喷雾干燥条件对荔枝酸奶粉乳酸菌存活率及粉体特性的影响
2017-06-05胡卓炎
郑 巨,赵 雷,王 凯,胡卓炎
(华南农业大学食品学院,广东广州 510642)
喷雾干燥条件对荔枝酸奶粉乳酸菌存活率及粉体特性的影响
郑 巨,赵 雷,王 凯,胡卓炎*
(华南农业大学食品学院,广东广州 510642)
为了探明喷雾干燥条件对荔枝酸奶粉乳酸菌存活率及粉体特性的影响规律,采用喷雾干燥法对荔枝酸奶进行微胶囊化。探讨料液固形物含量、进风温度、进料速度对荔枝酸奶粉的乳酸菌存活率、水分含量和得率的影响,在较优喷雾干燥条件下,进一步探讨保护剂海藻糖对产品品质的影响。结果显示,当料液固形物含量25%~30%,进风温度140 ℃,进料速度6.5~10.0 mL/min时,荔枝酸奶粉的乳酸菌存活率、得率均高于50%,且水分含量较低(4.66%~4.79%)。在此条件下,添加6%(以酸奶质量计)的海藻糖可将乳酸菌存活率提高至73.94%(6.34×108CFU/g),水分含量为4.72%,得率37.79%;扫描电子显微镜(SEM)观察发现,与不添加海藻糖的相比,添加6%海藻糖的荔枝酸奶粉颗粒表面圆润且裂纹较小;差示扫描量热法(DSC)测得粉体的玻璃化转变温度Tg为71.61 ℃。
荔枝酸奶粉,喷雾干燥,乳酸菌,海藻糖
酸奶风味独特、营养丰富,具有缓解乳糖不耐症、调整肠道菌群、降低胆固醇、抗衰老[1]等多种生理功能,备受业界关注。酸奶需在冷链下流通,才能保持较高的活菌数。酸奶粉是将酸奶干燥制成的粉状产品,应用范围比酸奶更广,可用温水复原后制成即食酸奶,也可用于膨化食品、焙烤食品、糖果、糕点等[2],还可作为发酵菌种使用。将酸奶制成酸奶粉,可延长贮藏期、便于运输和携带、降低包装成本,弥补普通酸奶不宜长期保藏和长途运输的缺陷。
酸奶粉的研究主要在乳制品消耗量较大的欧洲国家,涉及干燥工艺优化[3-4]、产品的粉体特性[5]、复原性[6]、吸湿性[7-8]及贮藏稳定性[9-10]等各个方面,产品的种类也不断丰富,如:芒果大豆营养强化酸奶粉[11]、蜜饯栗子酸奶粉[12]、酸羊奶粉[13]和降胆固醇酸奶粉[14]等。国内关于果汁喷雾干燥的研究已有报道[15],张雯雯等研究了喷雾干燥余甘子果汁微胶囊化工艺[16],而对果汁酸奶粉的研究还鲜见报道。
喷雾干燥法生产酸奶粉易造成产品中乳酸菌存活率下降,同时,含还原糖丰富的物料在喷雾干燥过程中容易出现粘壁、含水量高等问题。因此,酸奶在喷雾干燥过程中,为保护活性乳酸菌及营养成分、提高喷雾干燥效率,需要选择合适的微胶囊化壁材。常用的乳酸菌抗热保护剂有脱脂乳、谷氨酸钠、麦芽糊精、海藻糖、蔗糖等,其中海藻糖的保护作用优异,且与脱脂乳、蔗糖复配可以提高保护效果[17-18]。海藻糖是一种能够在高温、高寒、高渗透压及干燥失水等恶劣环境条件下在细胞表面形成独特的保护膜,有效保护生物分子结构的非还原性双糖[19],具有高玻璃态转变温度(115 ℃),可通过玻璃态机制、水替代作用维持细胞膜的稳定性,并降低细胞膜脂质的相转变温度,从而减轻高温脱水过程中的细胞损伤[20]。
