝消耗,剔除率,烟支(空头,缺嘴,漏气,轻端,过轻,过重,软点,硬点)剔除量等.包装机设备的主辅机产量,效率,利用率,生产速度,停机时长,停机次数,铝纸,商标支消耗,条盒消耗,各剔除点剔除量等.虽然数据点较多,但是经过研究,总体可分为两类:
(1)累积增长型
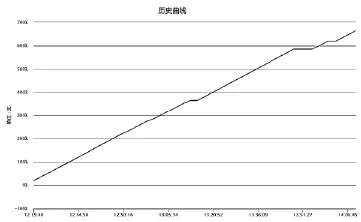
图1 工班产量历史曲线
此类数据包括产量、停机时长、剔除量、盘纸消耗、商标纸消耗等,其特点为累积增长,不会出现数据回落情况.
(2)随机波动型
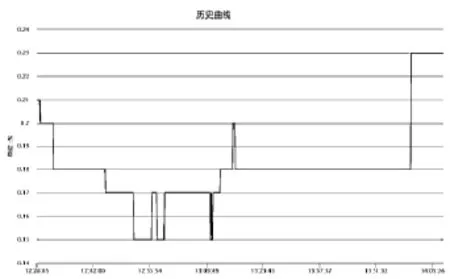
图2 工班剔除率曲线
此类点包括效率、利用率、剔除率、车速等,其具有随机波动性,数据会出现上升和回落情况.
异常信息的数据类型分类对监控生产异常信息具有指导意义,在监控时我们会对不同数据类型设计各异的推送规则,具体方式将在推送规则中进行描述.
3 异常信息监控点筛选
3.1 独立变量分析
由于涉及的数据监控点较多,且很多数据点存在较强相关关系,即其中一个数据点进行异常报警,相关性较大的点也会进行报警,这会造成异常信息冗余,降低信息敏感性[4].为此,我们利用独立变量分析方法,将重点关注的生产数据点两两进行相关性分析,计算其相关系数,相关系数较小的两个量互称为独立变量.将一组相关系数都较小的独立变量作为监控点,便可减少冗余,提高监控有效性.如下是相关系数计算公式[5]:
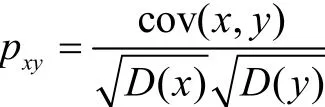
其中,pxy为x,y的协方差,分别为x,y的方差.相关系数的绝对值在0.3以下无直线相关,0.3以上是直线相关,0.3到0.5是低度相关,0.5到0.8是显著相关(中等程度相关),0.8以上是高度相关.相关系数为正数表示正相关,为负数表示负相关.本文寻找的独立变量是相关度小于0.5的低相关度监控点.为此,我们提取了某机台一年的午班(从12点至18点)生产数据,提取频率为6秒一次,计算相关系数时以工班为单位进行计算,最后将各工班计算的相关系数进行平均得到最终相关系数.
3.2 去除累积效应
由于累积增长型数据具有累积效应,容易弱化相关性[6],使得相关系数计算结果不符合实际情况,因此计算相关系数时我们对累积增长型数据进行了预处理,目的在于去除其累积效应.去除累积效应的方法如下:

上面公式中,y代表数据点的数值,yn+1代表序列号为n+1的数据点的值,m为数据序列的个数.也即当数据点中下一个点与当前点相同就剔除下一个数据点,不同则保留,最终剔除数据序列中的重复点,形成新的数据点序列.如下是总停机时间和效率原始数据曲线:
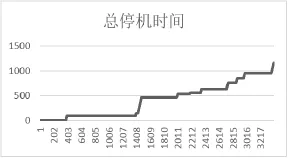
图3 总停机时间原始曲线
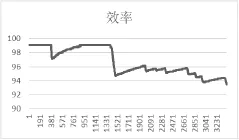
图4 效率原始曲线
如下是去除累积效应后的总停机时间曲线,为了计算相关系数,我们通过时间点对应关系给出了效率的曲线.
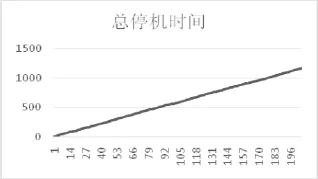
图5 去除累积效应的总停机时间曲线
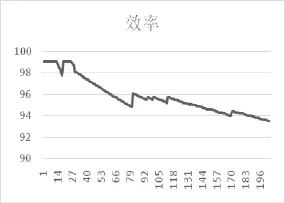
图6 去除累积效应的效率曲线
总停机时间与效率原始数据的相关系数为-0.118,去除累积效应后相关系数为-0.630.可以看出,在未去除累积效应前相关性未能真实体现停机时长与效率的相关关系,去除之后则能正确反应.
