联合焊接和应力放散与锁定施工工艺的改进
2017-05-31丁岩
丁岩
摘要:随着中国铁路速度的不断增加,钢轨焊接工艺要求也在不断地提高,为了建造高质量、高要求、高安全、高速度的精品工程,从而提出了联合焊接和应力放散与锁定相结合的焊轨作业方式。这种作业方式节约了资源和时间,节约了大量的人力物力,减少了成本的流失。
关键词:移动闪光焊;焊接工艺;創新;优化
引言
随着中国铁路的日益发展,实现国内的四纵四横,焊轨工作是及其重要影响极深的一个环节,对在线上的钢轨焊接技术要求越来越高,工艺技术要求越来越精湛,需要高效率、高质量的保证焊接作业的完成,实现修筑高质量、高要求、高安全、高速度的客运线路。
1.单独联合焊接和单独应力放散与锁定的焊轨作业方式
钢轨的焊轨作业由联合焊接和应力放散与锁定两部分构成,传统的焊轨作业方式是先单独进行联合焊接,再进行应力放散与锁定,这其中就会出现很多弊端:
1.1造成在同一线路上的反复性施工,人员的来回调运以及拆卸扣件和转运滚筒等,大大的增加了工程施工的工程量和难度;
1.2在独立联合焊接过程中由于锯轨所造成的钢轨轨缝越来越大,极大可能的导致重复性串轨或者插入短轨,加大了施工工程量和施工难度。
为了解决在这种施工方案下所带来的不必要的麻烦,在相应的条件下我们实行了联合焊接和应力放散与锁定相结合的方式,在这种施工作业方式下大大提高了施工的效率和质量,这种方法已在沈丹客运专线施工现场上得以推广和应用,有力的证明了这种施工方法的高效性、高质性和可实施性。
2.联合焊接和应力放散与锁定相结合的焊轨作业方式
在焊轨作业的过程中,根据放散的长度要求在1~2公里范围内,以1.5公里为一个联合,每完成一个联合的焊接时就进行应力放散与锁定。避免传统的焊轨方式带来的一些弊端,从而大大提高了施工的效率。
在进行联合焊接和应力放散与锁定相结和的施工方式时,有多种施工方案,在实际线路上根据实际情况调整小部分施工方案从而达到最快最好的焊轨施工作业。
以图一为例,为两个联合的联合焊接和应力放散与锁定。
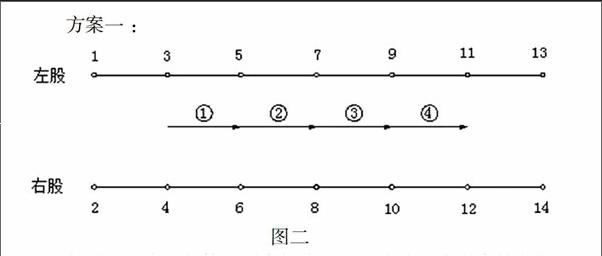
如图二,先进行第一联合焊接,1、2点为上个联合锁定焊接点(本联合零点)每段钢轨长度均为500米,其联合焊接点依次为3、4、5、6,根据线上焊接时弯道的影响会有变化,左右股焊接以先进行弯道外侧的焊接。在联合焊接的过程中,对锁定焊7、8的焊前轨缝预判,如锁定焊焊接点轨缝较小、温度适宜的情况下,可采取在进行完成第一联合焊接的时候直接对第一联合进行应力放散与锁定,根据公式△L=0.0118*△T*L,计算出每100米所应拉伸的长度,在400米和850米位置各放置一组撞轨器,1500米(7、8点)位置放置钢轨拉伸器对左股钢轨(任意一股都可)进行放散,在左股放散完成后,对1500米钢轨的前后200米进行快速锁定,锁定完成后可取下钢轨拉伸器,在放散完钢轨未出现缩轨的情况下对右轨以相同的方式进行应力放散,在左右股均完成应力放散后即可进行点7、8的锁定焊接,可采取相同的方式对下一联合进行联合焊接和应力放散与锁定。
方案二:
以相同的方式先进行第一联合的联合焊接,当钢轨未焊接前的轨缝已经变大,由钢轨拉伸器拉轨所造成的拉轨时间已经过长时,可采取另外的作业方式。
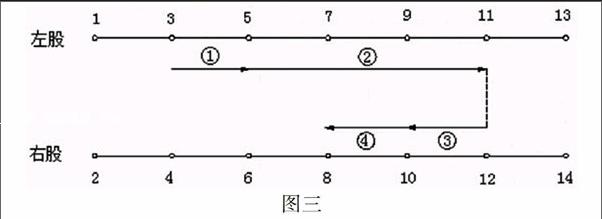
在图三中①为完成3、4点联合焊接后至5、6点,②为完成5、6点联合焊接完成后至11、12点联合焊接,③为完成11、12点联合焊接后至9、10点联合焊接,④为完成9、10点联合焊接后至7、8点锁定焊接。
在第一联合焊接完成后,在进行完5、6点的联合焊接时跳过7、8点锁定焊接点,此时可根据线上施工环境、轨缝大小、轨温温度和拉轨难易程度判断是否依次进行11、12、9、10点的联合焊接,在11、12、9、10点联合焊接的同时对第一联合进行应力放散,在7、8点应力放散完成,11、12、9、10点的联合焊接完成之后,焊机返回对7、8点进行锁定焊接,当锁定焊接完成之后即可进行第二联合的应力放散。
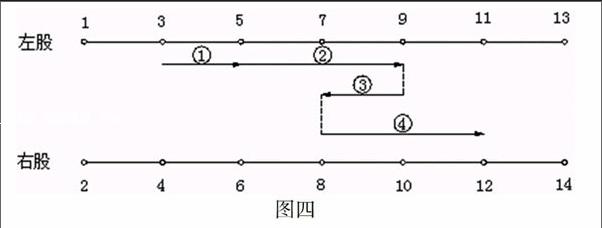
在图四中以一种方式为例,①为完成3、4点联合焊接后至5、6点,②为完成5、6点联合焊接完成后至9、10点联合焊接,③为完成9、10点联合焊接后至7、8点锁定焊接,④为完成7、8点锁定焊接后至11、12点联合焊接。
3.两种不同施工方式的优缺点对比
3.1联合焊接和应力放散与锁定相结合的方式能调动整个队伍的灵活性,不耽搁任何可利用时间,在有限的时间内完成更多的工程量;
3.2联合焊接和应力放散与锁定相结合的方式能保证在焊轨作业过程不浪费任何资源,在有限的人力和物力的情况,不耽搁不延误,大大减少了相应的成本;
3.3联合焊接和应力放散与锁定相结合的方式可减少重复性施工,具有很强的灵活性,根据实际情况既能独立进行联合焊接,也可两种焊接同时进行,在实际施工过程中也证明了可以控制相应的锯轨量和拉伸量之间的关系,尽量避免出现轨缝较大的情况。
4.结束语
通过本篇对焊接工艺的浅议,结合施工实践对单独联合焊接、单独应力放散与锁定的焊轨作业方式和联合焊接和应力放散与锁定相结合方式的对比,不难看出后者在实践中的优势。无论从施工进度、节省成本、人力物力利用率等各方面,得到了有效的应用和改进。
