Elevating the flexibility and operability of dividing-wall distillation columns via feed thermal condition adjustment☆
2017-05-29YangYuanKejinHuangLiangZhangHaishengChenShaofengWangYingjieJiao
Yang Yuan,Kejin Huang*,Liang Zhang,Haisheng Chen,Shaofeng Wang,Yingjie Jiao
College of Information Science and Technology,Beijing University of Chemical Technology,Beijing 100029,China
1.Introduction
Dividing-wall distillation column(DWDC)has already proven an effective variant for the separations of ternary mixtures[1-4].Although redundant degrees of freedom are aroused by thermally coupling prefractionator with main distillation column(MDC),almost all of the process designs found in the open literature have been designed and operated with three specifications on the top,intermediate,and bottom(TIB)products,respectively(i.e.,an operation regime featuring a threepoint composition specification)[5-7].Even though the regulation of the vapor composition from the top of the prefractionator with liquid split ratio is frequently recommended to be included in their decentralized control systems,this control loop serves mainly to approach energy efficient operation and the resultant control scheme should not be seen as a four-point composition control strategy[8-12].Regarding the four-point design and operation of the DWDC(e.g.,the main component purity and the impurity ratio of the intermediate product are specified),only has scarce attention been given so far.Wolff and Skogestad firstly clarified that the DWDC,if developed with the three-point or four-point composition specifications,might not be feasible to work smoothly in dynamic operation[13].In particular,they found that in certain operating region of interest no feasible solutions could be found between structural and operating design variables,making it impossible to affect the expected separation even though an in finite reboiler heat duty or an in finite re flux ratio was employed.The phenomenon was initially described as the “hole”problem and referred later as to the black-hole(BH)problem in our studies due to its intricate formation mechanism[14-16].Even though the DWDC can be designed at a steady state relatively away from the BH(which is achieved inevitably with extra capital expenditure and operating cost),the vapor split ratio is still quite likely to fall into this region because of the variations in internal pressure distribution by random disturbances confronted and this arouses operation uncertainties.The BH problem is thus considered as one of the primary reasons that restricts the flexibility and operability of the DWDC and must be eliminated in process development.Detailed studies revealed thatthe BHproblemcould be completely suppressed through structural modifications,withdrawals of multiple intermediate products,and employments of feed splitting.Not only could the steady-state behaviors but also the dynamics and operability of the DWDC be improved substantially.Recently,it was further found that for the DWDC with three specifications on its TIB products,respectively,the BH problem could also be diminishedviastructural modifications and this effort led again to the improvement in process flexibility and operability[17,18].
Since feed thermal condition can pose a strong impact to the overall mass and energy balance of the DWDC,it is likely to act as a decision variable for coordinating the interplay between the prefractionator and MDC involved.The purpose of this work is thus to evaluate its feasibility for removing the BH problem of the DWDC.In terms of a benzene(B)-toluene(T)-o-xylene(X)DWDC system,thorough comparison is made in steady-state and dynamic operations between the DWDCs with and without the suppression of the BH problemviafeed thermal condition adjustment.A brief summary of the procured findings concludes this article.
2.Principle of Eliminating the BH Problem via Feed Thermal Condition Adjustment
Since the BH problem arises from excessively coupling the prefractionator with the MDC involved,it is then necessary to pay close attention to the coordination of their relationship at the early stage of process development.As indicated in Fig.1,there are four interlinking flows connecting the prefractionator and MDC.The adjustment of feed thermal condition affects directly these interlinking flows(both flow rates and compositions)and alters consequently the relationship between the prefractionator and MDC involved.Through the careful adjustment of this operating design variable,the BH problem is likely to be eliminated and this represents essentially the additional requirements for the development of a BH free DWDC,which can achieve not only the three-point but also the four-point composition specifications on its TIB products.Note that feed thermal condition is adjusted here by a feed pre-heater specially installed,resulting in the following expression.
whereqFis the feed thermalcondition andQFisthe heatduty ofthe feed pre-heater.
