机采棉加工过程智能控制与试验优化
2017-06-05张成梁董全成冯显英王昊鹏
张成梁 李 蕾 董全成 冯显英 王昊鹏,4
(1.济南大学机械工程学院, 济南 250022; 2.齐鲁工业大学机械与汽车工程学院, 济南 250353;3.山东大学高效洁净机械制造教育部重点实验室, 济南 250061; 4.山东警察学院, 济南 250014)
机采棉加工过程智能控制与试验优化
张成梁1李 蕾2董全成1冯显英3王昊鹏3,4
(1.济南大学机械工程学院, 济南 250022; 2.齐鲁工业大学机械与汽车工程学院, 济南 250353;3.山东大学高效洁净机械制造教育部重点实验室, 济南 250061; 4.山东警察学院, 济南 250014)
机采棉杂质含量高,多级籽棉清理和皮棉清理会造成纤维损伤,为综合提高皮棉产品的外观形态和纤维内在质量,提出了对机采棉加工工艺进行过程优化控制的研究方法和试验方案。在充分分析典型机采棉加工流程的基础上,根据最新的棉花质量检测标准,确定杂质面积、杂质颗粒数、反射率、黄度、上半部长度、长度整齐度、短纤维指数、马克隆值、断裂比强度9个参数作为优化目标,建立以加工皮棉产品成交价格最大化的总体优化控制目标。选取对棉花清理有显著影响效果的倾斜式籽清机I和II、提净式籽清机、回收式籽清机、轧花机上部、锯齿式皮清机I和II 7个关键设备的转速作为优化控制变量。采用监控层、控制层、设备层的构架模式,完成关键设备自动化升级改造。使用响应面分析法的中心组合设计试验方法建立控制变量与控制目标之间的数据模型。以建立的总体优化控制目标为适应度评价函数,利用遗传算法完成对多变量数据模型的求解,7个设备的转速分别为495、484、727、472、1 131、822、763 r/min。试验结果表明,加工后的皮棉产品杂质面积变化率降低约7个百分点,上半部长度变化率提高约2个百分点,质量较为稳定。本文方法在降低机采棉含杂率的同时,提高了棉花的综合质量水平。
机采棉; 加工; 智能控制; 参数优化; 响应面分析法; 遗传算法
引言
随着采棉劳动力成本的增加和棉花机械收获技术的成熟,我国的机采棉面积逐年扩大,机采棉将成为棉花采摘的主流趋势。由于机采棉的含杂率高达12%~20%,需要经过多级籽棉清理和多级皮棉清理,清理过程必然造成棉纤维的损伤,棉花加工企业需要权衡棉花外观品质与纤维内在质量,这对机采棉加工环节提出了优化控制的要求[1]。作为棉花加工过程最终产品的皮棉,其品质是多个评价指标的综合体现,加工过程各环节对各指标的影响不同,因此,需对各个加工环节的特点及其影响规律进行综合研究,以得到合适的解决方案,实现棉花加工参数的自适应控制。
美国的机采棉技术比较成熟,ANTHONY等[2-4]由棉花等级、回潮率、产量、市场等构建了轧花优化模型;BYLER等[5]研究了籽棉清理环节对棉花纤维质量及纺纱性能的影响;DELHOM等[6]试验得出调节锯齿式皮清机锯齿滚筒转速能够改良皮棉的加工质量;HARDIN等[7]研究了在不同产量下棉花清杂设备的性能;WANJURA等[8]研究了倾斜式籽清机的结构参数对籽棉清理作用的影响。这些研究和方法为我国机采棉杂质清理和设备参数研究提供了一定的借鉴意义,但是国外的棉花品种、植株密度、评级体制与国内并不相同,籽棉性状参数有很大差别,其设备控制参数并不能直接使用。