荔枝汁营养丰富,具有多种功能成分,用于酸奶粉的生产中还可以赋予产品独特的风味。以荔枝汁和脱脂乳为原料,经乳酸菌发酵制成荔枝酸奶,探讨喷雾干燥过程中料液固形物含量、进风温度、进料速度和海藻糖添加量等因素对荔枝酸奶粉乳酸菌存活率及粉体特性的影响,以期为果汁酸奶粉的生产提供依据。
1 材料与方法
1.1 材料与仪器
高蛋白脱脂高钙奶粉(水分含量≤5%,脂肪含量≤1.5 g/100 g,蛋白质含量≥32 g/100 g) 伊利集团;保加利亚乳酸杆菌、嗜热链球菌的混合液体发酵剂(活菌数为1.27×1010CFU/g) 华南农业大学乳品厂;荔枝(Litchi chinensis Sonn.) 品种为槐枝,广州从化;海藻糖为食品级 市售。
SD-Basic喷雾干燥机 英国Labplant公司;MIR-154低温恒温培养箱 日本松下公司;H01-1D多工位恒温磁力搅拌器 上海驰久公司;DSC 8000差示扫描量热仪 美国PerkinElmer公司;EVO 18扫描电子显微镜 德国Carl Zeiss公司。
1.2 实验方法
1.2.1 荔枝酸奶的制备 参考文献[21]的方法,将荔枝去皮、去核后榨汁,发酵基质包括荔枝汁12.5%、脱脂乳粉11%、白砂糖9%,混合均匀,90 ℃水浴灭菌20 min,迅速冷却至40 ℃,按3%的接种量接入保加利亚乳酸杆菌、嗜热链球菌的混合液体发酵剂,42 ℃恒温培养3.5~4 h至凝乳,冷藏12~24 h,备用。
1.2.2 喷雾干燥条件 考察料液固形物含量、进风温度、进料速度对乳酸菌存活率、水分含量、得率的影响。当考察20%、25%、30%、35%、40%料液固形物含量作用时,进风温度取140 ℃,进料速度10 mL/min;当考察110、120、130、140、150 ℃进风温度作用时,料液固形物含量为30%,进料速度为10 mL/min;当考察进料速度为3.0、6.5、10.0、15.0、20.0 mL/min的作用时,料液固形物含量为30%,进风温度为140 ℃。实验重复3次,取平均值进行数据分析。
1.2.3 海藻糖对乳酸菌存活率、粉体特性的影响 在较佳喷雾干燥条件下,以乳酸菌存活率、得率、水分含量及粉体特性(溶解时间、堆积密度、流动性指数CI、凝聚性指数HR)为指标,探究海藻糖不同添加量对荔枝酸奶粉品质的影响。
1.2.4 酸奶粉的贮藏稳定性 称取(6±0.5)g荔枝酸奶粉,采用铝箔复合袋(6 cm×9 cm)密封包装,在温度25 ℃、相对湿度50%条件下贮藏90 d,测定乳酸菌活菌数。
