XLPE绝缘电力电缆全自动剥切机
2017-05-30涂娜
涂娜

摘 要:本文介绍了一种适用于剥切66kV及以上电压等级XLPE绝缘电力电缆的剥切机,该剥切机可剥除XLPE电缆的绝缘屏蔽层以及主绝缘层,按电缆型号规格调整好剥切机切削刀头后可实现一键启动,无需其他人工操作即可完成XLPE电缆的绝缘屏蔽层或主绝缘层的剥切工作。该剥切机结构紧凑,重量轻,适用于大部分现场施工环境。剥切机的剥切动作由电机驱动,由数控装置控制,与传统电缆剥切方式相比节省了人力,工作效率与剥切精度都有了很大提升。
关键词:XLPE绝缘电力电缆;主绝缘层;主绝缘屏蔽层;电缆附件;全自动剥切机
1 前言
XLPE绝缘电力电缆的剥切处理是电缆附件施工制作过程中的关键步骤,该步骤的施工质量直接决定了电缆附件的成品质量,对于电缆线路的安全运行有着十分重要的意义。
电缆附件产品施工时,剥除绝缘屏蔽层是制作的关键步骤之一[1,2]。一般按照对应施工工艺要求处理XLPE电缆,用专用工具去除电缆外护层及金属护套后,再对绝缘屏蔽层进行剥切,由于XLPE绝缘电力电缆采用三层共挤生产方式,主绝缘屏蔽层依附力强,厚度一般为1mm左右,因此在剥除绝缘屏蔽层时需要十分认真细致的进行,并且需要操作人员为有丰富施工经验的剥切技师,否则,将会使电缆绝缘表面留下缺陷。
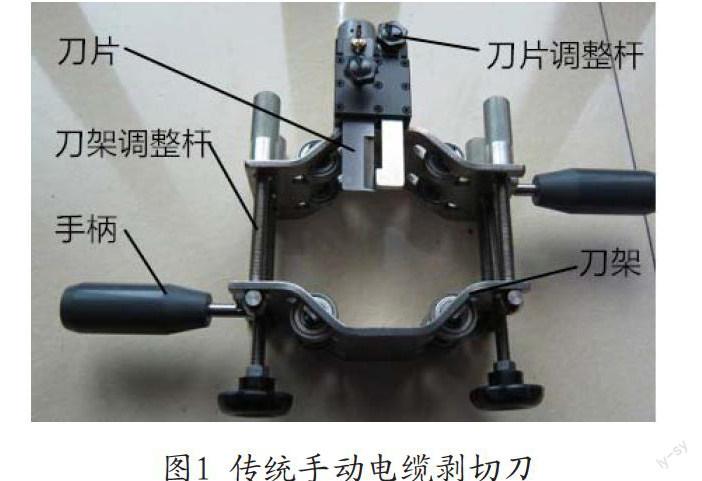
市场上现有的手动剥切刀形式多样,但工作原理大同小异,其结构形式较为简单,如图1,一般主要由刀片、刀片调整杆、刀架、刀架调整杆、手柄组成。使用时根据所处理电缆的尺寸参数调整刀架,当刀架四周的滚轮与电缆外径贴合但不过度紧压时将刀架调整杆锁紧,在这一过程中一般依赖于施工人员的经验来判断刀架开口尺寸是否调整到位,贴合过紧,则刀架上的滚轮在电缆上滚动或拖动时会在电缆绝缘屏蔽层外表面留下划痕,未能贴合,则刀架旋转过程中刀片进刀深度会产生较大误差,影响施工质量。因此,一般在使用传统手动电缆剥切刀时,需要多次反复调整刀架开口尺寸,直到符合施工要求为止。刀架調整完成后,施工人员应根据对象电缆主绝缘屏蔽层厚度调整刀片进刀深度,此过程同样需要反复调整试刀,当刀片进刀深度不够时,会导致未能完全剥除主绝缘屏蔽层,后续需要较多时间来对剩余的电缆主绝缘屏蔽层进行手工刮除及打磨,影响电缆圆整度,而当刀片进刀过深,又会造成操作时除了剥除电缆主绝缘屏蔽层外,还多余剥除了电缆的主绝缘层,影响电缆的绝缘性能。因此,应该将刀片调整到旋转一周刚好能剥除电缆主绝缘屏蔽层又不会同时剥除过多电缆主绝缘层。
当剥切刀调整完成后,则由施工人员握住剥切刀手柄一边旋转剥切刀对电缆主绝缘屏蔽层进行圆周方向剥切,同时将剥切刀沿电缆需要剥切的轴线方向推进。
由上述使用步骤可知,在使用传统手动剥切刀剥切电缆时,调整过程十分繁琐,一般需要两名或以上施工人员同时进行操作。本文介绍的XLPE绝缘电力电缆全自动剥切机解决了上述问题。使用时调整好刀片进刀之后可实现一键启动自动剥切,自动停止,操作简单,只需一名工作人员即可。由于剥切的旋转及行进动作均由电机控制,可保证剥切力量及剥切速度适中均衡,提高了剥切精度的同时也使工作效率有了很大的提升。同时,该剥切机结构紧凑,整体重量仅为35kg,便于现场移动与装卸,十分适合XLPE绝缘电力电缆现场剥切施工。
2 设备简述