近年,对棉花加工设备的性能研究是国内学者持续关注的热点。李慧等[9]研究了籽棉回潮率、缠绕辊转速和风速对异性纤维清理效率和纤维长度损伤的影响;张若宇等[10]提出了监测残膜分离装置的大、小滚筒转速和风速的虚拟仪器试验方法;王兆国等[11]研究了入口风速、导流板倾斜角、补风口风速和可调挡板倾角对重杂去除率的影响;徐红等[12]研究了锯齿式皮清机对皮棉可纺性能的影响;董全成等[13]研究了锯齿式轧花机的自动控制系统。单机设备性能的增强对整个加工过程的优化提供了条件,但是由于机采棉工艺流程复杂、操作变量较多、设备自动化程度较低以及棉花加工季节性强等不利因素的影响,从整体上对机采棉加工工艺进行优化的试验研究不多。谢占林[14]研究了机采棉加工主要工序对棉花品质指标的影响,但没有对设备运行参数进行详细研究。山东天鹅棉业机械股份有限公司结合经验得出了机采棉加工调试的操作流程[15],但没有进行系统的论证说明。目前,机采棉检测技术逐步发展[16-18],但是加工系统没有合适的控制规律可循,设备无法针对棉花性状参数做出自适应调节,导致加工过程中棉纤维的损伤程度较大。掌握各工艺参数对不同棉花性状的影响规律,智能优化棉花加工生产线上各设备的工作参数,这是我国棉花加工行业现阶段急需解决的关键问题。
本文依据新的棉花质量检测标准,综合考虑皮棉产品外观形态及纤维内在质量因素,确定机采棉加工的优化控制目标,建立皮棉产品成交价格最大化的总体优化控制目标。对机采棉加工生产线进行升级改造,完成籽棉清理、轧花、皮棉清理等关键设备转速的数字化控制。使用响应面分析法进行中心组合设计试验,建立多种设备转速参数与多个控制目标之间的数据模型,利用遗传算法完成多变量单目标最优问题的求解。
1 机采棉加工工艺
1.1 典型机采棉加工流程

图1 机采棉加工工艺流程图Fig.1 Flow chart of machine-harvested cotton processing1.重杂分离器 2.籽棉控制箱 3.垂直式干燥塔 4.倾斜式籽清机I 5.提净式籽清机 6.塔式干燥机 7.倾斜式籽清机II 8.回收式籽清机 9.锯齿轧花机 10.气流式皮清机 11.锯齿式皮清机I 12.锯齿式皮清机II
机采棉加工设备多、工艺复杂,一套典型的加工流程如图1所示。通过输棉管道,籽棉从货场进入整个加工系统,首先经过重杂分离器排除石子、铁块等;在气流带动下,棉花进入籽棉自动控制箱,该设备主要用于控制系统的产量,保证加工过程连续稳定;潮湿的籽棉经过垂直式干燥塔的一级干燥作用后,进入到倾斜式籽清机I,该设备利用刺钉滚筒和格条栅对棉花的冲击、振动、筛分作用,排除附着在籽棉团表面的部分尘土、碎叶、籽屑等;然后籽棉流向提净式籽清机,高速旋转的锯齿滚筒钩拉住籽棉团,铃壳、僵瓣、棉枝等杂质被排杂棒阻隔;依然潮湿的籽棉会进入塔式干燥机进行二级干燥处理,以保证回潮率控制在适合籽棉加工的范围内;之后,籽棉依次经过倾斜式籽清机II和回收式籽清机,进一步清除杂质,回收式籽清机与倾斜式籽清机原理相似;经过多级籽棉清理环节的棉花进入锯齿轧花机,设备上部提净式清棉喂花结构完成籽棉进一步清理,下部实现棉纤维与棉籽的剥离,完成籽棉到皮棉的转换;气流式皮清机利用离心作用原理清除皮棉中的尘杂、破籽等;最后,皮棉分别经过两级锯齿式皮清机,该设备通过高速旋转的锯齿滚筒与排杂刀组合作用,进一步清理皮棉中的不孕籽、带纤维籽屑、疵点等,并对其中的棉结、索丝进行梳理和清理,完成皮棉的最终清理环节;加工完成的皮棉被送至打包机完成打包捆扎。
目前,机采棉加工工艺仅解决了设备之间的先后启停顺序控制及安全互锁功能,但是不能根据籽棉的性状特征参数进行调节控制,造成棉花加工过度清理现象严重。
1.2 优化控制对象
在机采棉加工工艺流程中,轧花机之前的环节为籽棉预处理,其中两级干燥设备为棉花加工提供合适的回潮率,由倾斜式籽清机I、提净式籽清机、倾斜式籽清机II、回收式籽清机、轧花机上部完成籽棉清理;轧花机之后的环节为皮棉清理,主要由气流式皮清机、锯齿式皮清机I和锯齿式皮清机II完成。
