法兰加工工艺改进及其车床或钻床夹具设计
2017-05-30白洁
白洁
摘 要:对于法兰的制造,传统生产工艺是采用车外圆后钻孔的方法,造成定位精度降低,为此,提出改进的加工方案,并对车床或钻床的夹具进行了优化设计,以期提高企业的经济效益。
关键词:法兰;钻孔;车削;夹具设计
随着法兰等连接装备制造的设计及实践的不断进步,如何更经济、专业的提高法兰的制造质量和工艺,满足技术条件和图纸设计要求,是目前需要面对和解决的重要课题。本文以法兰加工工艺为例,提出合理的改进工艺方案,并对其夹具设计进行分析,提高法兰的制造水平和质量。
1 法兰加工工艺概述
以U型管式热交换器固定管板法兰为例进行研究。该结构广泛应用于热交换设备,主要材质为碳钢,有连接和密封的作用,中批量生产。管板法兰中间的热交换管孔与换热管焊接并保证法兰强度与密封效果并要求与折流板的圆孔同心,所以加工精度要求较高,孔内还要1.5的倒角。原加工工艺是先粗车外圆,再精车外圆至图纸尺寸,外圆用V形块支撑,压板压紧后钻孔至要求。这样的加工方案存在误差,导致热交换管孔定位精度不能满足图纸要求(与折流板配合装配时,换热管无法穿过)。为了解决原加工工艺问题,提高加工定位精度,进一步研究加工工艺方案,并提出了改进方案。
2 改进后零件工艺分析
通过对图纸及原加工工艺的分析,确定方案为:首先对碳钢管板进行初加工,先加工密封部分的衬环表面、分程隔板密封部分的矩形槽表面,然后按图焊接矩形截面碳钢嵌条,最后利用V 形块支撑钻孔,然后以孔为基准,进行车外圆至要求。
具体加工工序如下:
(1)根據加工工件的使用要求选择材料为低碳钢Q235B,厚度达到27.5mm,按实际情况,直接从市场上购买一底面粗糙度为Ra12.5的碳钢;
(2)用仿形切割机获得碳钢毛胚,调整好工件尺寸和气割的气体流量,再选择适当的切割速度,按照经验或目测合格即可,使外圆尺寸达到Φ340mm;
(3)手工操作磨光机用砂轮抛光毛胚外圆表面,使其外圆大致光整,以确保毛胚容易在钻床上夹紧定位;
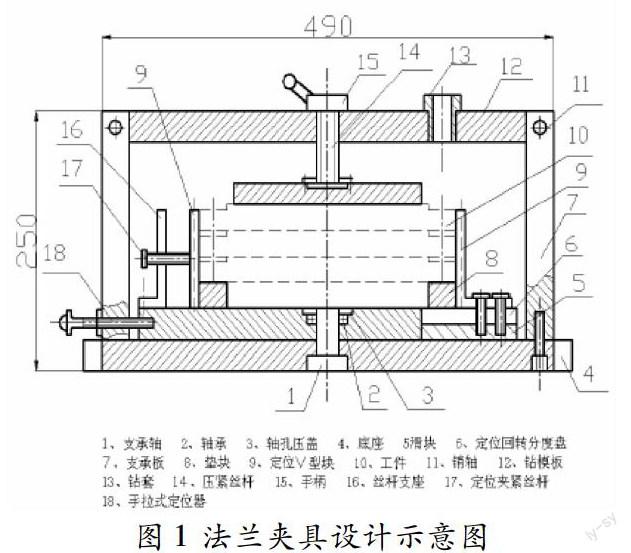
(4)利用图1所示夹具加紧工件,选用合适钻头进行钻孔;
(5)以此孔为基准完成其他孔的钻、铰;
(6)选择基准孔进行外圆车削,加工至图纸要求。
3 钻床或车床夹具设计
1)夹具设计的基本要求。(1)夹具设计要求是要确保工件的加工质量,因此对定位及加紧的方案选择要合理,同时设计的夹具应该符合相关设计标准;
(2)夹具需满足操作方便、劳动强度低、使用安全的要求。其中,安全系数以及工人的作业习惯是在设计夹具时重点考虑;
(3)生产效率高、成本低、符合生产纲领。夹具的设计对批量生产的工件而言,在确保夹具功能的基础上要符合批量生产的条件,且方便拆卸和安装,使得辅助时间缩短,并且夹具设计的结构应该简单,便于制造。
2)夹具总体结构的设计要点。一般情况下,车床夹具工作时处于悬臂状态,夹具结构紧凑简单、安全轻便其目的是为了确保工件在加工过程中的稳定性。因此,应该尽量减少悬伸长度,同时使得主轴前支承靠近夹具的重心。以下是L(夹具悬伸长度)与D(外廓直径)之比:
当夹具的直径D<150mm,LD≤54;
当夹具的直径150mm当夹具的直径D>300mm,LD≤35。
各个元件(装在夹具体上的)不能够超出夹具体的直径,且需要注意冷却液的飞溅和切削的缠绕等对安全操作造成影响。
3)定位装置的设计要点。在设计车床夹具的定位装置时,需要使得其自由度得到限制,并使机床主轴回转轴线与工件加工表面的轴线相重合。此外,工件加工表面的位置尺寸精度与定位装置的元件在夹具体上的位置精度有直接联系。因此,必须要对定位元件的公差和位置尺寸进行标注。
4)夹具设计。(1)定位装置设计。根据生产实践经验,以法兰的外径作为基准,采用V形结构对称布置在分度盘上(见图1),分度盘上开设T型槽,其中一V形结构通过与槽下的滑块连接,通过滑块移动,调整位置,从而满足不同法兰的定位需求。另一V形块则通过夹紧丝杆夹紧法兰,避免分度盘转动时造成工件的移动;
(2)钻模板设计。针对常规法兰,根据其钻孔规格要求,制作了一钻模板,有效节约购置或生产相关夹具的成本。钻模板采用翻板式结构,且钻套采用可换方式,主要是考虑到使用一段时间后磨损,方便进行更换;
(3)夹紧装置设计。根据生产中法兰的加工工艺,该夹具设计为螺旋夹紧机构。在钻模板中心加工Tr30×6梯形螺纹与压紧丝杆连接,丝杆下部装有压板(压板大小根据法兰规格调整)。工作时,旋动压紧丝杆压板带动向下,夹紧工件。
5)车削装置设计。
根据固定管板法兰换热管孔的位置及精度加工夹紧法兰1个和定位杆(双头螺纹)3个及轴体1根,因定位精度要求,故要求定位杆加工标注尺寸偏差并要注意夹紧法兰小于工件尺寸。将夹紧法兰与轴体焊接并车削至与夹紧法兰同轴,以保证该焊件与固定管板法兰同轴度。将多个固定管板法兰用该夹具夹紧后车削外圆至图纸要求。
4 结语
加工法兰时,改进的加工工艺方案中采用先钻孔,后车外圆的方法,提高了定位精度。夹具设计也非常重要,夹具可以使工件迅速、准确地进行定位以及夹紧,进而产品的质量得到保证及劳动强度降低等。为了得到稳定的加工精度,应该在加工时使用预先就调整好的刀具和机床,提高经济效益。
参考文献:
[1]庞怀玉.机械制造工艺学[M].机械工业出版社,1998.
[2]陈国甫.车床夹具[J].机械工人.冷加工,2010(12).
