基于机器视觉的纸盒包装定位技术研究
2017-06-01李渊朱铮涛张哲刘杰
李渊 朱铮涛 张哲 刘杰


摘要:针对传统天地盖纸盒成型机中光电跟踪系统定位精度低、误差大的问题,提出一种基于机器视觉的纸盒包装定位方法,设计并构建了一个视觉定位系统。分析了纸张定位要求与图像特征,采用了以一种以区域中心为特征点的匹配方法确定感兴趣区域,然后采用中值滤波消除图像噪声,运用Canny算子提取直线边缘、总体最小二乘法检测直线,经过几何运算计算面纸位置及旋转角度,实现了面纸位置的实时、准确、非接触式测量。在VS2012平台下调用OpenCV开源函数库实现定位算法和检测程序,将程序测量结果传至PLC控制系统,实现了纸盒的精准包装。
关键词:定位检测、机器视觉、直线检测、最小二乘法
中图分类号:TP393 文献标识码:A 文章编号:1009-3044(2017)08-0185-03
在包装机械行业中,纸盒成型机是制作高档精美天地盖纸盒的常用设备,传统全自动纸盒成型机采用光电跟踪系统进行纸盒与面纸定位贴合。光电跟踪系统原理是通过光电开关判断上料面纸(纸盒表面包装纸)是否到达冲模机械正下方,当面纸一端到达指定位置,触发光电开关后经过固定延时,履带停止转动,进行冲模。这种方法存在两个缺陷:一是上料面纸必须与履带绝对平行,而在实际生产过程中,利用气阀输送面纸,可能会造成面纸与履带存在角度偏差,在抓取纸盒的机械手运动轨迹不变的情况下,这种偏差会导致纸盒包装歪斜,形成次品;二是纸盒款式繁多,不同尺寸的面纸大小差异明显,每次更换纸盒类型,需要较长的时间去调试光电开关触发的延时时间以及冲模机械的运动轨迹,比较影响工作效率。近年来,机器视觉检测技术凭借着非接触、精度高、柔性好、速度快的特点,已经在国内外工业生产中得到广泛应用,将机器视觉技术引入包装行业中可以很好地克服光电跟踪系统中的缺陷。
本文提出一种基于机器视觉的纸盒包装定位方法,介绍了纸盒包装定位系统的图像采集模块,并分析了系统的工作原理。采用全局固定阈值分割面纸区域,以面纸区域中心为特征点设置感兴趣区域;为了提高定位精度,采用Canny算子进行边缘检测,采用总体最小二乘法获得精准的边缘直线。根据实验分析和实际生产测试,该系统的采集图像方案与检测算法满足了纸盒成型机的定位要求。
1纸盒定位要求与图像分析
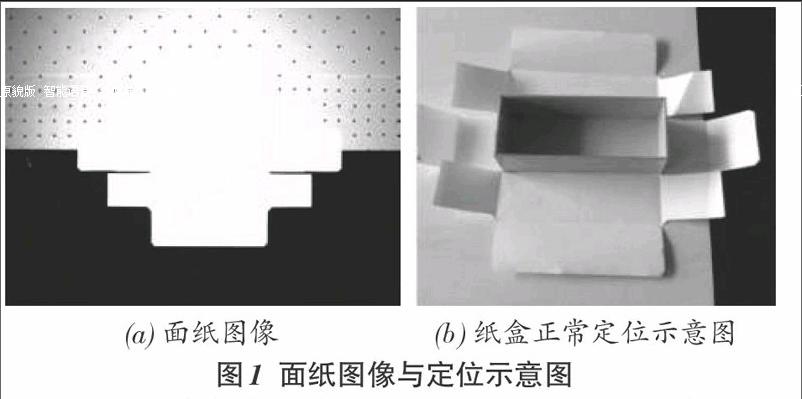
如图1a所示,一款矩形纸盒面纸平铺在履带上方,纸盒定位等价于检测面紙在相机坐标系里的坐标,纸盒定位要求为:
1)根据面纸图像计算纸盒世界坐标,输出x、y轴位置坐标以及面纸相对于履带中线的角度偏移;
2)纸盒大小范围:最大480mm*280mm;
3)X、Y轴位置精度为-0.5mm-+0.5mm,旋转精度为-10角分~+10角分;
4)检测速度3s/个;
5)更换纸盒种类时软件调参时间小于1min。
为了适应不同颜色面纸,将履带设计为黑色白色各占一半,每次处理只需取对比度大的一半图像。例如图示面纸为白色,则图像只取背景为黑色的下半部分。如图J6所示,纸盒包装标准为纸盒底面与面纸中心矩形完全重合,故求解纸盒位置等价于求解面纸中心矩形(如图2中虚线矩形)在相机坐标系中的位置,包含矩形关键点P0坐标(X,Y)以及P1P2倾斜角度三个参数。在半张面纸的图像中定位中心矩形位置,可以分三个步骤进行求解,首先提取面纸所在区域;二检测中心矩形两个端点P1与P2位置;三是通过几何运算算出结果。
2定位系统的组成与工作原理
2.1方案设计
基于机器视觉的纸盒包装定位系统主要由图像采集模块、图像处理软件模块与机械运动控制电路模块组成。图像采集模块主要由光源,光源控制器,镜头,CMOS以及图像采集卡构成,机械运动控制模块工作台,伺服电机等构成。
图像采集模块所采用的主要部件为:相机选用型号为分辨率为500万像素的acA2500-14gm德国Basler工业相机,高分辨率可以保证被测产品始终保持在相机视野范围之内,镜头选用8mm光学短焦大光圈镜头,光源为环形光源,正面打光。
2.2系统工作原理
如图3所示,计算机作为上位机负责控制图像采集卡采集图像及图像处理,工控机作为下位机负责控制气阀上料、履带转动以及机械手运动。计算机与工控机之间通过TCP协议进行网络通信。在计算机软件上设置面纸参数后执行定位程序由计算机发送执行指令给工控机。工控机接收执行命令后控制气阀输送面纸至履带一端,履带运动定长后停止转动,此时面纸位于相机视野内,工控机发送采图信号给计算机,并等待计算机返回检测数据。计算机接收采图信号后采集图像,计算出面纸中心矩形的世界坐标和旋转角度,将检测结果发送给工控机,而后工控机控制机械臂运动,夹住纸盒放置于面纸上,完成一次定位操作。