本文从整个机采棉加工流程的全过程综合考虑,通过先期试验,选取对棉花清理有显著影响效果的倾斜式籽清机I刺钉滚筒转速、提净式籽清机锯齿滚筒转速、倾斜式籽清机II刺钉滚筒转速、回收式籽清机刺钉滚筒转速、轧花机上部提净滚筒转速、锯齿式皮清机I锯齿滚筒转速、锯齿式皮清机II锯齿滚筒转速等7个变量作为优化控制的研究对象,从籽棉清理、皮棉清理各环节,重点研究上述各设备参数的变化对棉花加工性能的综合影响规律,各加工变量之间相互制约、综合作用,该优化控制对象是一个非线性、多变量优化问题。
2 机采棉检测参数及优化控制目标
对机采棉的质量检测参数主要包括:含杂率、颜色级、上半部长度、长度整齐度、短纤维指数、马克隆值、断裂比强度等[19]。其中含杂率可以由杂质面积和杂质颗粒数体现,它受籽棉清理设备、皮棉清理设备的直接作用;颜色级由反射率和黄度决定,这两个指标分别反映了棉纤维对白色光和黄色光的反射程度,棉纤维的平整度、梳理程度对该参数有影响;清理过程由于机械的拨打、钩拉、冲击、梳刷会降低纤维长度,从而使上半部长度、长度整齐度、短纤维指数发生变化;加工还会影响到棉纤维细度,从而影响马克隆值;同时,加工造成的纤维表面微观损伤会影响断裂比强度。
棉花质量检测参数受到机采棉加工环节的直接影响,并且随着设备参数的改变,棉花的性状参数会随之变化[20-21]。本文选用上述检测参数作为机采棉加工过程中的监测变量,同时作为整个加工系统控制的优化目标,这些优化控制目标相互权衡,共同对多个优化控制变量提出要求,形成一个多变量耦合、多目标优化问题。
3 试验与分析
3.1 试验装置与材料
试验设备由山东天鹅棉业机械股份有限公司设计生产,相关的设备如表1所示。
表1 试验设备
一般棉花清理设备的运转速度固定不变,加工现场不根据籽棉的性状特征参数进行调节控制。为此,试验中对设备进行改造升级,采用监控层、控制层、设备层的构架模式,开发了机采棉智能加工系统。上位机总控制台通过工业以太网对PLC(三菱Q02HCPU)实现数据监控及指令控制;PLC通过CC-Link现场总线连接远程DA模块(三菱AJ65SBT-62DA)和远程IO模块(三菱AJ65SBT-32T),分别用于实现各滚筒电动机转速的远程控制及其测量,以便实现闭环控制,同时更换各滚筒胶带轮,控制系统结构如图2所示。

图2 控制系统结构框图Fig.2 Structure diagram of control system
试验中的总控制台如图3所示,现场设备照片如图4所示。

图3 总控制台Fig.3 Central console photo

图4 现场设备Fig.4 Field equipment photo
试验材料为新疆机采籽棉,由棉花加工厂提供。试验过程中,2台干燥机使籽棉回潮率控制在6.5%~8.5%,产量为中级,试验分别在倾斜式籽清机I之前和锯齿式皮清机II之后的输棉管道中布置取样点,2个取样点之间为整个机采棉籽棉清理、轧花、皮棉清理过程。
3.2 试验方案与结果
试验因素为加工过程关键环节的7个重要设备转速,采用响应面分析法的中心组合设计试验方法,考虑到设备转速过低会造成产量下降、容易造成产线堵塞,转速过高会影响设备运行的稳定性,试验中7个变量的编码-α、-1、0、1、α所对应的设备转速分别为23.73 Hz、30 Hz、40 Hz、50 Hz、56.27 Hz。为进行试验控制研究,对7台设备加装变频器控制转速,由于各设备的额定转速并不相同,但是可以使用相同的频率编码值表示。为了方便表达,本文中转速用频率值表示。
对于每次试验,在改变设备转速参数并稳定加工10 min后,分别在2个取样点各采集5个样本,样本平均值作为各取样点当次的试验数据,样本送当地纤维检验局,使用HVI1000大容量棉花测试仪器检测杂质面积、杂质颗粒数、反射率、黄度、上半部长度、长度整齐度、短纤维指数、马克隆值、断裂比强度9个参数。在进行某项指标的试验结果分析时,使用2个取样点之间的参数变化率yi作为衡量指标,具体公式为