3.3 实验结果
在卷包车间效率是设备管理及异常管理最为重要的指标,但该指标是由平均运行速度、停机时长、停机次数、质量情况等多因素决定,为了能在推送的信息中清晰的反应异常信息由哪种因素引起,我们使用与效率相关的独立变量作为监控点,从不同层面反应生产异常.
通过实验我们获得了数据点之间的相关系数,表中V1,V2,V3,V4,V5分别代表平均运行速度(在某一时间段内将车速大于一定值的车速进行平均,而非将所有车速数据进行平均),停机时长,停机次数,剔除率,质量自检数据,如下是部分实验结果,由于篇幅有限这里将不逐一展示.
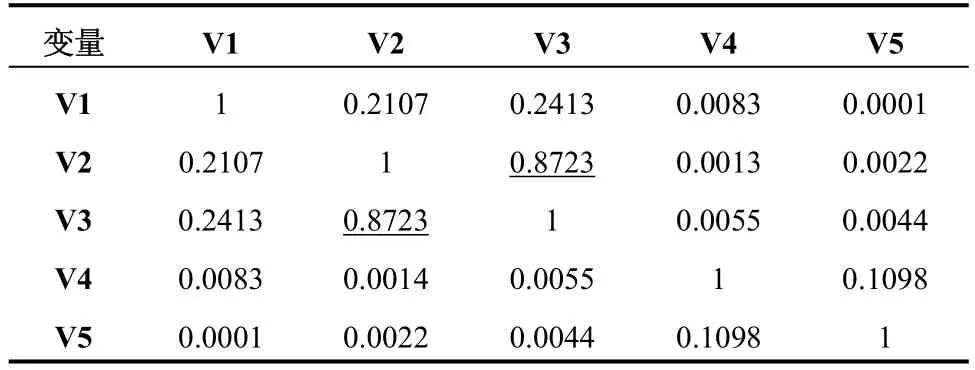
表1 相关系数实验结果表
停机时长与停机次数相关性极强,因此只取停机时长作为监控点.最终,剔除率、质量自检数据、平均运行速度和停机时长相互关联性都较低,具有独立性,将被作为监控点进行有效异常监控.其余数据将在推送时作为附带信息整合后一起发送.
4 异常信息推送规则
