外开手柄强度分析
2017-05-30韦双婕李林波
韦双婕 李林波
摘要:汽车外开手柄作为车上使用频率非常高的零件,对于其强度提出了更高的要求。本文将从汽车外开手柄的结构和成型方面对影响外开手柄的强度进行分析,为外开手柄产品设计要求以及结构提供参考。
关键词:汽车外开手柄;强度;结构
1.引言
汽车外开手柄作为汽车上使用频率最高的零件,在零件设计之初,就应该重点考量零件的强度,零件强度过小,则会造成用户使用过程中,外开手柄的断裂,例如在误操作、高温环境、低温环境、以及长时间使用后;而设计的外开手柄强度过大,则会造成性能过剩,同时手柄本身的成本也会增加。而影响外开手柄强度的因素很多,外开手柄本身的结构,外开手柄成型工艺都会影响外开手柄强度,在我们设计之初,就应该设定好外开手柄强度目标、验证要求和生命周期。本文将从影响外开手柄强度的诸个要素进行分析,给外开手柄设计和开发提供参考。
2.结构和成型工艺
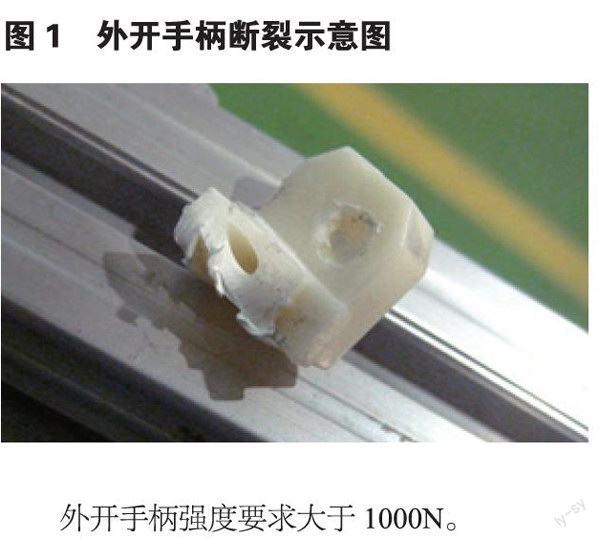
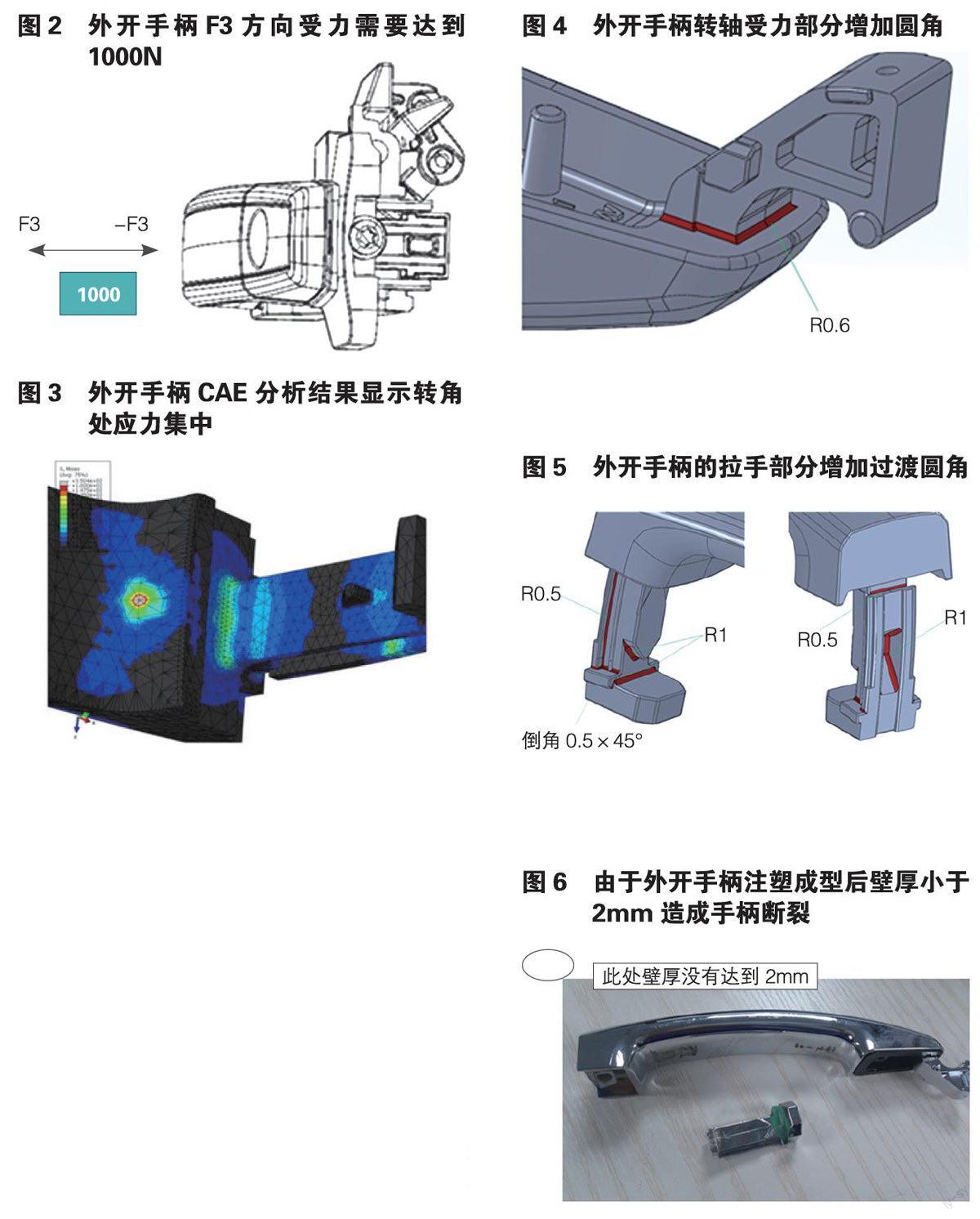
外開手柄主要受力部件应力集中造成在试验或者开关门过程中手柄断裂。
通过对断裂零件的材料(材料为Pc+ABs),零件厚度,注塑参数进行分析,发现这些因素都不是手柄断裂原因。应用cAE进行分析,发现外开手柄的受力部件过渡尖锐,造成手柄应力集中,造成手柄受力断裂,在受力部件增加倒圆角,重新试验后发现手柄无发白及断裂现象。
整体注塑成型外开手柄由于在注塑过程中为了避免成型过程中外开手柄外表面不会收缩变形影响外观,一般在注塑过程中采用气辅成型。而由于在注塑过程中注塑压力、保压时间、注塑问题、空气压力等影响因素,造成零件壁厚不均匀而且无法控制。在生产完成后,外开手柄受力部件的壁厚无法测量,手柄的强度也无法保证。由于注塑成型一致性差,导致外开手柄强度无法保证,壁厚过薄,造成在使用过程中断裂。
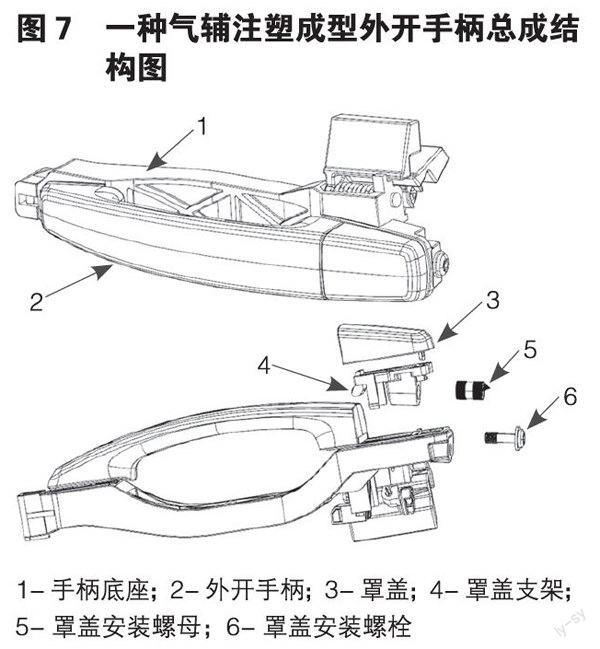