1.2.5 酸奶粉冲调后的感官品质 根据文献[22]的方法,以40 ℃温水100 mL,加入25%荔枝酸奶粉,观察冲调效果,并评价冲调后酸奶的色泽、风味、溶解性、组织状态。
1.3 指标测定
1.3.1 乳酸菌活菌数测定 参照GB 478935-2010 《食品安全国家标准 食品微生物学检验 乳酸菌检验》。
1.3.2 水分含量测定 参照GB 5009.3-2010 《食品安全国家标准 食品中水分的测定》。
1.3.3 得率测定 计算公式如下。

1.3.4 堆积密度测定 在干燥的10 mL量筒中准确称取1.0 g荔枝酸奶粉,读取量筒读数,粉体质量与体积之比即为荔枝酸奶粉的堆积密度;将量筒上下震动,直至粉体体积不再变化,记录量筒读数,得到荔枝酸奶粉的振实密度,每个样品平行测定三次[23]。

1.3.6 溶解时间测定 用量筒取10 mL 26 ℃蒸馏水于50 mL烧杯中,将烧杯置于恒温磁力搅拌器上并设置温度,再将1.00 g荔枝酸奶粉移至烧杯中,同时启动恒温磁力搅拌器,记录其完全溶解所需时间[25]。
1.3.7 玻璃化转变温度测定 采用差示扫描量热仪测定[26],取5 mg荔枝酸奶粉样品置于铝盘中压片,另取一空铝盘为参照,对样品进行程序升温,温度范围为20~120 ℃,升温速度为10 ℃/min。
1.3.8 颗粒表面形貌观察 将样品用双面导电胶粘于样品台上,经离子溅射喷金后,于扫描电子显微镜下观察粉体微观形貌[18]。
1.4 数据统计分析
采用邓肯氏均数差异显著性分析。
2 结果与讨论
2.1 喷雾干燥工艺参数对荔枝酸奶粉乳酸菌存活率、水分含量及得率的影响
料液的固形物含量是影响喷雾干燥效率和酸奶粉品质的重要因素,本文通过添加脱脂乳粉以调节料液固形物含量,而脱脂乳粉又是一种优良的乳酸菌抗热保护剂[27],在喷雾干燥过程中可以提高乳酸菌存活率。
表1显示了料液固形物含量对荔枝酸奶粉乳酸菌存活率、水分含量、得率的影响。从表1中可以发现,料液固形物含量20%~30%范围内,乳酸菌存活率明显升高,最高达到51.77%;当料液固形物含量大于30%时,由于液滴表面迅速干燥,乳酸菌受热程度加剧[28],从而导致存活率显著下降(p<0.05)。同时,提高料液固形物含量有助于提升喷雾干燥效率、降低粉体的水分含量,这对改善其流动性、堆积密度等粉体特性具有重要意义[29-30]。随着料液固形物含量的升高,得率呈先升高后下降的趋势,在30%时达到最大值52.45%;而过高的料液固形物含量易造成喷嘴堵塞,影响液滴雾化效果,料液固形物含量40%时得率下降至49.83%,但下降趋势不显著(p>0.05)。在料液固形物含量25%~30%时,荔枝酸奶粉的乳酸菌存活率、得率均相对较高,且水分含量低于乳粉国家标准对水分含量的要求(≤5%),因而选择料液固形物含量为25%~30%较为适宜。