由于卷包设备具有某些生产特点,为了避免出现无效的异常信息,我们为异常信息推送制定了详细的推送规则.例如,卷烟机刚开始生产和保养结束后一段时间内剔除率较高是正常的,这时进行异常信息推送将视为无效信息.为了减少这些无效信息,我们制定了如下推送规则:
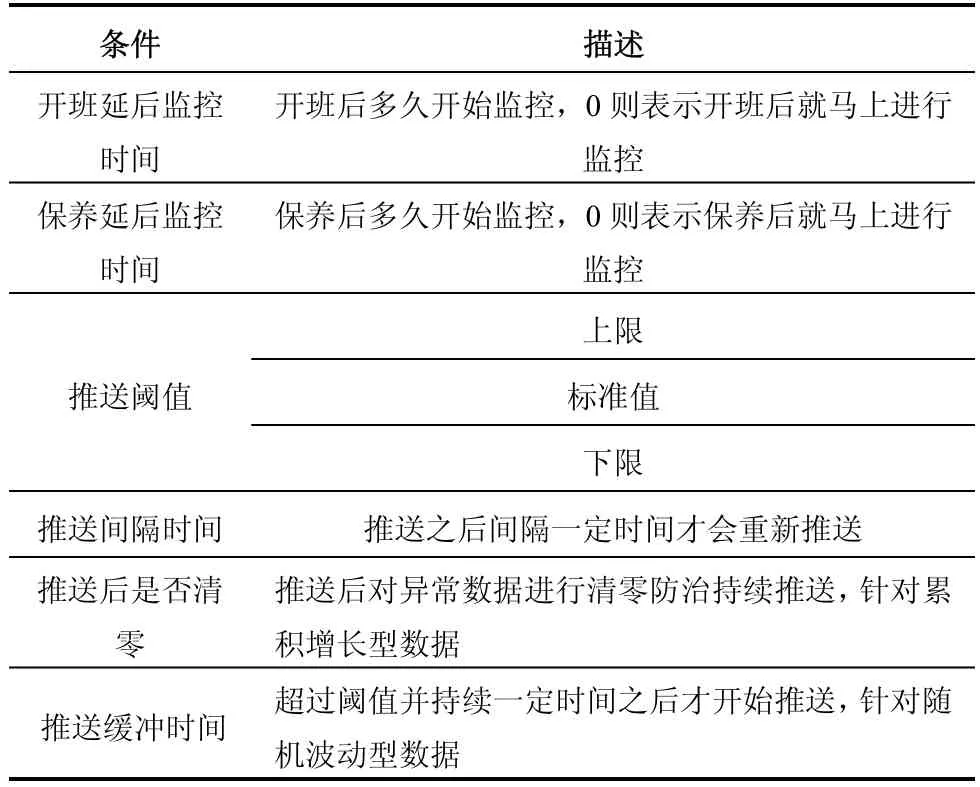
表2 异常信息推送规则表
5 移动平台下异常信息推送实现
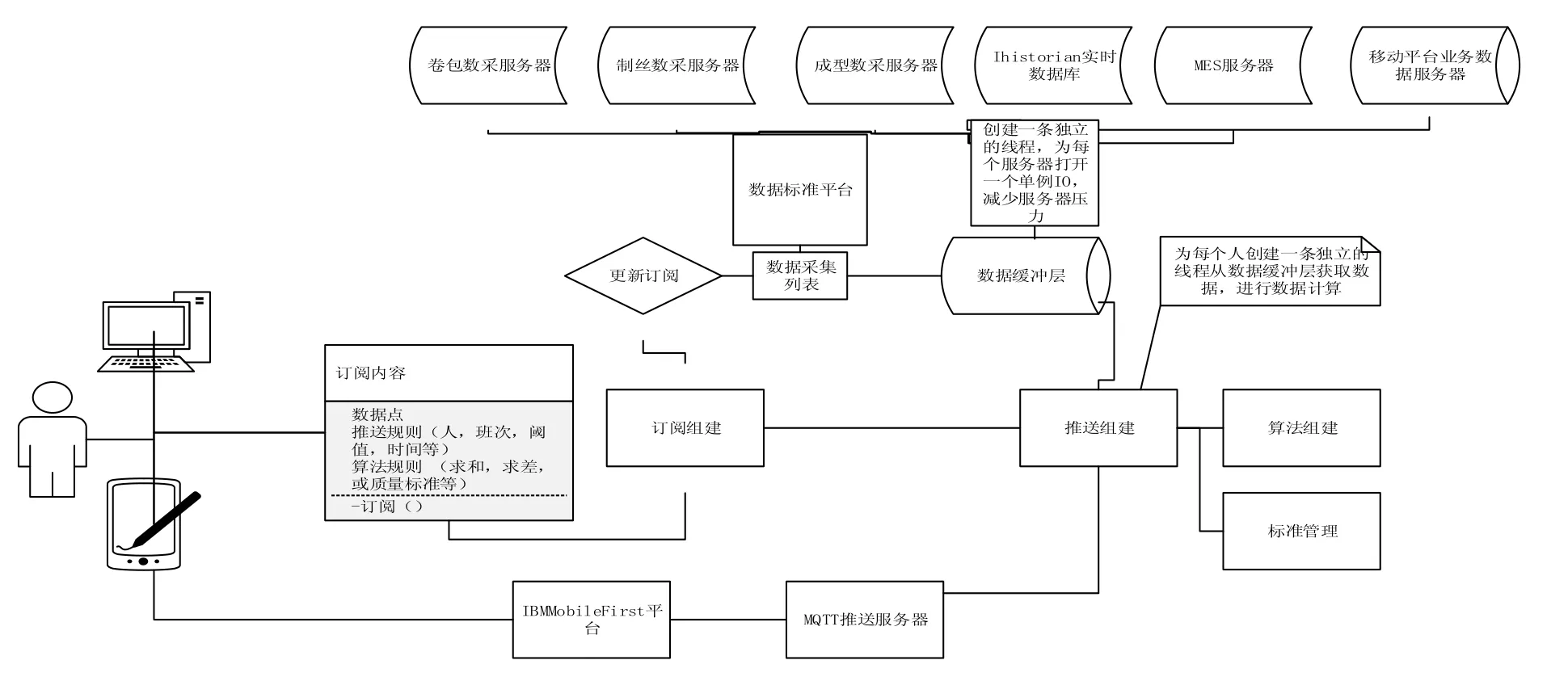
图7 异常信息推送流程图
上图为异常信息推送流程图,其中说明了异常推送的数据来源,处理逻辑及业务流程.基本步骤如下:
(1)从数据采集系统采集相应的设备、生产、质量、物耗等数据;
(2)将数据放入推送组件获取需要推送的异常信息,推送组件就是对本文提出的推送方法的程序封装;
(3)将推送信息推送到MQTT推送服务器后形成推送信息缓冲队列,经IBMMobileFirst平台分发到用户终端.其中,哪类异常信息推送给哪些职能人员需要根据管理规定来形成订阅规则.如下是后台推送规则维护界面和移动平台展示界面.