(1)
式中zia、zib——第i项指标的前、后取样点检测值
设计试验共50次,中心点试验6次,试验设计方案与试验结果如表2所示。
3.3 数据模型建立
根据试验数据,采用Design-Expert处理软件,首先进行数据模型的初步建立,然后根据方差分析结果,去掉P>0.05的作用项,以剩余的显著项建立简化模型,最后手动添加一个必要的作用项,进一步提高拟合度。最终建立的杂质面积变化率y1的数据模型为
y1=1.161 0×102-1.277 7x1+1.831 0×10-2x2-
1.007 0×10-2x3+9.395 4×10-2x4-0.836 43x5-
2.068 1x6-3.897 7x7+5.070 8×10-3x1x6-
9.999 4×10-3x2x3-4.418 8×10-3x2x4-
5.835 2×10-3x2x5-1.050 4×10-2x2x6+
1.144 9×10-2x2x7-9.072 4×10-3x3x4+1.231 5×
10-2x3x5+1.649 9×10-3x3x6+1.376 8×10-2x3x7-
4.251 4×10-3x4x5-8.137 4×10-3x4x6+2.049 5×
10-3x5x6+1.158 1×10-2x5x7+1.403 3×10-2x6x7+



(2)
依次可以建立其余8个测试目标的拟合回归数据模型。对机采棉各检测参数目标进行的方差分析结果如表3所示,可以看出各模型的P值均小于0.000 1,模型回归方差显著;失拟项P值均大于0.05,不显著;另外,各模型的R2均大于0.9,模型拟合程度好。
数据模型的建立为机采棉加工参数整体优化方案的解决提供了明确的数据关系模型,为优化算法的使用提供了基础条件。
3.4 综合影响因素分析
在机采棉加工数据模型中,变量间的耦合作用对各目标存在影响。以杂质面积变化率目标为研究对象,选取耦合因素中最具有显著性的倾斜式籽清机Ⅱ刺钉滚筒转速与锯齿式皮清机Ⅱ锯齿滚筒转速为分析对象,两者的耦合作用对杂质面积的影响如图5所示,在30~40 Hz的较低转速段,随着这两种设备滚筒速度的增加,杂质面积迅速降低;在45~50 Hz的高转速段,设备转速的增加对降低杂质面积的作用逐渐减小。因此,在机采棉加工时,不应过分通过提高设备转速来达到清理杂质的目的。
以杂质颗粒数变化率目标为研究对象,选取耦合因素中显著性较强的提净式籽清机锯齿滚筒转速与倾斜式籽清机Ⅱ刺钉滚筒转速为分析对象,两者的耦合作用对杂质颗粒数变化率的影响如图6所示,这两个设备的转速过低或者过高对杂质颗粒数变化率的降低均不利,这是因为过低的滚筒转速造成刺钉或者锯齿对棉纤维和杂质的冲击、钩拉作用力不足,不能实现两者的有效分离;过高的转速会将籽棉中的大面积杂质打碎,使得杂质颗粒数降低幅度减小,细小琐碎的杂质有时会增加清理难度。因此,机采棉加工工艺有必要选择适合杂质清理的设备转速范围。

表2 试验方案与结果
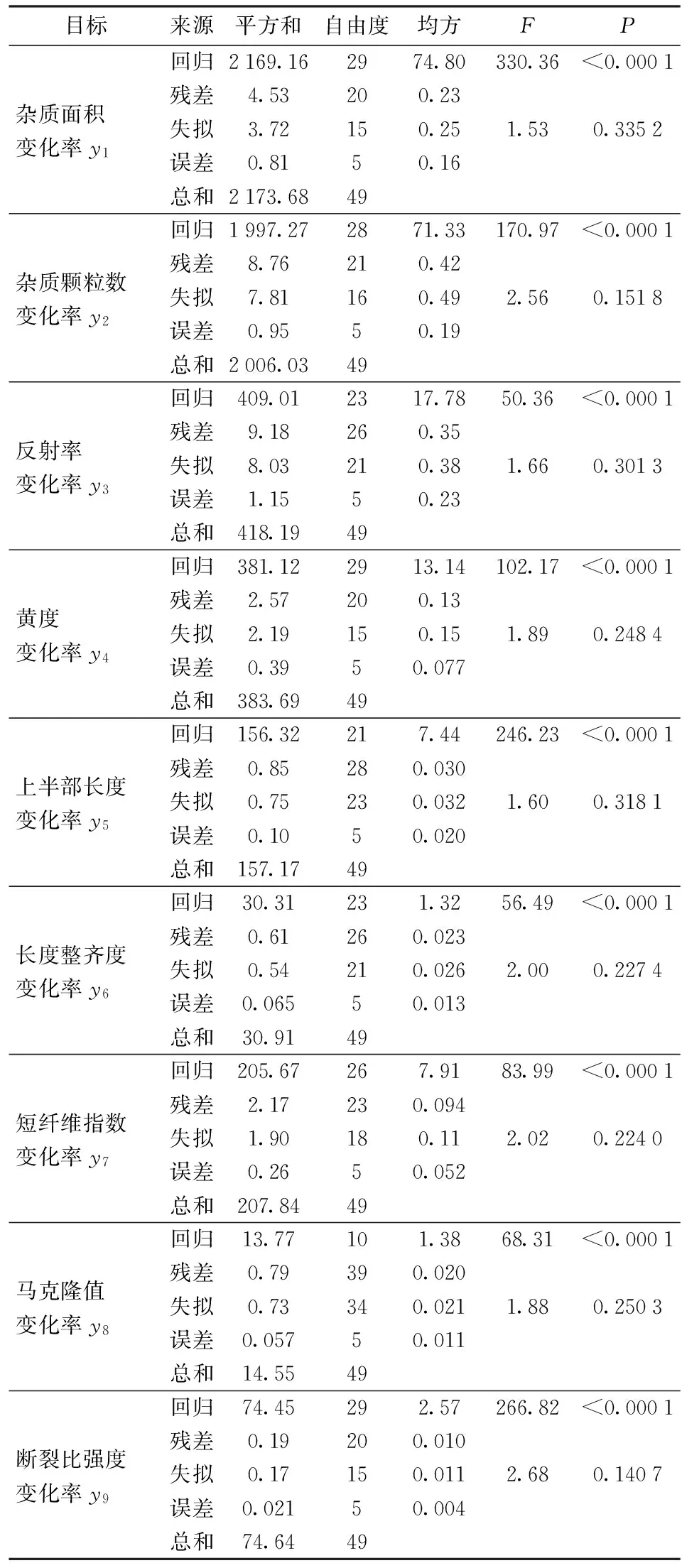
表3 检测参数方差分析
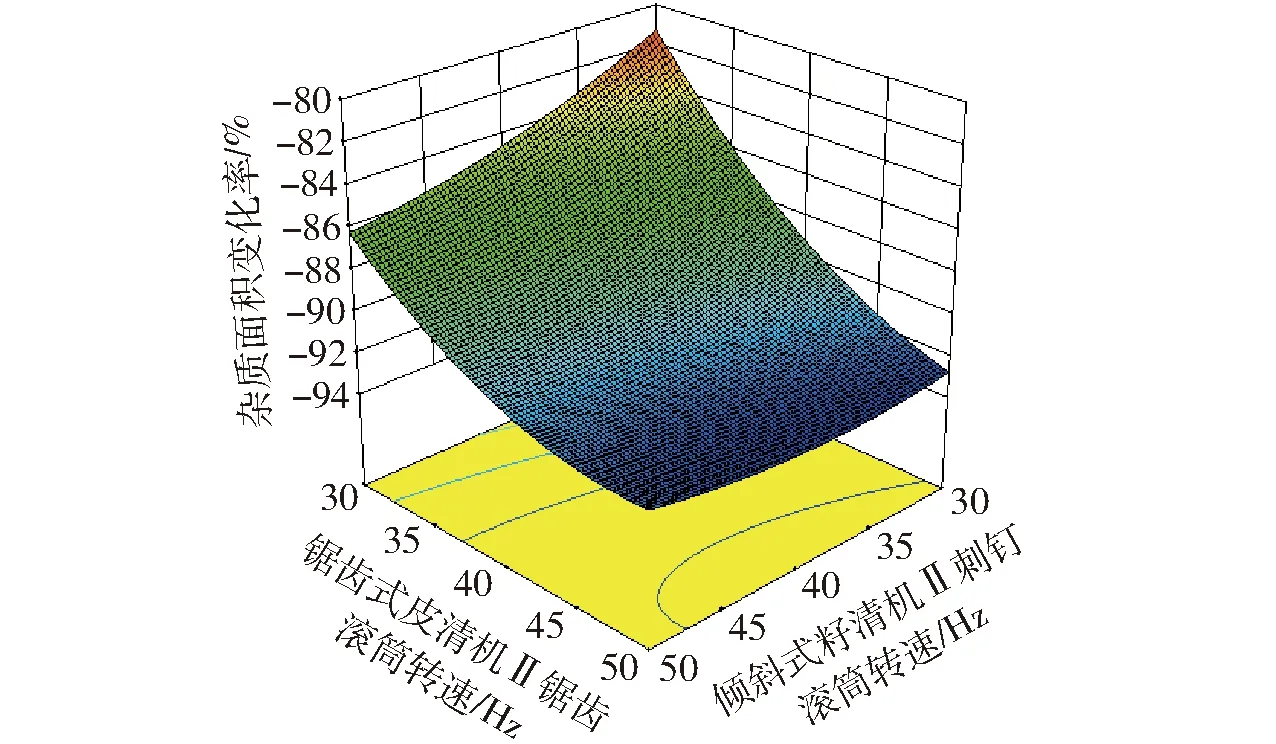
图5 倾斜式籽清机II刺钉滚筒转速与锯齿式皮清机II锯齿滚筒转速对杂质面积变化率的综合影响Fig.5 Comprehensive influence of inclined seed cotton cleaner II barbed nail roller rotational speed and saw lint cleaner II sawtooth roller rotational speed on change rate of trash area