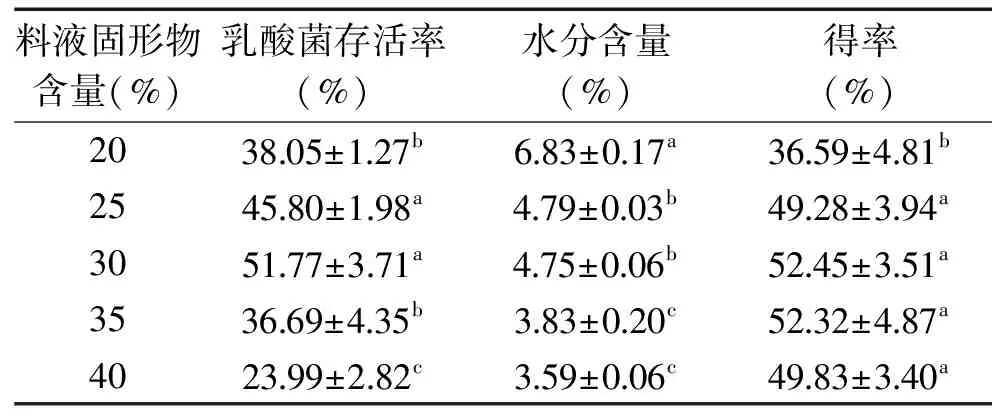
表1 料液固形物含量对荔枝酸奶粉乳酸菌存活率、水分含量及得率的影响
注:同一列中不同处理数据后带不同小写字母表示处理间差异显著,p<0.05。表2~表5同。
表2显示的是进风温度对荔枝酸奶粉乳酸菌存活率、水分含量、得率的影响。由表2可知,升高进风温度有利于改善喷雾干燥效果,使荔枝酸奶粉的水分含量显著降低(p<0.05);得率也随之升高,且均处在45%左右,上升趋势不显著(p>0.05)。但高温会使液滴干燥速度加快,内部的乳酸菌受热损伤加剧,存活率急剧下降,150 ℃时仅为33.26%。综合考虑乳酸菌存活率和喷雾干燥的效率,发现在进风温度140 ℃时荔枝酸奶粉的存活率、得率均相对较高,且水分含量低于5%。
表3为进料速度对荔枝酸奶粉乳酸菌存活率、水分含量、得率的影响。由表3可知,随着进料速度增大,乳酸菌存活率迅速升高,20.0 mL/min时最高可达到71.74%,这是因为加快进料可使雾化液滴变大,乳酸菌热损伤减轻;雾化液滴变大会使粉体的粒径变大,有利于改善粉体流动性、粉体溶解性等粉体特性[31]。但进料速度的升高会使粉体水分含量显著上升(p<0.05)。在3.0~6.5 mL/min范围内,得率基本稳定在50%左右,此时进料速度对得率的影响不显著(p>0.05),但继续增大进料速度,则由于液滴未完全干燥而出现粘壁现象,得率下降,20.0 mL/min时已降至21.52%。在进料速度6.5~10.0 mL/min时,荔枝酸奶粉的存活率、得率均相对较高,且水分含量低于5%,因而选择进料速度6.5~10.0 mL/min为最适范围。
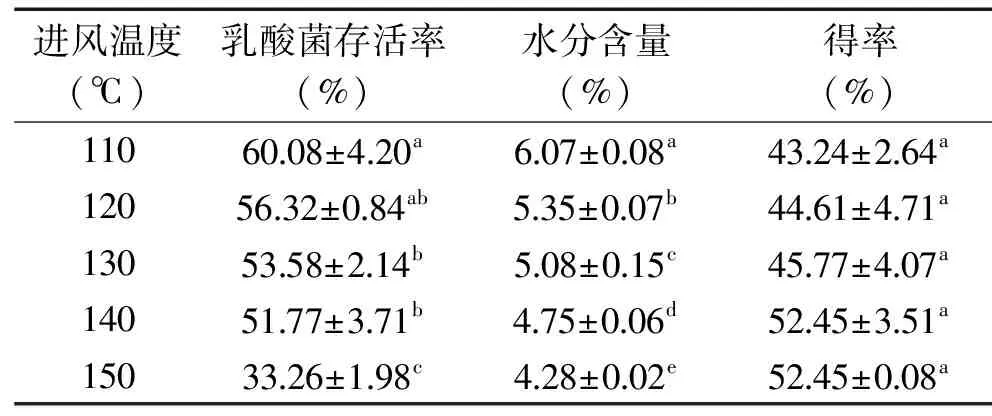
表2 进风温度对荔枝酸奶粉乳酸菌存活率、水分含量及得率的影响
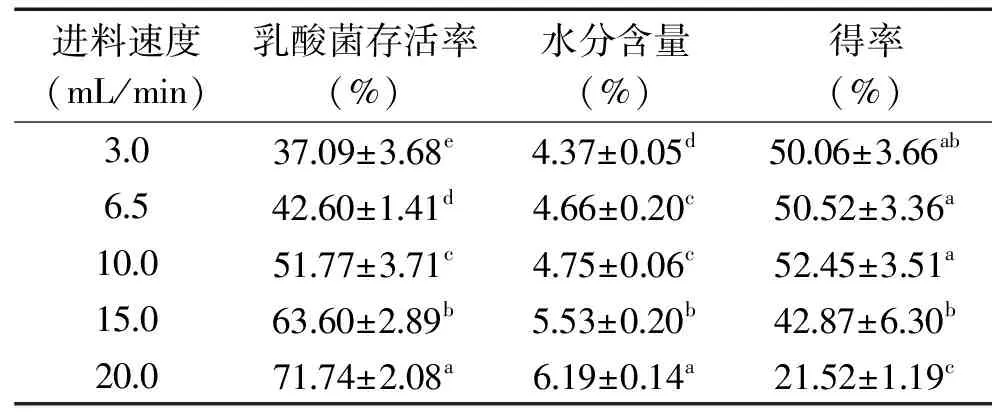
表3 进料速度对荔枝酸奶粉乳酸菌存活率、水分含量及得率的影响
综上所述,当料液固形物含量25%~30%,进风温度140 ℃,进料速度6.5~10.0 mL/min时,荔枝酸奶粉的乳酸菌存活率、得率均相对较高,且水分含量较低,因而确定为较佳喷雾干燥条件。
2.2 海藻糖对荔枝酸奶粉乳酸菌存活率、水分含量及得率的影响
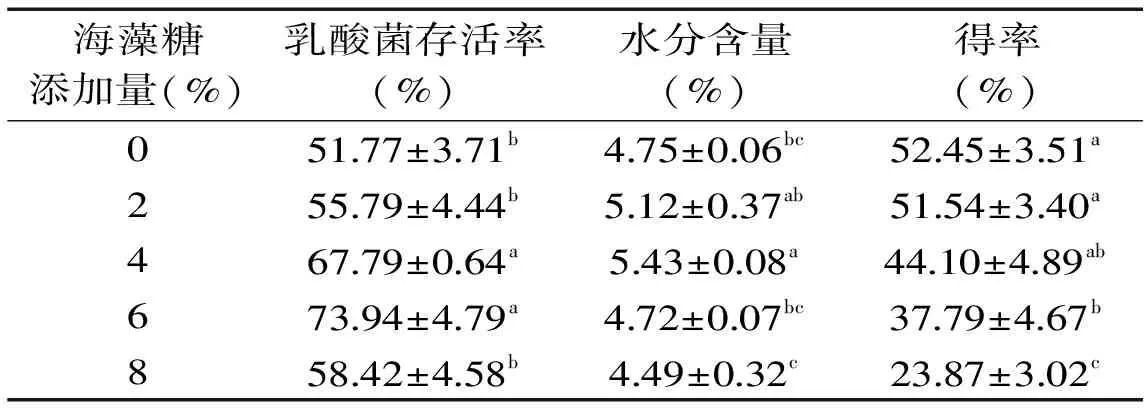
表4 海藻糖对荔枝酸奶粉乳酸菌存活率、水分含量及得率的影响

表5 添加海藻糖对荔枝酸奶粉粉体特性的影响
