SRCA生物柴油技术的工业应用
2017-06-05张庆英杜泽学杏长鑫江雨生王海京
张庆英,杜泽学,杏长鑫,江雨生,庄 昌,王海京
(1.中海油东方石化有限责任公司,海南 东方 572600;2.中国石化石油化工科学研究院)
SRCA生物柴油技术的工业应用
张庆英1,杜泽学2,杏长鑫1,江雨生2,庄 昌1,王海京2
(1.中海油东方石化有限责任公司,海南 东方 572600;2.中国石化石油化工科学研究院)
介绍了中国石化石油化工科学研究院研发的近超临界甲醇醇解(SRCA)生物柴油技术在中海油东方石化有限责任公司60 kta生物柴油装置上的首次工业应用情况。装置运行和标定结果表明,以酸化油等废弃油脂为原料,装置运行平稳,生产能力达到了设计负荷,三废排放少且容易处理,产品质量满足生物柴油(BD100)国家标准(GBT 20828—2007)的要求,综合能耗为4 259.76 MJt,低于国家4 390.50 MJt的规定。
生物柴油 近超临界 醇解 废弃油脂
生物柴油是指由动植物油脂生产的、物化性质与石化柴油相似的可再生液体生物燃料,其主要成分为脂肪酸甲酯(FAME),可代替石化柴油使用[1]。由于生物柴油的可再生性能及优良的环保特性,自2000年以来迅速发展,2015年全球生物柴油产能达40 Mt,产量接近30 Mt。当前,国外主要的生物柴油原料是双低菜籽油、转基因大豆油和棕榈油,精制后经酯交换反应,生成脂肪酸甲酯和甘油,经分离精制后得到生物柴油产品。我国不提倡采用可食用油脂发展生物柴油,生产生物柴油使用的原料是酸值高的废弃油脂,多采用先酸催化酯化降酸值然后碱催化酯交换的技术,最后精制得到生物柴油产品[2-4]。这种酸碱催化工艺流程较复杂,酸催化法反应速率较慢,副反应多,碱催化过程产生的副产物皂容易引起乳化,而且设备腐蚀严重,产品收率偏低。因此,中国石化石油化工科学研究院(简称石科院)开发了基于近超临界甲醇醇解油脂反应的生物柴油新技术(简称SRCA技术),不使用任何酸碱催化剂,能适应酸值高低不同的各种原料,且反应时间短,原料转化率较高,而且生产过程清洁,三废排放少,易于处理[5]。2009年中国海油采用SRCA技术在中海油东方石化有限责任公司(简称东方石化)建设了一套60 kta生物柴油工业装置,并获批为国家级示范项目。该项目于2010年产出合格产品进入商业运营。本文主要介绍该项目的工业应用情况。
1 SRCA技术原则流程
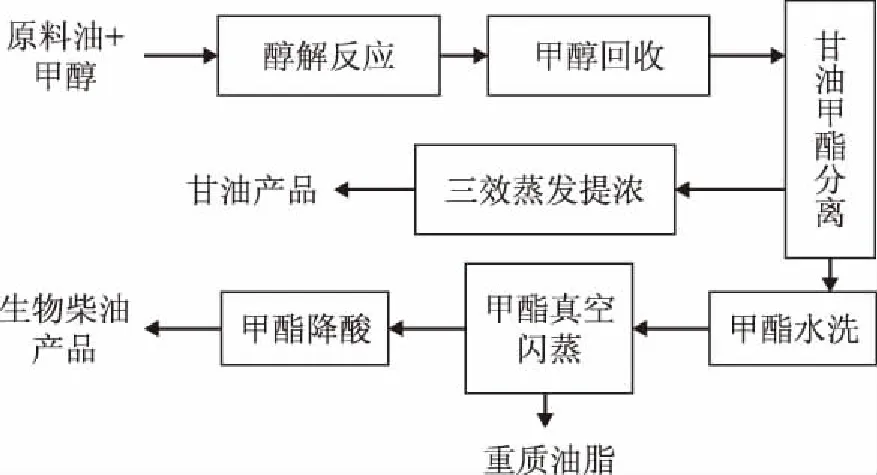
图1 60 kta生物柴油工业示范装置原则流程
