折叠式舱盖舾装工艺流程
2017-05-30叶海为刘方舟冷绪
叶海为 刘方舟 冷绪
摘要:舱盖是散货轮重要的甲板设备,其舾装工艺直接影响到其使用性能,本文以61000DWT散货船舱盖为对象,介绍了折叠式舱盖舾装的工艺流程,并对其合理性进行了分析。
关键词:折叠式;舱盖;舾装工艺
舱盖是船舶重要的甲板机械,其主要作用为遮蔽舱口,保护货仓中的货物,避免其被雨水或风浪侵袭,同时部分舱盖能够起到支撑平台的作用,可以在舱盖顶部堆放一定的货物。舱盖主要分为折叠式舱盖,侧移式舱盖及调离式舱盖,折叠式舱盖的开启方式如书本翻折一般,故称为折叠式舱盖(图1)。一套良好的舱盖安装工艺能够保证舱盖在其使用寿命的十数年间保持系统的顺畅运行及良好的使用效果。本文以南通某船厂制造的61000DWT船的折叠式舱盖为例,详细阐述其舾装工艺及流程[1]。
1 舾装前的准备
1.1 舱口围安装精度检查
建立在精准的舱口围尺寸基础上的舱盖安装才是高效而精确的,否则会带来诸如结构干涉,舱盖水密性无法保证等问题。根据CSQS,舱口围的精度要求为:根据舱口围船长及船宽开口长度不同,开口长度及对角线公差从±3mm至±28mm不等;舱口围侧板直线度为小于等于4mm(每3m);舱口围水平面板平面度根据压紧条长度不同,其标准为小于等于2mm至小于等于4mm[2]。
1.2 舱口围划线
根据图纸及舱口围实际尺寸,在舱口围上划出舱口围横向及纵向中心线,舱盖外周线及滚轮基准线。
1.3 滚轮导轨的临时安装
按照滚轮基准线,将滚轮收纳段的轨道点焊安装,并在侧面加以固定。
2 舱盖舾装工艺流程
2.1 舱盖搭载与定位
1)准备好临时支撑垫块,置于舱盖外周裙边下,用于在支撑块未安装情况下的舱盖临时承重,避免因舱盖密封橡皮接触舱口围导致的橡皮损坏。
2)将舱盖按照P1和P2盖、P3和P4盖成对吊装上船,大致保证舱盖中心线和舱口围中心线对其,滚轮与滚轮基准线对齐。
3)参照舱盖中心线,滚轮,铰链等实际尺寸,利用小千斤顶在舱盖侧面及艏艉部对舱盖位置进行微调,直至符合图纸要求,并将舱盖实际外周线划记在舱口围上。
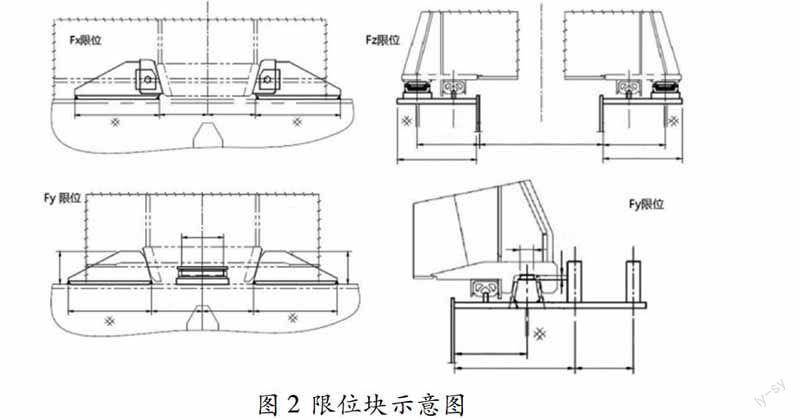
2.2 安装限位装置(图2)
1)完成调整后将Fx,Fy限位点焊安装,P2及P3盖Fy限位可仅参照舱盖上的限位卡爪位置对中安装,调节垫片暂不安装。
2)完成调整后按照舱口围和舱盖支撑板之间的距离确定Fz限位(即支撑块)的高度,并记录支撑块及裙边数据用于后续密封橡皮压紧扁钢高度的调整。
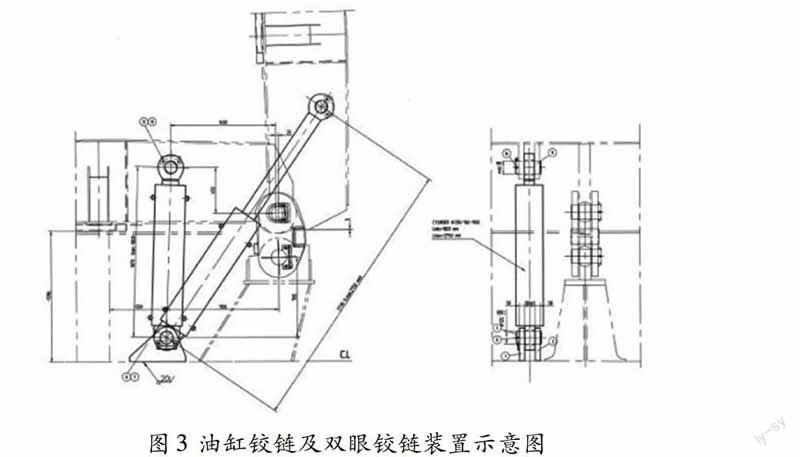
2.3 安装端铰链,双眼铰链和油缸(图3),并加注足量牛油
参照图纸,使用样棒等工具,确定油缸铰链、双眼铰链的座板位置,完成烧焊后,安装铰链轴,并加注足量牛油。
2.4 液压电气系统安装准备到位后舱盖首次动作
1)完成液压管系安装,清洗及压力测试,完成动力单元泵站电气线路连接。