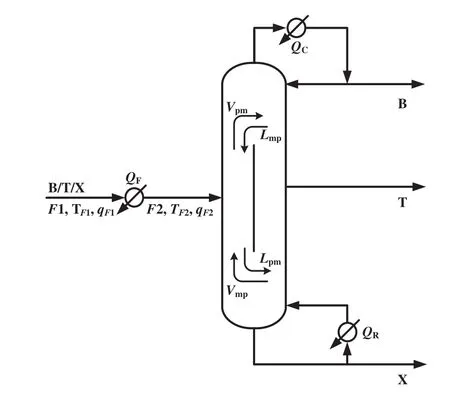
Fig.1.A DWDC with an adjustable feed thermal condition.
3.Design and Operation of a BTX DWDC
3.1.Problem description
Table 1 lists the relevant operation conditions and product specifications.The feed is a saturated liquid,with a mole ratio of 3:3:4 between the three components and a flow rate of 1 kmol·s-1.Aspen Plus is adopted to construct the steady-state model and the Redlich-Kwong-UNIFAC model to estimate the vapor-liquid equilibrium relationship[19].According to a simple optimization method given in our previous paper[20],an initial process design(IPD)is derived and illustrated in Fig.2(a).Fig.3 portrays the relationship between the boilup rate,V/F,and vapor split ratio,RV.When theRVfalls into the range between 0.56 and 0.68,a BH is observed between the right and leftsolution branches(i.e.,no intersection occurs between them),indicating the necessity of eliminating it through careful feed thermal condition adjustment.
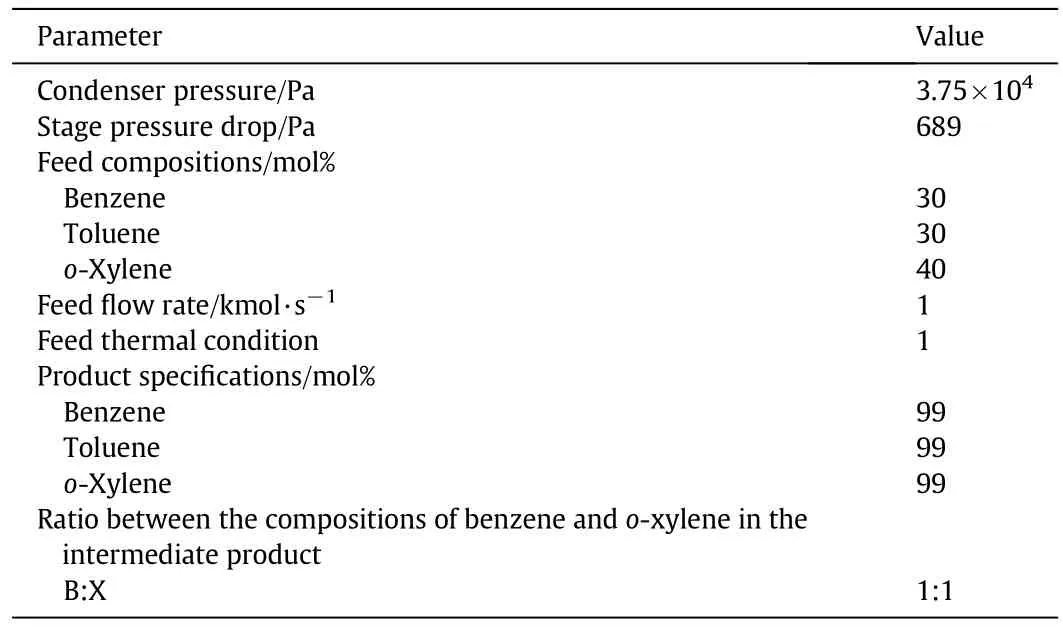
Table 1Nominal operating conditions of the DWDC
3.2.Eliminating the BH problem by feed thermal condition adjustment
The Newton-Raphson method is employed to search the appropriate feed thermal condition that leads to the removal of the BH problem.The convergence criterion is the degree of intersection between the right and left solution branches,which can be well positioned by the lower and higher bounds de fined in our earlier work[14-16].Because the BH problem may also happen in the perturbed steady states incurred by those frequently encountered non-stationary disturbances,the intersection of the left and right branches must be guaranteed with enough redundancy and this can be secured with the assignment of a small enough negative value to the error tolerance of the Newton-Raphson method.Fig.2(b)shows the resultant process design with a feed preheated to 375.58 K and a thermal condition of-1.09.It is,hereinafter,referred to as the final process design(FPD)in this work.In Fig.3,the resultant relationship betweenV/FandRVis also depicted.Despite the FPD shares the sameRVwith the IPD,the BH problem has been completely eliminated.