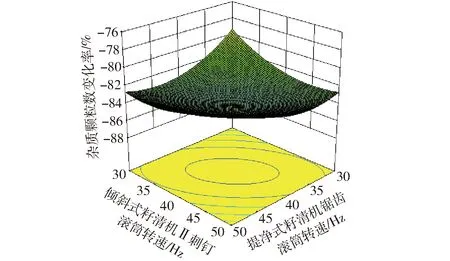
图6 提净式籽清机锯齿滚筒转速与倾斜式籽清机II刺钉滚筒转速对杂质颗粒数变化率的综合影响Fig.6 Comprehensive influence of stripper and stick cleaner sawtooth roller rotational speed and inclined seed cotton cleaner II barbed nail roller rotational speed on change rate of trash count
以棉花纤维上半部长度变化率目标为研究对象,选取耦合因素中最具有显著性的锯齿式皮清机Ⅰ、Ⅱ锯齿滚筒转速为分析对象,两者的耦合作用对上半部长度变化率的影响如图7所示,随着锯齿式皮清机锯齿滚筒转速的提高,纤维上半部长度降低幅度逐渐增大,在45~50 Hz的高转速段,纤维长度急剧降低。另外,虽然两台皮清机的设备参数相同,但是锯齿式皮清机Ⅰ的影响作用要大于锯齿式皮清机Ⅱ,分析认为,在经过了输棉、两级干燥、两级籽棉清理、轧花、气流皮清等多项工序后,棉花纤维已经积累了相当程度的疲劳损伤,纤维微观表面出现裂痕,同时锯齿式皮清机的钩拉、梳理作用强烈,在首次经过该设备时,会加快纤维的断裂,造成长度降低。因此,锯齿式皮清机对皮棉的梳理作用明显,但是机采棉加工不应过度依赖它来改善产品的外观形态,该设备在高转速下对棉花纤维的损伤非常严重。

图7 锯齿式皮清机I、II锯齿滚筒转速对上半部长度变化率的综合影响Fig.7 Comprehensive influence of saw lint cleaner I sawtooth roller rotational speed and saw lint cleaner II sawtooth roller rotational speed on change rate of upper half mean length
利用Design-Expert软件依次得出各因素对其余各目标参数的影响规律,为定量优化机采棉加工参数提供参考依据。机采棉加工过程中各目标对加工参数的要求不尽相同,甚至相互矛盾。对于清杂方面的指标,一般要求设备转速较高,增加机械作用力;但是对于纤维质量方面的指标,则设备转速会比较有利,尽量降低纤维损伤。因此,需要权衡各目标之间的轻重,统筹考虑各因素与各变量的关系,建立统一的优化目标模型。
4 基于遗传算法的加工工艺优化
4.1 总体优化控制目标
机采棉加工后的皮棉产品,既需要提高棉花外观品质,要求含杂率小、颜色级高;同时又要保证纤维内在质量,要求上半部长度大、长度整齐度一致、马克隆值适中、断裂比强度高。对于该多目标优化控制问题,不能盲目强调某些目标,而使棉花综合质量受到影响,本文从加工企业的实际需要出发,建立以加工皮棉产品成交价格G最大化的总体优化控制目标,即
maxG(yi(xj)) (i=1,2,…,9;j=1,2,…,7)
(3)
式中,价格G可以根据时下的皮棉交易价进行查表得出;yi(xj)表示加工过程中7个设备转速xj对9个控制目标yi影响的数据模型。
总体优化控制目标的建立将多目标问题转换为单目标问题,为整体方案的求解确定了评价指标。
4.2 智能优化算法求解