2)对动力单元液压泵站进行功能测试,测试正常后对液壓管路进行注油及排气工序。
3)利用液压泵站提供动力,通过操作阀组控制油缸动作,油缸动作带动舱盖启闭及开关动作。
2.5 调整滚轮轨道位置和收藏位置处的止动装置,调整限位装置
舱盖完全开启到位后,检查滚轮与轨道相对位置、舱盖出舱距离等数据,如无问题,则依照舱盖完全开启位置安装滚轮收藏位置的止动装置,如有滚轮腾空等问题,则关闭舱盖重新调整轨道位置,完成调整后,再进行烧焊。
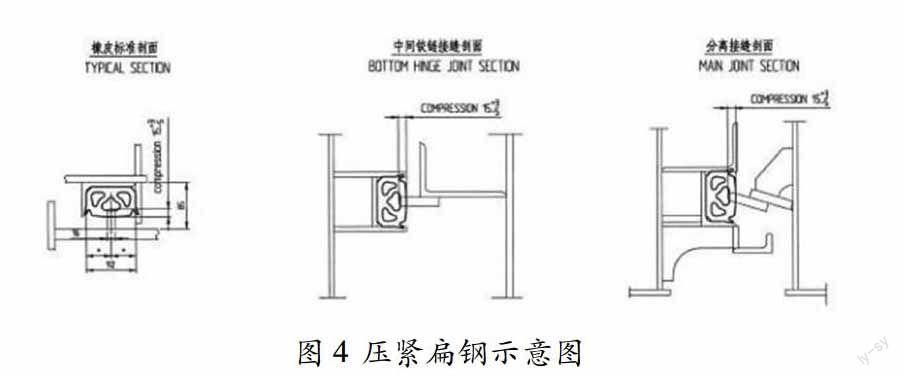
2.6 安装舱口围上的压紧扁钢和三角形压紧板
参照舱盖实际外周线点焊安装舱口围上的压紧扁钢和三角形压紧板,完成点焊安装后在压紧扁钢上涂抹粉笔,并关闭舱盖,压紧扁钢上的压粉会印在舱盖的密封橡皮上,通过密封橡皮上的粉印来判断压紧扁钢的安装位置是否正确,并根据之前支撑块及裙边高低数据来调整压紧扁钢高度以保证橡皮压缩量,如无问题则对压紧扁钢开始烧焊安装。
3 舱盖试验
3.1 动作试验
动作试验,即通过舱盖启闭开关试验检测舱盖系统运行状态是否良好以及舱盖完全关闭及完全开启状态下各限位及铰链、滚轮等处尺寸及公差数据是否滿足图纸要求。
3.2 冲水试验
冲水试验,即通过冲水试验来检查舱盖密封橡皮风雨密的性能。
4 合理化分析
对此工艺流程进行总结分析,其具有以下四个方面的优点:
1)将舱盖舾装的大部分步骤提前到船舶下水前完成,能够保证船舶涂装有充足的施工时间,同时将大部分的火气作业提前到船舶下水前完成也能够避免舱盖舾装与甲板及货仓涂装的交叉作业,使得工程安排更加合理,做到舾装和涂装作业在空间上分道,时间上有序,形成立体优化排序,真正实现了壳、舾、涂一体化建造[3]。
2)避免了舾装部门内部的交叉作业,例如舱盖调试和克林吊调试的交叉作业,舱盖调试与货仓设备调试的交叉作业,提高了甲板舾装的整体效率,同时减少了对后续船舶的舾装工事影响,使得配员更加合理化,从而提高整个造船过程的生产效率。
3)通过对舱盖舾装过程的合理化安排,做到了时间和人员的合理分配,做到了舱盖舾装正常阶段规范化,标准化,问题阶段由技术熟练员工操作,使得整个生产过程富于节奏,极大提高了生产效率和安装质量。
4)避免各科室、各工种的交叉作业,使得安全管理工作更容易展开,更利于安全生产。
5 结语
舱盖的舾装是船舶建造的重要部分,本文以61000DWT散货船舱盖为对象,介绍了折叠式舱盖舾装的工艺流程,并对其合理性进行了探讨。该工艺流程体现了壳舾涂一体化的作业排序,避免多工种穿插作业的相互干扰,提高了工种效率。更重要的是该工艺流程能够保证舱盖的舾装精度,能够保证舱盖在使用寿命的十数年间保持系统的顺畅运行和良好的使用效果。以上仅做抛砖引玉作用,供广大船人参考。
参考文献:
[1]鄢二强.大舱盖安装技术探讨[J].造船技术,2003(6):1719.
[2]中华人民共和国船舶行业标准[S].CB/T 40002005.
[3]陈彬.造船组成技术[M].哈尔滨工程大学出版社,2007.