图8 异常推送点维护界面

图9 异常推送阈值维护界面

图10 异常推送规则维护界面
后台推送规则维护界面采用ASP.NET编写,提供异常监控点的推送规则维护功能.待规则维护好后,针对每一个监控点建立监控线程,实现多监控点同步监控.通过监控,将符合推送规则的异常信息插入到MQTT推送服务器,根据预先设计的推送对象将信息推送到用户手机中.

图11 客户端异常信息显示界面
客户端异常信息显示界面采用Hybrid模式开发,即程序框架为Native,数据更新页使用WebView加载网页实现.客户端与服务器端通过IBMMobileFirst平台建立Socket长连接,MQTT推送服务器插入新的推送内容后,经由IBMMobileFirst平台向客户端发出信息提醒,客户端主动刷新信息展示页面,且开启预警提醒音.
6 结语
本文提出了一种卷包车间生产异常信息推送方法,降低了异常信息推送的冗余性,提高了异常推送的有效性.该方法先将数据进行分类,再进行独立性分析,通过实验确定独立性强的几个数采点作为监控点.同时,根据卷包设备运行规律,制定推送规则进一步提升异常推送的有效性.最后,本文给出了异常推送的程序流程、后端规则维护界面及前端异常信息显示页面等异常推送系统实现情况.该方法的在生产车间的应用使得异常信息反馈更及时有效,进一步提升了生产车间的异常信息响应速度和管理水平.
1杨翘楚.浅谈整合背景下的卷烟企业信息化建设问题.电子世界,2014,(8):82.
2赵霞.浅论生产运行异常管理的信息化实现.信息系统工程, 2011,(9):107–108.
3杜献琼.曲靖烟厂数据采集系统[硕士学位论文].昆明:昆明理工大学,2007.
4徐维超.相关系数研究综述.广东工业大学学报,2012,29(3): 12–17.
5程道来,陈丹,仪垂杰,张志强.基于独立变量方法的典型舱音去噪分析研究.微计算机信息,2011,27(7):30–32.
6赵志宏,杨绍普,申永军.基于独立分量分析与相关系数的机械故障特征提取.震动与冲击,2013,32(6):67–71.
Analysing and Pushing System ofAbnormal Production Information in Cigarette Factory
KONG Wei-Xi,YANG Jian-Feng,ZHANG Wei,HONG Hong,GUO Rui-Chuan,LI Jian-Ping
(Qujing Cigarette Factory,Hongyunhonghe Tobacco(Group)Co.Ltd.,Qujing 655001,China)
Due to the high degree of informatization in cigarette factory and the large amounts of collected production data,this thesis focuses on how to effectively use these production data to monitor the abnormal information during the process of production.In previous monitoring,managers make adjustments to abnormal situations by watching the production board or artificial feedback.In this way,the response speed of abnormal situations is slow and leaky. Therefore,this paper proposes a method of abnormal information analysis to obtain effective abnormal information during the production of rolling and packaging workshop,meanwhile using mobile platform to push these effective abnormal information to relevant manager.By this way,the response ability and the control level of production can be improved.
mobile platform;abnormal information analysis;pushing system;rolling and packaging workshop
红云红河烟草(集团)有限责任公司科技项目(HYHH2015XX03)
2016-08-11;收到修改稿时间:2016-10-08
10.15888/j.cnki.csa.005756
