安川CIMR-VA4A0005变频器在数控机床的应用
2017-06-01张强
张强
(沈阳机床股份有限公司沈一车床厂技术部,辽宁沈阳110142)
安川CIMR-VA4A0005变频器在数控机床的应用
张强
(沈阳机床股份有限公司沈一车床厂技术部,辽宁沈阳110142)
安川CIMR-VA4A0005(HD1.5 kW)变频器在ETC3650EE数控机床的应用,控制电路和PLC逻辑控制。
安川变频器;松本电动卡盘;三共刀架;PLC
0 前言
早期通用的变频器多采用开环恒压比(V/F为常数)的控制方式,其优点是控制结构简单、成本较低,缺点是系统性能不高。具体来说,其控制曲线随着负载的变化而变化;转矩响应慢,电机转矩利用率不高,低速时因定子电阻和逆变器死区效应的存在而使性能下降、稳定性变差,速精度受转差率及负载的影响,无法精确控制电机的实际转速,存在控制精度低、动态性能差、故障率高、控制功能少等缺点,而且提高定子电压的补偿难以完全与负载匹配,低速转矩不足。因此,V/F控制变频器尤其不适用于诸如数控机床主轴、伺服等要求高精度、快响应的传动机械。CIMRVA4A0005(HD1.5 kW)变频器采用先进的无速度传感器矢量控制技术,电机在低速时转矩大,且速度精度高,功能齐全,能够自动侦测电机动态运转的参数并做出相应调整,以保证电机在最高效率状态下运转,因此,无速度传感器矢量变频器可以代替交流伺服系统,是机床行业的最佳选择。
1 CIMR-VA4Ai0005变频器控制电路
机床配置的电动松本卡盘和三共刀架共用1个CIMRVA4Ai0005变频器,大大减少了机床配置的复杂性,提高了机床的通用性,控制原理见图1,多段速度指令选择见表1。

图1 控制原理
R,S,T表示3相380 V输入电源,控制端的输入端子S1~ S6由列表可知其功能,滑动电阻用来调节其输出电流(扭矩)大小,端子MB是变频器的故障输出,P1表示卡盘卡紧监测点,当电流(扭矩)到达设定值时,P1点的信号由0变为1,P2是第二电机选择检测点,当M2电机被选择后,P2点的信号由0变为1,MC1表示接触器,当MC1吸合后,表示选择M1电机,MC2表示接触器,当MC2吸合后,表示选择M2电机。电机M1用来控制卡盘卡紧和松开,由图1和图2可知,电机M1的正反转可以带动齿轮正反转运行,通过蜗轮蜗杆,运动传到扳手上,扳手顺时针旋转或者逆时针旋转可以实现卡盘卡紧松开功能。电机M2主要用来控制三共刀架换刀,由于三共刀架采用凸轮式的结构,刀架本身没有编码器,只有一个计数器和正位开关,因此要求变频器必须具备控制精度高,反应要求快的性能。
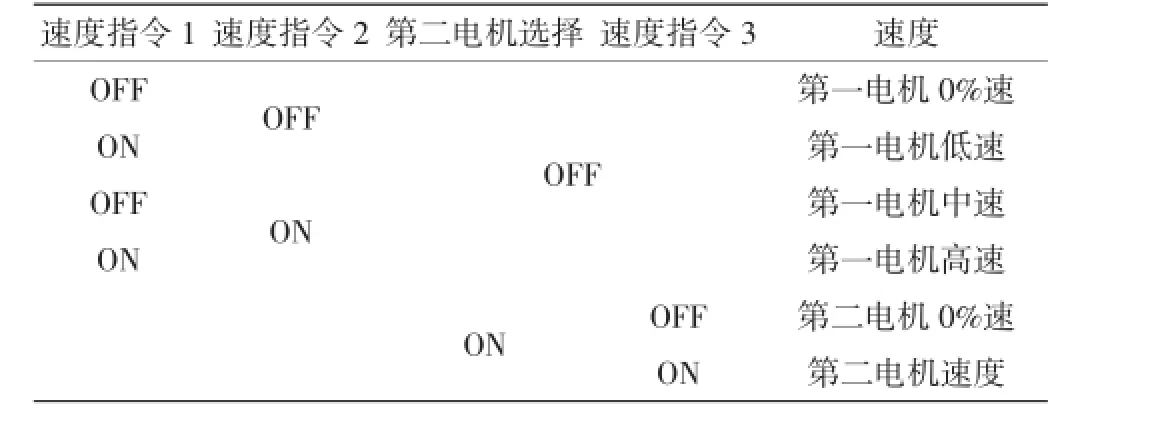
表1 脚号组合含义
2 PLC逻辑控制
在编制PLC程序的时候,一定要考虑其安全性,系统内部的编程软件和外部的硬件需做好互锁保护措施,比如接触器MC1和接触器MC2不能够同时吸合,扳手的底端没有落到卡盘的孔内时,禁止操作卡盘卡紧松开动作,扳手没有完全回退到安全位置时,不能启动主轴等,否则会对机床造成损坏甚至危害人的生命安全。
因为电机的旋转方向不一样,其输出的最大扭矩(变频器里由电流设定)是不一样的,所以在选择卡盘是内恰还是外卡时,其变频器里的参数是不一样的,如果改变内外卡功能而没有相应更改变频器里的参数,扳手往往会被破坏。

图2 松本卡盘机构图
(1)当卡盘卡工件的外径时,变频器参数修改。①H3-02由11改为10,端子AI功能选择,即正转转矩极限。②L7-01由200改为50,正转转矩极限值为50。③L7-02由50改为200,反转转矩极限值为200。
(2)当卡盘卡工件的内径时,变频器参数修改。①H3-02由10改为11,反转转矩极限值为200。②L7-01由50改为200,正转转矩极限值为200。③L7-02由200改为50,反转转矩极限值为50。
由图1可以看出,M1电机零速度外有3个速度可供选择,选择那个速度等级取决于控制的机械结构及负载,用户可以根据实际需求选择控制速度,ETC3650EE采用中等速度级。
由于三共刀架采用凸轮式的结构,所以存在一个电机转动而刀盘不转动的范围,每当刀位到位后,变频器要立即停止输出,电机要求立刻停止转动,但由于转动惯量的作用,电机停止后刀盘还要继续向旋转方向转过一定的角度,如果换刀过程中电机的转动速度过快或者过慢,会造成刀盘未转到正位或者过冲。应根据现场情况,任意给定某一个旋转速度(经验值1000)让刀盘旋转,刀盘检测到正位开关时停止旋转,查看凸轮的中间位置是否与正位开关位置相重合(中间位置目测即可),如果凸轮中间位置未到正位开关位置附近,可以把旋转速度提高,反之减小旋转速度,反复现场试验,直到找到满意的状态。三共刀架换刀时,其动力是由普通的交流电机通过皮带传递到刀架的轮盘上,由于其独特的结构,适合高速的换刀场合,与电动刀架、液压刀架相比,其换刀效率大大提高,且换刀时动作平稳,没有噪音,与德国的绍特伺服刀架相当。由于篇幅原因,上述两个电机相关的PLC程序不再具体编制。
〔编辑 凌瑞〕
TG659
B
10.16621/j.cnki.issn1001-0599.2017.01.27