3.3.Closed-loop operability evaluation
The removal of the BH problem is further con firmed through dynamic operation.With reference to the relative gain array(RGA)shown in Table 2 at ω =1 × 104r·min-1,the decentralized control con figurations are derived,respectively,for the IPD and FPD.For the former,the distillate flow rateD,intermediate product flow rateS,reboiler heat dutyQR,and liquid split ratioRL,are used,respectively,to control the B composition in the top product,the X composition in the bottom product,the T composition in the intermediate product and the composition ratio between B and X in the intermediate product.For the latter,theD,S,QR,andRL,are used,respectively,to control the B composition in the top product,the T composition in the intermediate product,the X composition in the bottom product,and the composition ratio between B and X in the intermediate product.The detailed control structures are sketched in Fig.4(a)and(b),respectively.The obvious difference in the control con figurations implies the change of interactions between the controlled variables brought by feed thermal condition adjustment.The coupling between theSand the composition of X in the bottom product is obviously weakened in the FPD as compared with that in the IPD,thereby strengthening the relationship betweenQRand the composition of X in the bottom product.Such change is undoubtedly conducive to the elevation of process operability.
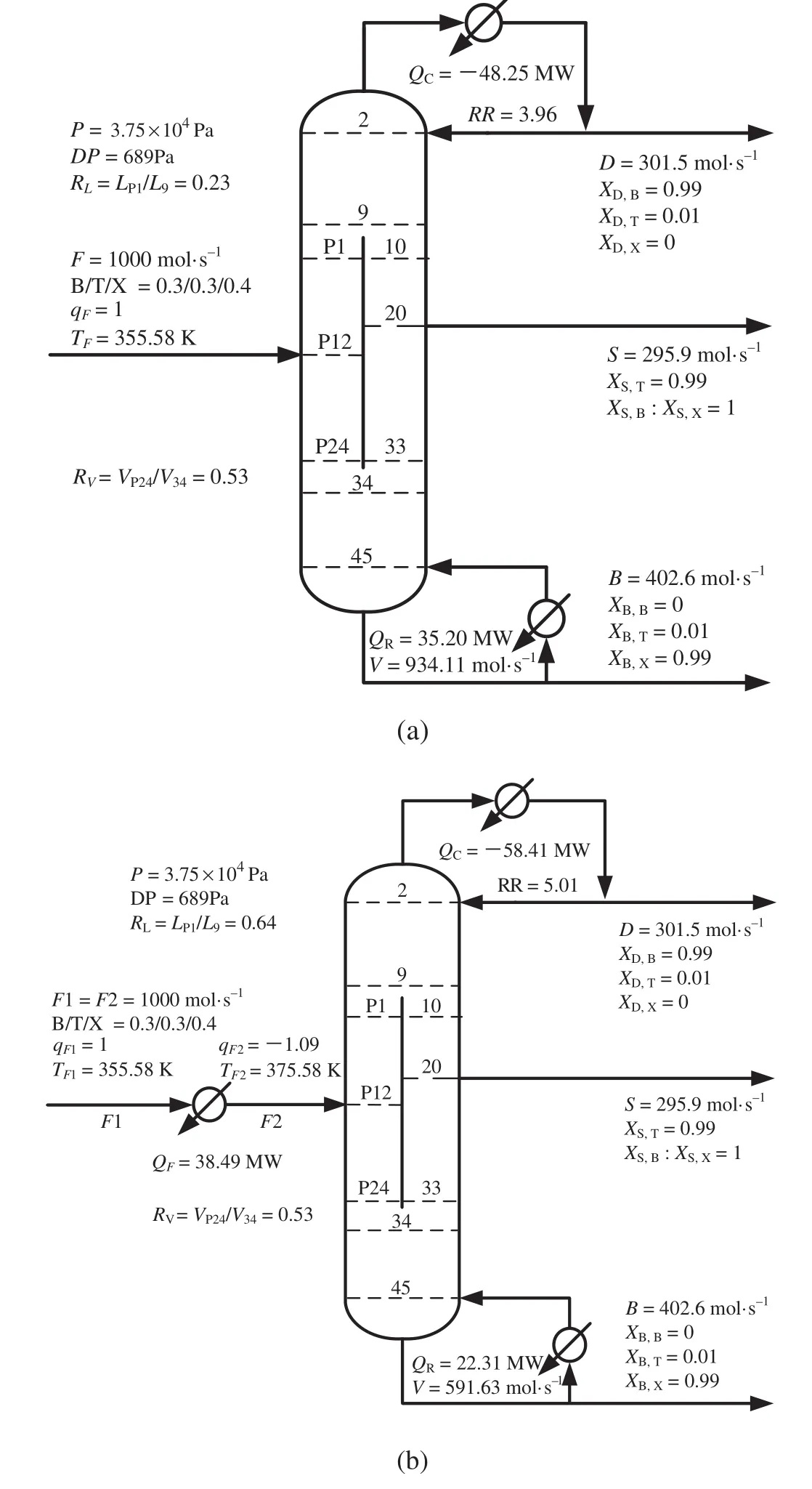
Fig.2.Two process designs:(a)IPD and(b)FPD.
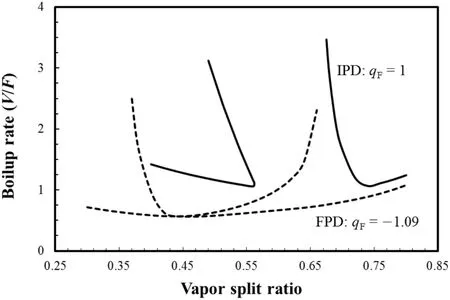
Fig.3.Relationship between V/F and R V of the IPD and FPD.

Table 2RGA for the IPD and FPD at 1 × 104 r·min-1