为了确定最优加工方案,确定各设备的转速,需要对建立的多变量单目标非线性模型进行求解。考虑系统运行的可靠性,在实际加工生产中,本文选用基础理论比较成熟的遗传算法进行求解。对设备转速变量采用实数编码,首先从初始种群出发,以最高成交价格为适应度函数对个体进行评价、排序,然后从种群中选择优良个体,在保留少数最优个体的基础上,通过交叉、变异操作产生新一代种群。迭代循环该过程,直至达到终止条件,完成各优化控制变量的参数求解。针对该批次棉花,加工设备倾斜式籽清机I和II、提净式籽清机、回收式籽清机、轧花机上部、锯齿式皮清机I和II的转速分别为495、484、727、472、1 131、822、763 r/min。
4.3 试验控制效果
使用传统加工方式与本文控制系统分别进行对比试验,选取最能反映含杂率的杂质面积变化率和最能反映纤维损伤程度的上半部长度变化率,试验结果如图8所示。在系统控制下,加工后的皮棉产品杂质面积变化率降低约7个百分点,上半部长度变化率提高约2个百分点,并且检测数值波动较小,产品质量较为稳定。试验结果表明,本文方法在降低机采棉含杂率的同时,能够有效保证纤维质量。
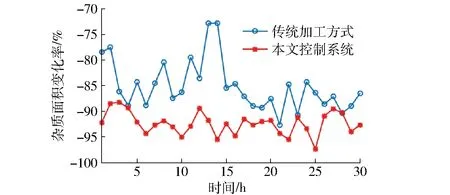
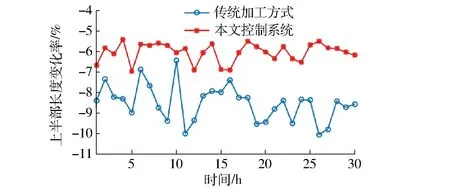
图8 试验结果Fig.8 Results of experiment
5 结论
(1)对于机采棉加工工艺的质量控制指标,全部使用HVI仪器测量,避免人工检测的不稳定性,符合新的棉花质量检验标准。综合考虑皮棉产品外观形态及纤维内在质量等多方面因素,确定机采棉加工的9个优化控制目标。 针对棉花加工设备自动化程度低的现状,完成设备升级改造,实现数字化控制,为设备的自动控制创造条件,统筹考虑籽棉清理、轧花及皮棉清理全过程,确定7个关键设备的转速作为优化控制变量。
(2)采用响应面分析法的中心组合设计试验方法建立控制变量与控制目标之间的数据模型,为整体优化方案的解决提供明确的数据关系模型,为优化算法的使用提供基础条件。
(3)为权衡各优化控制目标,建立以加工皮棉产品成交价格最大化的总体优化控制目标,作为遗传优化算法的适应度评价函数,通过并行迭代求解,得到优化后的各控制变量参数,加工设备倾斜式籽清机I和II、提净式籽清机、回收式籽清机、轧花机上部、锯齿式皮清机I和II的转速分别为495、484、727、472、1 131、822、763 r/min。实现机采棉加工工艺参数的优化控制。在系统控制下,加工后的皮棉产品杂质面积变化率降低约7个百分点,上半部长度变化率提高约2个百分点,实现了棉花加工外观品质与纤维内在质量的平衡。
1 武建设, 陈学庚. 新疆兵团棉花生产机械化发展现状问题及对策[J/OL]. 农业工程学报, 2015, 31(18):5-10.http:∥www.tcsae.org/nygcxb/ch/reader/view_abstract.aspx?file_no=20151802&flag=1.DOI:10.11975/j.issn.1002-6819.2015.18.002. WU Jianshe, CHEN Xuegeng. Present situation, problems and countermeasures of cotton production mechanization development in Xinjiang production and construction corps[J/OL]. Transactions of the CSAE, 2015, 31(18):5-10. (in Chinese)
2 ANTHONY W S. Impact of adding moisture at the gin lint slide on cotton fiber quality[J]. Applied Engineering in Agriculture, 2004, 20(6):719-734.