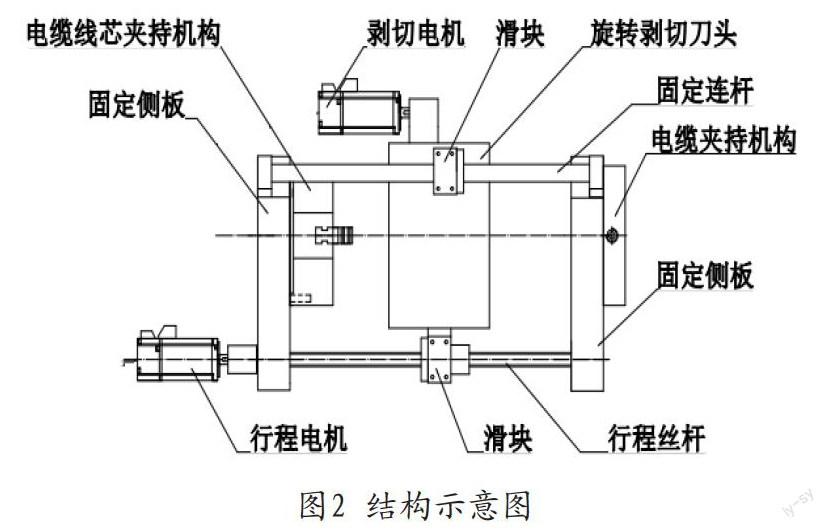
XLPE绝缘电力电缆全自动剥切机主要可分为刀架部分、刀头部分以及辅助部分。刀架部分为剥切机的主体结构部分,起到固定刀头部分、辅助部分以及固定待剥切电缆的作用,由两块固定侧板、两根固定连杆以及一根行程丝杆组成稳定的支撑结构。刀头部分与刀架部分通过带轴承的固定块呈三点式连接,在保证稳定性的同时简化了剥切机结构,刀头的旋转剥切动作由集成在旋转剥切刀头上的剥切电机控制,而横向推进则由一行程电机驱动行程丝杆转动,从而转换为旋转剥切刀头的水平移动。辅助部分包括夹持结构及滑块等,使用时夹持机构用来夹持待剥切电缆,使施工电缆的待剥切段保持稳定。
3 使用实例
使用XLPE绝缘电力电缆全自动剥切机剥切110kV 800mm? XLPE绝缘电缆的主绝缘屏蔽层。
将电缆放置到合适位置后使用夹持机构将电缆夹紧,电缆固定好后,调整旋转剥切刀头,由于XLPE电缆的特点,各生产厂家生产的电缆没有统一规格,只是根据国家标准将电缆尺寸规格控制在某一符合要求的范围之内,因此,要根据对象电缆的具体尺寸情况来手动调整旋转剥切刀头的进刀位置。本全自动剥切机的剥切刀头相比传统手动电缆剥切刀在结构上有了很大改进,将剥切刀圆周方向上的夹持滚轮与刀片设计为机械联动结构,一旦确定了刀片进刀深度,只需调整刀片滚轮联动旋钮,即可使滚轮与电缆之间形成贴合但不过分紧压的接触。
调整完成后,启动数控装置并设定参数,剥切刀头围绕电缆进行圆周方向剥切动作的同时横向行进。完成设定的剥切参数后,设备停止,此时操作人员将电缆取出进行下一步工序。
使用全自动剥切机对8段110kV 800mm? XLPE绝缘电缆的主绝缘屏蔽层进行剥切,实际测量到十段电缆主绝缘屏蔽层厚度均在1.0mm-1.1mm范围内,剥切完成结果见表一。
由表1可知,使用XLPE绝缘电力电缆全自动剥切机剥除电缆主绝缘屏蔽层,轴向剥切长度实测值与设定值之间平均偏差为0.55,其径向剥切深度的实测值与设定值之间平均偏差为0.06mm。分析产生偏差的原因,除设备本身可能存在的误差外,很重要一方面是由于电缆在制造过程中本身存在同心度误差的问题,另一方面是由于电缆在剥切之前的准备程序中未能完全校直,使得电缆存在一定的挠度。然而即使这样,0.06mm的误差量也是人手工操作时不可能达到的。目前,大多数110kV电缆附件厂家对于处理电缆主绝缘屏蔽层时的误差要求,剥除主绝缘屏蔽层长度误差范围为±2mm,因此,本剥切机在剥切长度方向的误差也是充分符合且远高于现场施工要求的。
4 结论
XLPE绝缘电力电缆全自动剥切机只需一名操作人员即可完成之前需要至少两名专业技师才能完成的电缆主绝缘屏蔽层剥切工作,大大节省了在电缆附件安装施工中的人力成本;设备由数控装置控制,使剥切后成品尺寸偏差可控制在毫米级内,相比人手工操作有了很大的提升,提高了施工质量;剥切机设计合理,结构紧凑,重量轻,操作简单,便于现场的运输与拆卸工作;适用面广,根据电缆型号配备不同规格部件,可实现XLPE绝缘电力电缆全截面规格覆盖使用。
参考文献
[1]刘茂泉.交联电缆半导电屏蔽层剥除方法[J].电世界,1998,(3):24.
[2]史传卿.制作交联聚乙烯电缆接头和终端时半导电屏蔽层的处理方法[J].电世界,2010,(7):54.
(作者单位:武汉华威众科电力有限公司)