在料液固形物含量30%,进风温度140 ℃,进料速度10.0 mL/min时,制得不同海藻糖添加量的荔枝酸奶粉。由表4可知,添加4%~6%的海藻糖可以显著提高乳酸菌存活率(p<0.05),6%时存活率高达73.94%,而在添加量8%时,存活率显著降低(p<0.05),这是因为在本实验条件下,过高的海藻糖添加量会使料液粘度增大,雾化效果变差,乳酸菌受热损伤加剧而使乳酸菌存活率下降。同时,这也是得率随海藻糖添加量的增大而降低的原因。粉体水分含量在海藻糖添加量大于6%时出现下降,可能是因为颗粒表面海藻糖分子增多使颗粒间作用力增大,已干燥的粉体在旋风分离器处停留时间延长,受中低温热空气干燥的时间较长(出口温度显示值为80 ℃)。海藻糖添加量在4%~6%时,荔枝酸奶粉的乳酸菌存活率和得率差异不显著,但水分含量差异显著,海藻糖添加量为6%时水分含量<5%。
2.3 海藻糖对荔枝酸奶粉粉体特性及颗粒表面形貌的影响
表5对比了添加6%海藻糖对荔枝酸奶粉粉体特性的影响。由表5可以看出,与不添加海藻糖相比,添加6%的海藻糖使粉体的溶解时间显著降低至20.78 s(p<0.05),这是由于海藻糖分子含有较多羟基,易与水分子结合,因而可改善粉体的溶解性。但添加海藻糖使荔枝酸奶粉水分含量升高这一现象也将进一步导致颗粒之间易发生团聚,颗粒间界面空间增大、体积变大,使堆积密度减小,且流动性和凝聚性变差。鉴于海藻糖对荔枝酸奶粉的粉体特性有一定的不利影响,在实际生产中应综合考虑乳酸菌存活率和粉体特性来选择合适的添加量。
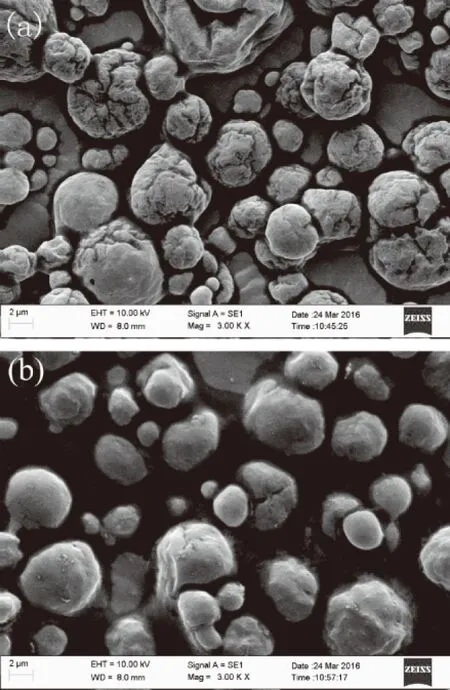
图1 荔枝酸奶粉颗粒表面形貌图Fig.1 Surface morphology of spray-dried lychee yogurt powder particles注:a:海藻糖添加量0%;b:海藻糖添加量6%。
图1对比观察了海藻糖添加量0、6%的荔枝酸奶粉颗粒表面形貌,发现与不添加海藻糖相比,添加6%的海藻糖可使粉体颗粒表面明显更加圆润,皱缩、凹陷现象减轻,裂纹缩小,这在一定程度上影响着荔枝酸奶粉的粉体特性,而且完整的颗粒表面结构也有利于保护内部乳酸菌免受高温损伤,同时防止贮藏过程中细胞膜脂质的氧化所造成的乳酸菌失活[17]。海藻糖对荔枝酸奶粉颗粒表面形成机制的影响尚不清楚,Vehring等[32]认为其原因在于海藻糖的扩散系数远高于蛋白质、脂肪等大分子物质,在溶质由颗粒表面向内部迁移的过程中,更倾向于分布于颗粒内部,从而减小内部空腔,减轻表面皱缩。
2.4 荔枝酸奶粉的玻璃化转化温度及贮藏稳定性