原料油及甲醇自罐区输送至反应单元,经升温升压后进入醇解反应器,发生酯化及酯交换反应,生成粗甲酯、甘油、水等混合物。该混合物进入甲醇回收塔中,回收过量甲醇后,进入甘油甲酯分层罐,静置使粗甲酯与甘油水溶液分层而得以分离。粗甲酯进入水洗塔中水洗脱除残存的甘油,然后进入高真空甲酯闪蒸塔蒸出甲酯。该甲酯除酸值超标外,其余指标符合BD100标准要求,因而进入降酸单元脱酸,根据酸值高低,可以选择不同降酸流程(一级、二级、三级)将酸值脱至0.8 mgKOHg以下,得到符合国家标准(GBT 20828—2007)要求的BD100生物柴油。甘油甲酯分层罐分离出的甘油水溶液进入甘油脱甲醇塔中脱除甲醇后,进入三效蒸发单元对甘油水溶液进行提浓,得到浓度为80%的粗甘油。甲酯闪蒸釜蒸发后底部存留的重质油脂作为燃料自用,多余部分销售。
2 工业应用
2.1 装置试运转

表1 装置试运转结果
装置初期运行结果表明,在设计条件下,采用酸化油为原料能够生产出质量满足BD100生物柴油国家标准GBT 20828—2007规定的产品。
2.2 装置试运行中存在的问题及改进措施
装置初次试运过程中暴露出以下问题:①甲醇回收塔分离效率低,循环甲醇含水量超标;②装置尾气经水封吸收后排放存在异味,对环境造成影响;③甲酯蒸发冷凝器冷却负荷不足,造成冷后温度偏高;④甲酯蒸发压力偏高,影响拔出率;⑤蒸汽供应不足,造成生产波动;⑥三效蒸发效率偏低,甘油浓度不足。
针对以上问题,分别采取以下措施:①将甲醇回收塔填料进行重新装填,避免由于缝隙过大造成短路;对塔内分布器进行重新安装检测,保证分布效果;②新增尾气焚烧炉,通过对装置排出尾气进行高温焚烧实现无害化排放;③更换甲酯蒸发冷凝器,增大换热面积,降低冷后温度;④对轻油流程进行调整,避免物料内循环,降低蒸发负荷,保证蒸发压力;⑤新增外购蒸汽管道,保证蒸汽充足供应;⑥对三效蒸发换热流程进行优化,提高蒸发效率,保证甘油浓度。
通过对以上问题的整改,装置加工负荷、操作状况、运行效率、产品质量均有了大幅提升,装置具备满负荷运行条件,并持续进行商业化生产。
3 装置标定
3.1 原料性质
标定用原料为酸化油和甲醇。酸化油原料来自于市场直接采购,并未进行脱酸、脱胶等预处理精制,质量指标见表2。甲醇使用中海石油化学有限公司甲醇装置生产的优级品甲醇,出厂质量满足GB 338—2011要求,如表3所示。
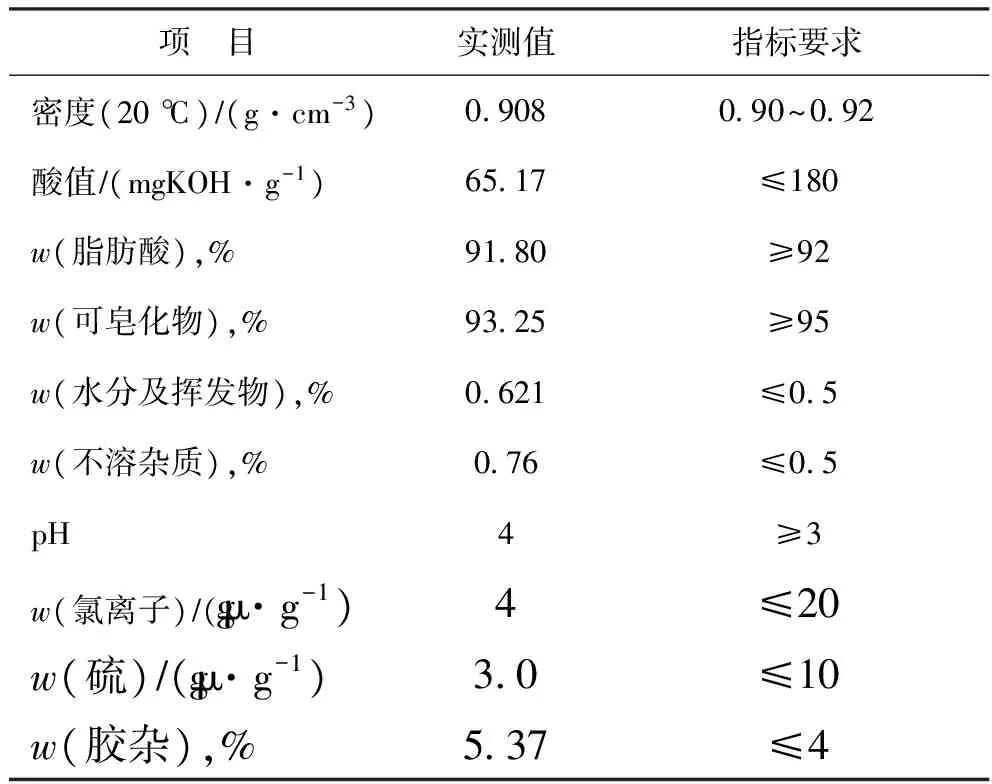
表2 标定用酸化油原料性质及指标要求

表3 甲醇质量指标(GB 338—2011)
3.2 标定结果
3.2.1 物料平衡 由于油脂原料含有的少量水、酯化反应生成的水、甲酯洗涤的水以及水环真空泵工作液补水等均与工艺物料接触,并分布到各产品与废水中,所以工艺物料的平衡要与水平衡一起考虑,才能获得准确的全厂物料平衡数据。生产用水来自于2个位置:洗涤塔和真空泵,在标定期间其用水量为91.64 t。全厂工艺物料平衡标定结果见表4。从表4可以看出,本次标定的物料平衡进项与出项差为-1.86 t,相对误差为-0.24%。
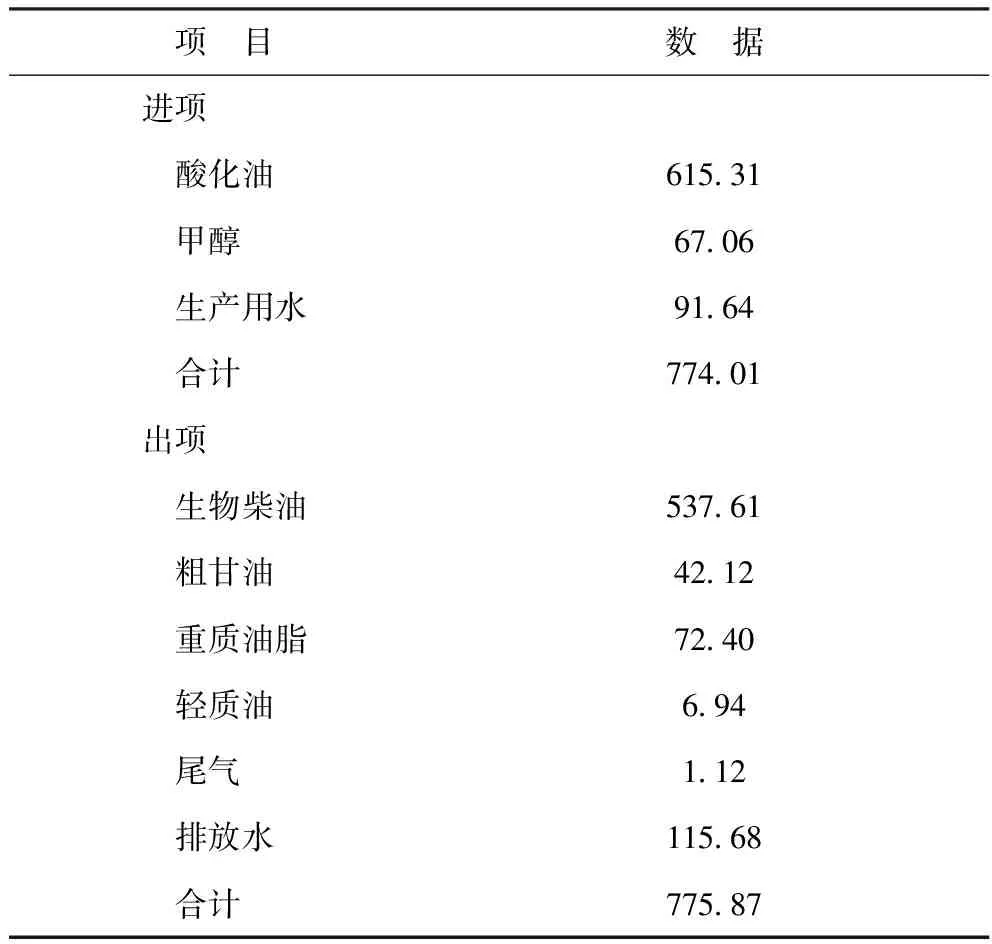
表4 全厂工艺物料平衡 t