如上图7,气辅注塑成型外开手柄中部件2外开手柄是一体式,需要—体式注塑成型。
本文推介使用如下图7结构普通注塑成型后通过装配成形的外开手柄,即手柄罩盖+手柄骨架形式。
如上图8所示,图7中2部件外开手柄分为图7中手柄罩盖和手柄骨架,两个部件通过卡扣定位以及螺钉固定形成外开手柄,手柄骨架上分布有加强筋,可以加强手柄强度。同时手柄骨架和手柄罩盖—次注塑成型,手柄骨架和手柄罩盖可以采用不同材料和不同后处理工艺,由于手柄骨架不需要后续电镀处理或者喷漆处理,降低了零件成本,同时手柄骨架可以采用PA6+30%GF强度高,热变形温度高,显著提高手柄强度,而气辅成型的外开手柄由于后续需要进行电镀或者喷漆处理,不能使用PA6+30%GF。手柄罩盖+手柄骨架的外开手柄结构避免气辅成型充气过分造成手柄壁厚过薄降低抗拉强度,同时手柄罩盖壁厚均匀,可以有效解决表面缩印的问题。本文推介使用此种结构外开手柄,除了在手柄强度方面有其显著的特性,还具有如下优势:
采用普通注塑成型外开手柄可以将图7中部件2外开手柄和部件3罩盖做成一个外开手柄罩盖,进而部件2外开手柄和部件3罩盖分缝将没有,此结构外开手柄没有外开手柄和罩盖处分缝,可以大大减小整车泄漏量,从而提升整车密封性能,减少此处风燥;新结构外开手柄没有外开手柄和罩盖处分缝,提升感知;新结构外开手柄没有外开手柄和罩盖处分缝,可以大大减小整车进水量,减小由于进水造成车内生锈;新结构外开手柄没有外开手柄和罩盖处分缝,可以大大减小车辆行驶过程中进灰量,提升整车密封性;无外开手柄和罩盖的分缝,有效解决外开手柄分缝不均匀,避免由于制造及装配等原因造成分缝过大,或者分缝过小,外开手柄运动过程中干涉的问题。
3.结语
在设计开发外开手柄时,处理数据阶段应该识别处外开手柄主要受力位置,在零件有尖锐过渡的地方应该保证零件有足够的过渡圆角,避免应力集中,通知应该保证零件的壁厚,保证外开手柄有足够的强度。前期开发是应该根据外开手柄造型,需用外开手柄结构,应该避免使用需要气辅成型的外开手柄结构,而选用外开手柄罩盖+手柄骨架结构的外开手柄结构,保证外开手柄强度。