3 ANTHONY W S, BYLER R K. System and method for materials process control: US, 5805452[P]. 1998-09-08.
4 ANTHONY W S. Impact of cotton gin machinery sequences on fiber value and quality[J]. Applied Engineering in Agriculture, 1995, 12(3):351-363.
5 BYLER R K, DELHOM C D. Evaluation of fiber and yarn quality with and without seed cotton cleaner material produced in a commercial cotton gin[J]. Applied Engineering in Agriculture, 2013, 29(5):621-625.
6 DELHOM C D, BYLER R K. Saw-type lint cleaner damage as related to saw speed[C]∥ASABE 2009 Annual International Meeting, 2009:2747-2754.
7 HARDIN R G, BYLER R K. Evaluation of seed cotton cleaning equipment performance at various processing rates[J]. Applied Engineering in Agriculture, 2013, 29(5):637-647.
8 WANJURA J D, GAMBLE G R, HOLT G A, et al. Influence of grid bar shape on field cleaner performance—field testing[J]. Journal of Cotton Science, 2012, 16(4):255-267.
9 李慧, 王昊鹏. 籽棉异性纤维清理机多目标清理自适应控制模型[J/OL]. 农业工程学报, 2015, 31(7):39-46.http:∥www.tcsae.org/nygcxb/ch/reader/view_abstract.aspx?file_no=20150706&flag=1.DOI:10.3969/j.issn.1002-6819.2015.07.006. LI Hui, WANG Haopeng. Multi-objective adaptive control model of foreign fiber cleaner used in seed cotton[J/OL]. Transactions of the CSAE, 2015, 31(7): 39-46. (in Chinese)
10 张若宇, 丁竹青, 李晓良, 等. 基于虚拟仪器的籽棉残膜分离装置测试系统[J/OL]. 农业机械学报, 2014, 45(10): 97-102. http:∥www.j-csam.org/jcsam/ch/reader/view_abstract.aspx?file_no=20141016&flag=1. DOI:10. 6041/j.issn. 1000-1298.2014.10.016. ZHANG Ruoyu, DING Zhuqing, LI Xiaoliang, et al. Automatic monitor system for mesh roller type unginned cotton and film remnant separator based on virtual instrument[J/OL]. Transactions of the Chinese Society for Agricultural Machinery, 2014, 45(10): 97-102. (in Chinese)
11 王兆国, 冯显英, 王昊鹏. 籽棉清理漏斗形重杂分离器的参数优化与试验[J/OL]. 农业工程学报, 2016, 32(21): 30-36.http:∥www.tcsae.org/nygcxb/ch/reader/view_abstract.aspx?file_no=20162104&flag=1.DOI:10.11975/j.issn.1002-6819.2016.21.004. WANG Zhaoguo, FENG Xianying, WANG Haopeng. Parameter optimization and experiment of funnel-shaped heavy impurity separator in seed cotton cleaning process[J/OL]. Transactions of the CSAE, 2016, 32(21):30-36. (in Chinese)
12 徐红, 曹吉强, 叶伟, 等. 锯齿式皮棉清理对机采棉性能的影响[J]. 纺织学报, 2014, 35(1):35-39. XU Hong, CAO Jiqiang, YE Wei, et al. Influence of saw type lint cleaning on performance of machine stripped cotton[J]. Journal of Textile Research, 2014, 35(1):35-39. (in Chinese)
13 董全成, 冯显英. 基于自适应模糊免疫PID的轧花自动控制系统[J/OL]. 农业工程学报, 2013, 29(23):30-37. http:∥www.tcsae.org/nygcxb/ch/reader/view_abstract.aspx?file_no=20132305&flag=1.DOI:10.3969/j.issn.1002-6819.2013.23.005. DONG Quancheng, FENG Xianying. Cotton-gin automation by using adaptive fuzzy immune PID controller[J/OL]. Transactions of the CSAE, 2013, 29(23):30-37. (in Chinese)
14 谢占林. 机采棉加工主要工序对棉花品质指标影响程度比较研究[D]. 乌鲁木齐:新疆大学, 2015.