3.2.2 技术指标和产品质量 表5是根据物料平衡数据得到的年化装置规模数据。其中对原料可皂化物含量计算的年化装置规模达到64.058 kta;按原料酸化油中可皂化物含量计算,反应器出口生物柴油评价收率(质量分数)为98.58%,装置生物柴油产品实际收率为93.70%。
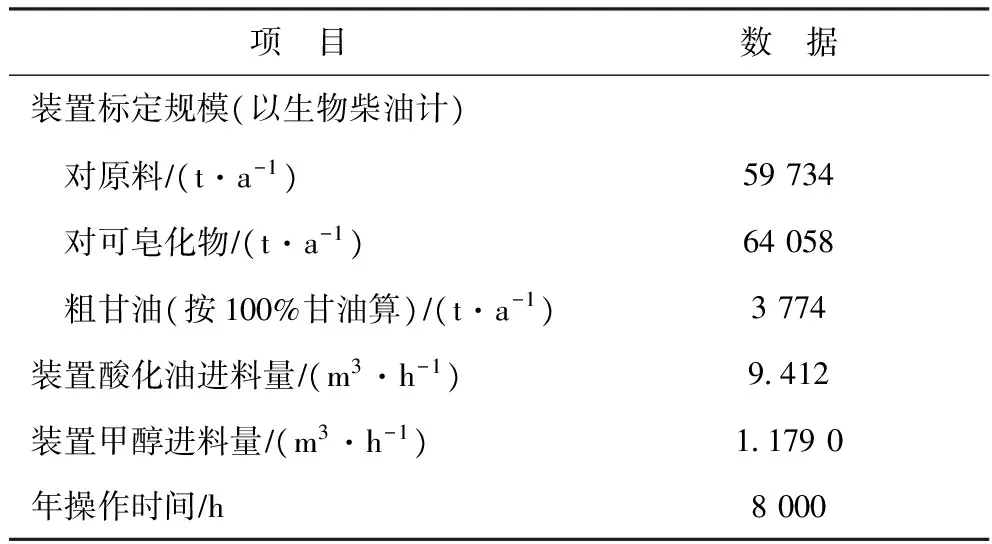
表5 年化装置规模
标定期间生产的生物柴油产品质量评价结果见表6,其中国家标准的规定值也作为装置的设计值。从表6可以看出,产品生物柴油质量满足国家标准《柴油机燃料调合用生物柴油(BD100)国家标准(GBT 20828—2007)》的规定。

表6 生物柴油产品质量评价结果
表7 装置能耗折算 MJt

表7 装置能耗折算 MJt
项 目数 据新鲜水027电3940520MPa蒸汽302437氮气086轻质燃料油15313重质燃料油67718污水990合计425976
4 结 论
(1) 采用SRCA生物柴油技术首次建设的东方石化60 kta生物柴油装置,以酸化油为原料进行装置试运转,一次性打通了全流程,产品质量达到BD100生物柴油国家标准的要求。通过对试运转期间发现的问题进行整改,装置具备了满负荷运行条件,并持续进行了商业化生产。
(2) 装置标定结果表明,SRCA生物柴油工业示范装置加工负荷、产品收率、产品质量、能耗和环保等关键指标均达到设计指标,符合国家相关标准要求以及国家能源局下发的国能科技[2014]511号文件《生物柴油产业发展政策》要求。
[1] 闵恩泽.利用可再生农林生物质资源的炼油厂:推动化学工业迈入“碳水化合物”新时代[J].化学进展,2006,18(S1):131-141
[2] 闵恩泽,唐忠,杜泽学,等.发展我国生物柴油产业的探讨[J].中国工程科学,2005,7(4):1-5
[3] Li Lumin, Sun Lanyi, Xie Xu, et al. Design and control of thermally coupled reactive distillation sequence for biodiesel production[J]. China Petroleum Processing and Petrochemical Technology, 2016, 18(2): 21-32
[4] Wang Yunpu, Fan Liangliang, Dai Leilei, et al. Synthesis of biodiesel using ZrO2 polycrystalline ceramic foam catalyst in a tubular reactor[J]. China Petroleum Processing and Petrochemical Technology, 2015, 17(3): 67-75
