静走丝线切割控制系统及加工工艺的关键技术研究
2017-06-03李存震叶锦华
李存震+叶锦华
摘 要: 静走丝电火花线切割加工是一种高级的工件加工技术,在我模具制造、刀具制造、复合材料加工、高精密复杂零件加工中都发挥着至关重要的作用。静走丝线切割控制系统和电火花线切割加工工艺是静走丝机床的核心部分,对于机床加工过程中的稳定性、加工精度、加工效率都有很大的影响。本文将针对静走丝线切割控制系统和电火花线切割加工工艺关键技术进行研究,为我国电火花加工工艺的可靠性提供基本保障。
關键词: 静走丝线切割控制系统;加工工艺;关键技术
前言:电火花加工是一种通过放电产生的热能和电能进行加工的一种工艺手段,是电火花线切割加工工艺的原理,通过与静走丝线切割控制系统的配合使用来实现工件生产与加工的目标,能够根据用户要求准确的进行工件切割,尤其是在一些沟槽、难加工材料、复杂不规则形状等方面的加工领域获得了高度的重视,具有切割能力强、加工效率高、生产质量好、切割精密性高等优势。
一、静走丝线切割控制系统的设计
静走丝线切割控制系统是静走丝机床的核心部门,系统的稳定运行直接决定了工件加工的质量、效率和稳定性。因此,加强对静走丝线切割控制系统设计的研究和规划是非常必要的。
(一)静走丝线切割控制系统设计方案
静走丝线切割控制系统属于开放性的结构,在实际应用过程中为用户提供了一个开放式的高效平台,针对不同用户的实际需求提供特定的功能,通过软件功能和硬件结构的合理设计来提高静走丝线切割控制系统的应用性能,最大限度的确保静走丝线切割控制系统的可操作性、可移植性、可缩放性等功能。目前,静走丝线切割控制系统设计方案有三种:
1.PC嵌入CNC
近几年来,在科学技术飞速发展的背景下,PC技术在各个领域中的应用获得了高度的重视,将PC与CNC的结合已经成为现代工业领域一种常见的技术工艺,利用PC技术对静走丝线切割控制系统非实时控制的部分进行处理,利用传统技术对静走丝线切割控制系统实时控制部分进行处理。但是,静走丝线切割控制系统在实际应用中不能满足PC技术的各种需求,经常会限制PC的发展[1]。
2.CNC嵌入PC
目前,CNC嵌入PC的形式已经成为一种新型的静走丝线切割控制系统设计模式,依然是利用PC技术对静走丝线切割控制系统非实时控制部分进行处理,但是用CNC单元代替了传统技术进行静走丝线切割控制系统实时控制的处理,进一步提升了人机交互界面的开放性和独特性。
3.全软件化CNC
随着PC技术应用程度的逐渐深入,静走丝线切割控制系统在设计的时候也大量的使用了PC技术,在PC技术的基础上对静走丝线切割控制系统进行实时控制,进一步实现了控制器的PC化和控制方案软件化。但是,这种全软件化CNC的形式却在一定程度上降低了静走丝线切割控制系统的实时处理能力。
(二)静走丝线切割控制系统硬件设计与软件设计
静走丝线切割控制系统的硬件主要包括PC机、运动控制卡、高频脉冲电源、变频器等装置,每一种设备在系统运行过程中都发挥着至关重要的作用,还需要针对静走丝线切割控制系统的实际情况进行相关设备的合理配置。静走丝线切割控制系统采用了模块化设计的形式进行软件设计,这种设计方式的独立性强、柔性化程度高,在进行系统软件设计修改的时候,只需要针对相应的模块进行调试即可,不需要大面积的进行改进,为维护人员的工作提供了很大的便利[2]。
二、静走丝电火花线切割加工工艺关键技术的研究
静走丝电火花线切割加工工艺与传统的加工工艺相比有很大的优势,在模型的构建上也存在一定的差异。传统加工工艺的模型主要为物理模型和数学模型,结合传统回归分析的方式进行模型分析,最终确定加工工艺的效果。但是这种建模方式在分析的过程中非常复杂,并且具有一定的随机性,很难准确的构建静走丝电火花线切割加工过程的物理模型和数学模型,大大降低了实验结果的准确性还需要从其他角度来进行静走丝电火花线切割加工工艺的研究。
(一)响应曲面法关键技术的应用
响应曲面法是一种新型的研究静走丝电火花线切割加工工艺的关键技术,结合数学、统计学等多种理论知识进行试验设计,通过研究多因子输入和多响应输出之间的数学关系,来解决非线性数据处理的相关问题。响应曲面法的使用在一定程度上降低了实验结果的误差,将复杂的输入因子和输出响应利用简单的一次或二次多项式模型来拟合,从根本上提高了实验结果的准确性,与传统的数学模型和物理模型的分析方式相比有很大的优势[3]。
(二)响应曲面法的实验分析
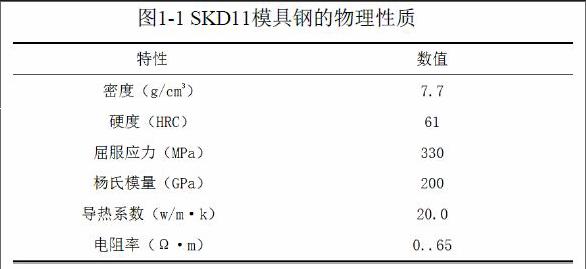
本文采用SKD11模具钢作为研究材料,SKD11模具钢是一种高碳高铬合金工具钢,具有极强的硬度和淬透性,在尺寸上也比较符合实验要求,表1-1为SKD11模具钢的物理性质。
静走丝电火花线切割加工工艺主要分为三个环节,分别是粗加工、精加工和修细加工。粗加工能够在一定程度上提高静走丝电火花线切割的工作效率,修细加工注重对工件表面质量的加工,而精加工既要提升静走丝电火花线切割的工作效率,又要确保工件的加工质量,对于加工工艺的考察比较严格[4]。
结论:综上分析可知,静走丝电火花线切割加工工艺和静走丝线切割控制系统在静走丝机床的使用过程中占据着核心的地位,其合理使用能够有效提升静走丝机床的工作效率,为工件加工的质量、精度和稳定性提供基本保障。本文总结了大量文献资料中的内容,明确模具加工市场对静走丝线切割控制系统的个性化需求,结合实际需求进行系统设计,最大限度的发挥出静走丝电火花线切割加工工艺的实际效果,确保能够制造出更加符合要求的工件,推动企业经济建设和社会效益的可持续发展。
参考文献
[1]王鑫鑫.慢走丝线切割机床加工电压和电流的采样与控制设计[D].苏州大学,2011.
[2]张臻.中走丝线切割控制系统及加工工艺的关键技术研究[D].华中科技大学,2014.
[3]陆程,时伟.往复走丝线切割电极丝恒张力控制系统研究[J].机床与液压,2015,23:50-53.
[4]范益民.基于Linux的往复走丝线切割机床数控系统的通讯及电机控制研究[D].上海交通大学,2010.