玻璃化转变是影响食品品质、加工特性和货架期的重要因素,奶粉的结晶、团聚和结块均与其中存在的小分子糖类发生玻璃化转变有关。利用玻璃化转变温度可预测食品的货架期,确定有效的食品加工与贮藏条件,以保证食品的贮藏安全性和稳定性[33]。图2显示的是添加6%海藻糖所得荔枝酸奶粉的玻璃化转变温度Tg为71.61 ℃,高于一般的加工、运输及贮藏环境温度,说明在常温条件下荔枝酸奶粉均可保持玻璃态,从而处于相对稳定的状态。
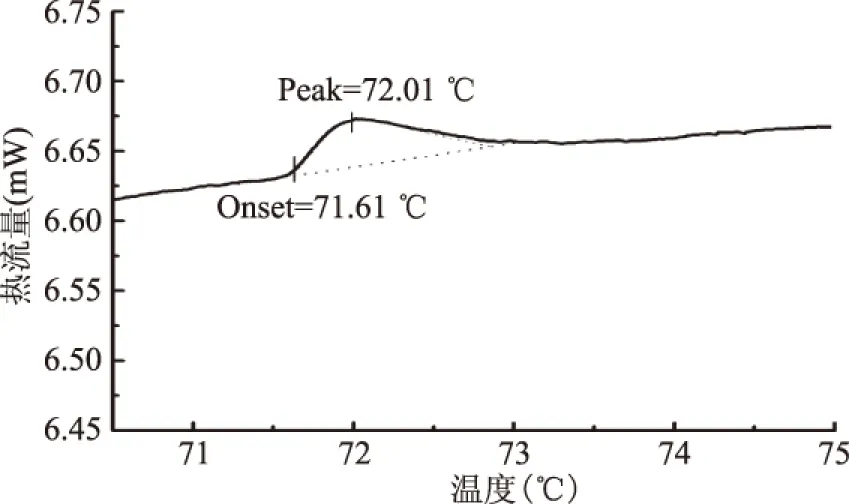
图2 荔枝酸奶粉DSC扫描图Fig.2 DSC thermogram for spray-dried lychee yogurt powder
检测了添加6%海藻糖所得的荔枝酸奶粉在贮藏90 d内的乳酸菌活菌数变化,结果如图3所示。结果表明随贮藏时间延长,乳酸菌活菌数逐渐下降,但在90 d时仍大于106CFU/g,说明荔枝酸奶粉的贮藏稳定性良好。
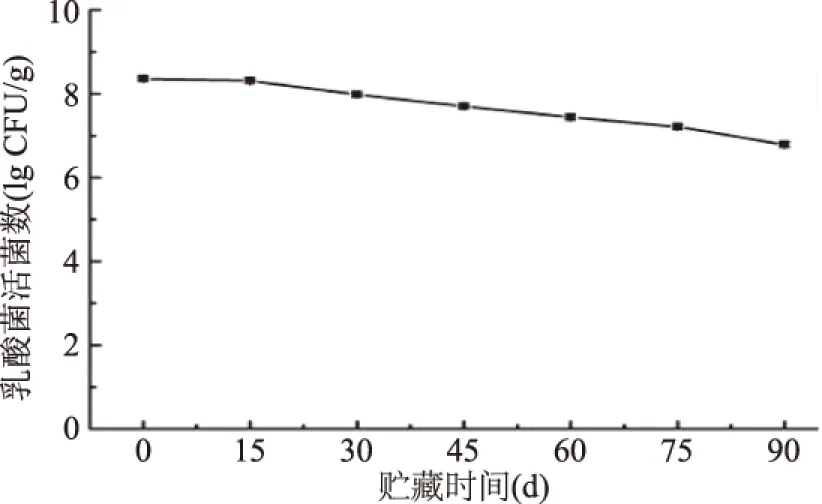
图3 荔枝酸奶粉在贮藏过程中乳酸菌活菌数的变化Fig.3 Changes in lactic acid bacteria counts in lychee yogurt powder during storage
2.5 荔枝酸奶粉冲调后的感官品质
酸奶粉的粉体特性、冲调水温、酸奶粉的浓度等因素均影响冲调后酸奶的风味、组织状态等感官品质。冲调实验结果显示,在冲调水温40 ℃、荔枝酸奶粉浓度25%条件下,添加6%海藻糖所得荔枝酸奶粉的溶解性好,冲调后杯底无团块或沉淀;口感细腻;色泽呈均匀的乳白色,有光泽;具有浓厚的荔枝风味和奶香味。
3 结论
采用原料质量配比为:荔枝汁12.5%、脱脂乳粉11%、白砂糖9%,制备荔枝汁共发酵酸乳,探究了荔枝酸奶喷雾干燥工艺条件对粉体的乳酸菌存活率、水分含量、得率的影响,在较佳喷雾干燥条件下,研究海藻糖对乳酸菌存活率、得率、水分含量、粉体特性及颗粒表面形貌的影响。结果显示,当料液固形物含量25%~30%,进风温度140 ℃,进料速度6.5~10.0 mL/min时,荔枝酸奶粉的乳酸菌存活率、得率均相对较高,且水分含量较低。在此条件下,海藻糖添加量为6%时使乳酸菌存活率达到73.94%(6.34×108CFU/g),水分含量为4.72%,得率37.79%;且粉体特性、冲调后的感官品质良好;扫描电子显微镜(SEM)观察发现,与不添加海藻糖的相比,添加6%海藻糖的荔枝酸奶粉颗粒表面圆润且裂纹较小;差示扫描量热法(DSC)测得粉体的玻璃化转变温度Tg为71.61 ℃,经过90 d的贮藏实验,表明其具有良好的贮藏稳定性。海藻糖是优良的乳酸菌抗热保护剂,可以有效提高喷雾干燥过程中乳酸菌的存活率,但要以喷雾干燥的顺利进行和良好的粉体特性为前提。
[1]马晓晴,周云,王柳,等. 乳酸菌酸奶粉的研究现状[J]. 食品工业科技,2011,32(5):422-424.