[5] 杜泽学,王海京,江雨生,等.采用废弃油脂生产生物柴油的SRCA技术工业应用及其生命周期分析[J].石油学报(石油加工),2012,28(3):353-361
INDUSTRIAL APPLICATION OF SRCA BIODIESEL PROCESS
Zhang Qingying1, Du Zexue2, Xing Changxin1, Jiang Yusheng2, Zhuang Chang1, Wang Haijing2
(1.CNOOCDongfangPetrochemicalCompany,Dongfang,Hainan572600;2.SINOPECResearchInstituteofPetroleumProcessing)
The first industrial application of SRCA biodiesel production process using sub-super-critical technology developed by SINOPEC Research Institute of Petroleum Processing in a 60 kta demonstration unit of CNOOC New Energy Company was introduced. The results indicate that with the acidified waste lipid as raw material, the device operates smoothly and the production capacity reaches the design value, the three wastes discharge (waste water, waste gas and residues) is less and easy to handle. The qualities of the biodiesel product meet the requirements of the national standard of biodiesel (BD100) (GBT 20828—2007) and the energy consumption of the unit is 4 259.76 MJt, less than the national standard of 4 390.50 MJt.
biodiesel; sub-super-critical state; alcoholysis process; waste lipid
2016-07-11; 修改稿收到日期: 2016-09-26。
张庆英,博士,工程师,主要从事生物柴油及加氢技术管理工作。
张庆英,E-mail:zhangqy@cnoooc.com.cn。