15 山东天鹅棉业机械股份有限公司. 一种棉花加工质量在线智能检测及控制方法:中国, 201610188234.2[P]. 2016-06-08.
16 王玲, 郑奎, 王超峰. 基于ARM和DSP的嵌入式收获前籽棉分级系统[J]. 农业机械学报, 2011, 42(增刊): 156-161. WANG Ling, ZHENG Kui, WANG Chaofeng. Design of embedded system for grading of pre-harvest cotton based on ARM and DSP[J]. Transactions of the Chinese Society for Agricultural Machinery, 2011, 42(Supp.): 156-161. (in Chinese)
17 张成梁, 李蕾, 董全成, 等. 基于颜色和形状特征的机采棉杂质识别方法[J/OL]. 农业机械学报, 2016, 47(7):28-34, 41.http:∥www.j-csam.org/jcsam/ch/reader/view_abstract.aspx?file_no=20160705&flag=1. DOI:10.6041/j.issn.1000-1298.2016.07.005. ZHANG Chengliang, LI Lei, DONG Quancheng, et al. Recognition method for machine-harvested cotton impurities based on color and shape features[J/OL]. Transactions of the Chinese Society for Agricultural Machinery, 2016, 47(7): 28-34, 41. (in Chinese)
18 ZHAO Xuehua, LI Daoliang, YANG Bo, et al. Feature selection based on improved ant colony optimization for online detection of foreign fiber in cotton[J]. Applied Soft Computing, 2014, 24:585-596.
19 GB1103—2012 棉花 第1部分:锯齿加工细绒棉[S]. 2012.
20 HOLT G A, LAIRD J W. Power roll gin stand technology: evaluation and optimization of rib rail angle and ginning point modifications on a retrofitted lummus gin stand[J]. Applied Engineering in Agriculture, 2010, 26(2):209-215.
21 BAKER K D, HUGHS E, FOULK J. Cotton quality as affected by changes in spindle speed[J]. Applied Engineering in Agriculture, 2010, 26(3):363-369.
Intelligent Control and Optimization Experiment of Machine-harvested Cotton Processing
ZHANG Chengliang1LI Lei2DONG Quancheng1FENG Xianying3WANG Haopeng3,4
(1.SchoolofMechanicalEngineering,UniversityofJi’nan,Ji’nan250022,China2.SchoolofMechanicalandAutomotiveEngineering,QiluUniversityofTechnology,Ji’nan250353,China3.KeyLaboratoryofHighEfficiencyandCleanMechanicalManufacture,MinistryofEducation,ShandongUniversity,Ji’nan250061,China4.ShandongPoliceCollege,Ji’nan250014,China)
The machine-harvested cotton was processed through multistage seed cotton cleaning and lint cleaning, and cotton fiber was damaged inevitably. With the balance of appearance quality and inherent quality, the research method and testing program for process optimization control of machine-harvested cotton processing technology were proposed. According to the latest cotton quality inspection standard, nine parameters optimization targets such as trash area, trash count, reflectance, yellowness, upper half mean length, length uniformity, short fiber index, micronaire and strength were determined, and global optimization goal for the maximum transaction price of lint processing products was established. Seven rotational speed variables of cleaning machines, including inclined seed cotton cleaners I and II, recovery seed cotton cleaner, upper cotton gin, stripper and stick cleaner, saw lint cleaners I and II were selected as optimized control variables, which had significant effect on cotton cleaning. Architecture model based on monitoring layer, control layer and equipment layer was adopted, and upgrading key equipment automation was completed. The data model between control targets and control variables was built by using central composite design of response surface methodology. Taking global optimization control goal as fitness evaluation function, genetic algorithm was proposed to calculate the multivariate data model solution. Seven rotational speeds were 495 r/min, 484 r/min, 727 r/min, 472 r/min, 1 131 r/min, 822 r/min, 763 r/min, respectively. The test results showed that the change rate of trash area for processed lint products was reduced by 7 percentage points, the change rate of upper half mean length was increased by 2 percentage points, and product quality was more stable. The suggested method guaranteed fiber quality effectively with reduction of impurity content.
machine-harvested cotton; processing; intelligent control; parameter optimization; response surface methodology; genetic algorithm
10.6041/j.issn.1000-1298.2017.04.009
2017-01-09
2017-01-24
国家自然科学基金项目(51305164、51405194)和山东省重点研发计划项目(2016GNC110025)
张成梁(1983—),男,讲师,博士,主要从事图像检测识别、智能仪器仪表和优化控制研究,E-mail: me_zhangcl@ujn.edu.cn
TS101.9; TS102.2+11
A
1000-1298(2017)04-0073-09