3算法设计与实现
3.1算法设计
由于纸盒种类繁多,导致面纸形状大小不尽相同,因而无法建立一个统一的模板,所以不宜采用模板匹配的方法进行定位。本文提出采用求差法进行解决,即对一类面纸首次测量时,取一张面纸置于相机正下方后采图,以此图像作为该类面纸的标准图像。如图3所示,在标准图像上通过计算机上位机程序手动设置感兴趣区域R1-R4,同时计算面纸区域中心,保存区域中心与R1-R4矩形中心的相对距离作为该类面纸参数,而后同类面纸首先计算面纸区域中心,通过中心位置确定感兴趣区域。然后分别求出ROI内直线11-14,进而可以计算出PI,P2坐标。算法流程图如图5所示。
3.2面纸区域提取与中心计算
恒定光照条件下,获取的一款白色面纸的图像如图6n所示。黑白两色各占一半的履带构成图像背景,根据背景颜色将图像分割为上下两部分,分别对这两部分求解灰色直方图,采用直方图中最高的波峰与其次高的波峰对应的灰度值之差表征对比度,差值越大表明对比度越高。进而选取对比度相对较大的一半图像(如图6b)进行阈值分割,常见的阈值分割方法有固定阈值分割法、迭代法、Qtsu法。迭代法与Qtsu法均属于自适应阈值分割法,计算量相对较大,在运行时间上不适合快速在线检测,同时由于面纸图像背景简单、颜色单一,故采用全局固定阈值分割法即可满足要求,本文根据物料为空时履带图像的灰度直方图的波谷设定图像的固定阈值。待测图像进行阈值分割后,在面纸区域内外有一些不规则大小的噪声区域,此时需要对阈值分割后的区域进行筛选,以区域面积为特征,选取面积最大的区域即为面纸区域。在形态学图像处理中,开操作抑制比结构元小的亮细节,闭操作抑制暗细节,它们常常以形态滤波的形式结合起来被用于图像平滑和噪声去除,对面纸区域进行形态滤波后得到平滑后的图像如图6c所示。
提取面纸区域后进行区域中心计算。由于面纸形状规则简单,因而可以利用面纸区域中心位置来表征面纸在图像中的具体位置。区域中心的坐标(x,y)为区域内所有点的坐标的均值,即:
(1)
解出面纸区域中心后,根据标准图像中得出来的参数可以得出四个感兴趣R1-R4。如图6d所示,叉交点处为面纸区域中心,图4中四个小矩形R1-R4为感兴趣区域。
3.3直线检测
确定感兴趣区域R1-R4后,对区域进行直线边缘检测,求出直线方程后就可以计算出面纸中心矩形两个端点P1、P2的坐标。直线检测是模式识别和计算机视觉中的基本任务之一,检测方法的精度和速度直接影响算法的可靠性和实时性,目前的常用方法集中在霍夫变换法和最小二乘法。霍夫变换法是一种参数估计技术,利用坐标系中点线对偶性求解直线解析方程,计算方法简单,但运算量大,内存占用多,无法满足本项目实时性的要求。最小二乘法是一种数学优化技术,它通过求解未知数据与实际数据的最小化误差的平方来寻找实际数据的最佳函数匹配,相对霍夫变换法而言具有较高的精度,同时降低了随机误差对线性检测精度的影响。
最小二乘法拟合直线存在方向性问题,只能选择以x轴变量或者y轴变量的残差最小来估计直线方程,选择的自变量不同,约束的目标也不同,使得同一组的观察数值具有两组不同的倚轴回归方程,降低了其实用性和准确性。而总体最小二乘法(Total Least Square,TLS)以点到直线的距离的残差最小来估计参数,同时考虑了x,y两个变量的误差,实现了所拟合的直线方程的唯一性。TLS受制于奇异值分解的复杂性,顾及自变量和因变量误差的总体最小二乘法在拟合过程中有忽略误差因子出现,故本文采用正交分解最小二乘法是以所有觀测点到拟合直线距离的平方和最小为基准对参数进行解算,构建的算法最为合理。
边缘点列U={(xi,yi)},i=1,2,3…,n连接起来近似直线,首先先求解所有采样点的均值记为x,y,将直线方程则转化为:
(2)
(2)
(4)
本文以求取RI区域内直线为例,RI原图为7a,采用中值滤波对图像进行预处理以消除随机噪声得到图7b,采用经典滤波算子Canny算子进行边缘检测实现边缘直线的粗略定位如图7c,在然后利用总体最小二乘拟合算法拟合直线获得精准的边缘直线如图7d。
3.4几何运算
4结果
本文根据纸盒成型机的检测要求搭建了一套视觉检测系统,包含图像采集系统以及软件处理程序。采用VS2012软件为开发工具,基于MFC框架编写了人工交互界面,利用开源图像处理函数库OpenCV函数库编写出了上位机软件。为验证系统的稳定性与准确性,在工厂现场选取3款不同大小的立方体纸盒进行50次实验测试,实验结果见表1。实验结果表明,该检测系统的测量误差均在企业要求范围之内,很好地满足了工业应用要求。