[2]肖壮,刘景圣. 酸奶粉生产技术的研究进展[J]. 中国食物与营养,2012,18(2):50-54.
[3]Bielecka M,Majkowska A. Effect of spray drying temperature of yoghurt on the survival of starter cultures,moisture content and sensoric properties of yoghurt powder[J]. Nahrung,2000,44(4):257-260.
[4]Atalar I,Dervisoglu M. Optimization of spray drying process parameters for kefir powder using response surface methodology[J]. LWT-Food Science and Technology,2015,60(2):751-757.
[5]Koç B,Sakin-Ylmazer M,Kaymak-Ertekin F,et al. Physical properties of yoghurt powder produced by spray drying[J]. Journal of Food Science and Technology,2014,51(7):1377-1383.
[6]Sakin-Yilmazer M,Koç B,Balkir P,et al. Rheological behavior of reconstituted yoghurt powder—An optimization study[J]. Powder Technology,2014,266:433-439.
[7]Koc B,Yilmazer M S,Balkr P,et al. Moisture Sorption Isotherms and Storage Stability of Spray-Dried Yogurt Powder[J]. Drying Technology,2010,28(6):816-822.
[8]Kumar P,Mishra H N. Moisture sorption characteristics of mango-soy-fortified yogurt powder[J]. International Journal of Dairy Technology,2006,59(1):22-28.
[9]Kearney N,Meng X C,Stanton C,et al. Development of a spray dried probiotic yoghurt containing Lactobacillus paracasei NFBC 338[J]. International Dairy Journal,2009,19(11):684-689.
[10]Kumar P,Mishra H N. Storage stability of mango soy fortified yoghurt powder in two different packaging materials:HDPP and ALP[J]. Journal of Food Engineering,2004,65(4):569-576.
[11]Kumar P,Mishra H N. Effect of stabilizer on drying characteristics and quality of mango soy fortified yoghurt[J]. European Food Research and Technology,2005,220(5-6):483-488.
[12]Sakin-Yilmazer M,Dirim S N,Di Pinto D,et al. Yoghurt with candied chestnut:freeze drying,physical,and rheological behaviour[J]. Journal of Food Science and Technology,2014,51(12):3949-3955.
[13]Ranadheera C S,Evans C A,Adams M C,et al. Microencapsulation of Lactobacillus acidophilus LA-5,Bifidobacterium animalis subsp. lactis BB-12 and Propionibacterium jensenii 702 by spray drying in goat's milk[J]. Small Ruminant Research,2015,123(1):155-159.
[14]Chien Y L,Wu L Y,Lee T C,et al. Cholesterol-lowering effect of phytosterol-containing lactic-fermented milk powder in hamsters[J]. Food Chemistry,2010,119(3):1121-1126.
[15]徐剑虹.橄榄汁提取及微胶囊化工艺研究[D]. 福州:福建农林大学,2012.
[16]张雯雯,郑华,冯颖,等. 正交实验优化余甘子果汁微胶囊化工艺[J]. 食品科学,2015,36(2):25-29.
[17]熊涛,廖良坤,黄涛,等. 植物乳杆菌NCU116菌剂的喷雾干燥制备[J]. 食品与发酵工业,2015,41(8):23-29.
[18]郭云,孟祥晨. 喷雾干燥对发酵乳杆菌KLDS1.0709存活影响的研究[J]. 食品工业科技,2011,32(2):109-111.
[19]张云光,岳田芳,梁莲华,等. 海藻糖在微生态制剂中的应用[J]. 广西轻工业,2010(8):4-6.