Aspen Dynamics is used to build the dynamic model of the DWDC and all composition measurements are assumed to have a 5-min time-lag.All composition related controllers are tuned using the built-in Tyreus-Luyben tuning rule and the resultant controller parameters are listed in Table 3.Figs.5 to 7 depict the transient responses of the controlled and manipulated variables after the IPD and FPD have been subjected to a±10%step variation in B,T,and X feed composition,respectively,at a time instant of 2 h.The molar ratio of the rest components in feed has remained unchanged.Throughout the work,the dark lines indicate the responses to the positive variations in feed compositions and the gray lines the responses to the negative variations in feed compositions.For the IPD,while the compositions of top and bottom products can settle back to their set-points in all the six scenarios,the composition of T and the composition ratio between B and X in the intermediate product cannot be kept at their corresponding set-points.The existence of the BH problem is certainly responsible for such failures and should be tackled to enhance process flexibility and operability.In the case of the FPD,the disturbances appear to be effectively rejected,with the compositions of the TIB products as well as the composition ratio between B and X in the intermediate product maintained strictly at their corresponding setpoints.Slightly bigger peak variations in the compositions of top and bottom products are observed in the IPD than in the FPD,because using S to control the X composition in the bottom product has a slower response in the former than usingQRin the latter.The drastic improvement in closed-loop operation implies the great importance of eliminating the BH problem during process synthesis and design.