[20]Perdana J,den Besten H M W,Aryani D C,et al. Inactivation ofLactobacillusplantarumWCFS1 during spray drying and storage assessed with complementary viability determination methods[J]. Food Research International,2014,64:212-217.
[21]方祥,王琳,游丽娜. 荔枝汁共发酵酸乳生产工艺的优化[J]. 食品与发酵工业,2005,31(4):127-130.
[22]李秀凉,雷虹,葛菁萍,等. 酸奶粉冲调复原性的探讨[J]. 食品工业科技,2005(10):111-113.
[23]卜智斌,唐道邦,徐玉娟,等. 龙眼原浆喷雾干燥助干剂组成及对多酚含量的影响[J]. 热带作物学报,2013(9):1807-1813.
[24]Mestry A P,Mujumdar A S,Thorat B N. Optimization of Spray Drying of an Innovative Functional Food:Fermented Mixed Juice of Carrot and Watermelon[J]. Drying Technology,2011,29(10):1121-1131.
[25]程丽娜,唐道邦,徐玉娟,等. 荔枝原浆喷雾干燥配方优化研究[J]. 广东农业科学,2013,40(3):71-74.
[26]陈文亮,于鹏,刘翠平,等. 差示扫描量热法测定奶粉的热稳定性[J]. 中国乳品工业,2012(4):24-26.
[27]Fritzen-Freire C B,Prudêncio E S,Amboni R D M C,et al. Microencapsulation of bifidobacteria by spray drying in the presence of prebiotics[J]. Food Research International,2012,45(1):306-312.
[28]Peighambardoust S H,Golshan Tafti A,Hesari J. Application of spray drying for preservation of lactic acid starter cultures:a review[J]. Trends in Food Science & Technology,2011,22(5):215-224.
[29]苏东晓,廖森泰,张名位,等. 喷雾干燥工艺条件对速溶龙眼粉理化特性的影响[J]. 中国农业科学,2011,44(18):3830-3839.
[30]吴福玉.粉体流动特性及其表征方法研究[D]. 上海:华东理工大学,2014.
[31]弓志青.速溶杨梅-甘蓝固体饮料的加工及贮藏工艺研究[D]. 无锡:江南大学,2008.
[32]Vehring R,Foss W R,Lechuga-Ballesteros D. Particle formation in spray drying[J]. Journal of Aerosol Science,2007,38(7):728-746.
[33]周顺华,陶乐仁,刘宝林. 玻璃化转变温度及其对干燥食品加工贮藏稳定性的影响[J]. 真空与低温,2002,8(1):46-50,54.
Effect of spray drying parameters on survival rate of lactic acid bacteria and physical properties of lychee yogurt powder
ZHENG Ju,ZHAO Lei,WANG Kai,HU Zhuo-yan*
(College of Food Science,South China Agricultural University,Guangzhou 510642,China)
The objective of this study was to explore the influencing regularities of spray drying parameters on the survival rate of microencapsulated lactic acid bacteria in lychee yoghurt powder and its physical properties. Effects of feed concentration,inlet temperature,feeding rate on survival rate of lactic acid bacteria,moisture content and yield of lychee yoghurt powder microencapsulated by spray drying were investigated. Under the better spray drying condition,the influences of trehalose on production quality were further investigated. The results showed that with 25%~30% feed concentration,140 ℃ inlet air temperature,6.5~10.0 mL/min pump rate,the lychee yoghurt powder illustrated the high survival rate of lactic acid bacteria and yield(>50%),and the low moisture content(4.66%~4.79%). Under this condition,the survival rate of lactic acid bacteria,moisture content and yield reached 73.94%(6.34×108CFU/g),4.72% and 37.79% respectively with 6% trehalose added. Scanning electron microscopy(SEM)photographs showed that the addition of 6%(w/w)trehalose made particles more rounded surfaces and smaller cracks than the control. The probiotic powder was further analyzed using differential scanning calorimetry(DSC),the glass transition temperature Tg=71.61 ℃.
lychee yoghurt powder;spray drying;lactic acid bacteria;trehalose
2016-11-17
郑巨(1992-),男, 硕士研究生,研究方向:食品加工与保藏,E-mail:624620776@qq.com。
*通讯作者:胡卓炎(1961-),男,博士,教授,研究方向:食品加工与保藏,E-mail:zyhu@scau.edu.cn。
国家荔枝龙眼产业技术体系项目(CARS-33-15);广东省杨帆计划创新团队项目(2014YT02H013)。
TS252.54
B
1002-0306(2017)09-0216-06
10.13386/j.issn1002-0306.2017.09.033