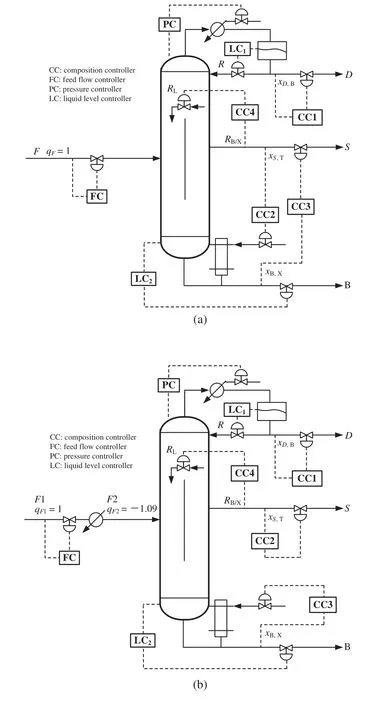
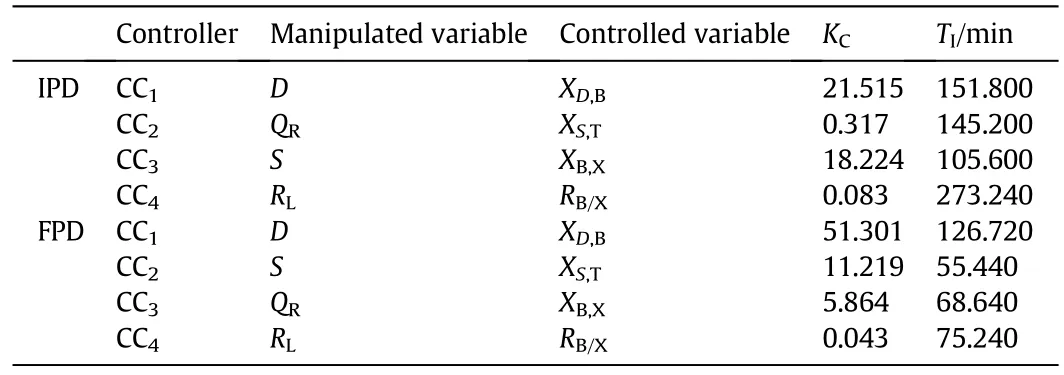
Table 3Controller parameters for the IPD and FPD
4.Discussion
In the light of the illustrative example,it has been revealed that the BH problem can be completely removed through feed thermal condition adjustment.The operating design variable is found to do a good job in coordinating the interplay between the prefractionator and MDC involved and can serve effectively to improve the static and dynamic performance of the DWDC.For instance,with the careful determination of feed thermal condition,the DWDC could be reinforced to work feasibly in two different operation regimes featuring,respectively,the three-point and four-point composition specifications on its TIB products.This additional effort is certainly deserved in consideration of the great improvement in process flexibility and operability.Recently Ignat and Kiss reported a similar case study for improving the design and control of a reactive DWDC by feed thermal condition adjustment[21].
It is worth indicating here the difference in employing operating design variables and structural design variables to remove the BH problem of the DWDC.In the case of the structural design variables,e.g.,the adjustments of the number of stages,the withdrawals of multiple intermediate products,and the employment of feed splitting,once they have been determined in process synthesis and design,they usually cannot be altered during process operation.In the case of the operating design variables,e.g.,feed thermal condition adjustment,even though they have been determined during process synthesis and design,they can still be adjusted during process operation and this helps to strengthen the flexibility and operability of the DWDC.For instance,in case of the occurrence of the BH problem due to the unexpected nonstationary disturbances,feed thermal condition can be further adjusted to eliminate the newly emerged drawback.Furthermore,feed thermal condition adjustment allows the use of available waste heat and this is likely to reduce the cost for eliminating the BH problem of the DWDC.
It must be pointed out here that the operability of the DWDC can be further improved for the FPD.Because of the elimination of the BH problem,RVcan be freely chosen during process synthesis and design and one no longer needs to worry about the feasibility for posing four specifications to the TIB products.Note that the elimination of the black-hole problem alone enhanced significantly process controllability.IfRVis to be included,much greater enhancement can be expected than that shown in the preceding section.
5.Conclusions
The removal of the BH problem has been investigated for the DWDC with four specifications on its TIB products(i.e.,the three main product compositions plus an impurity ratio in the intermediate product).Feed thermal condition is employed as the sole decision variable to serve the purpose because it holds strong effects to the overall mass and energy balance and can consequently function effectively to coordinate the relationship between the prefractionator and MDC involved.The design and operation of a BTX DWDC have been studied to evaluate the feasibility and effectiveness of employing feed thermal condition adjustment strategy to eliminate the BH problem.Both open and closed-loop controllability assessments have been carried out and the results have demonstrated clearly that it is reasonable to rely on feed thermal condition adjustment to elevate the flexibility and operability of the DWDC during process synthesis and design.
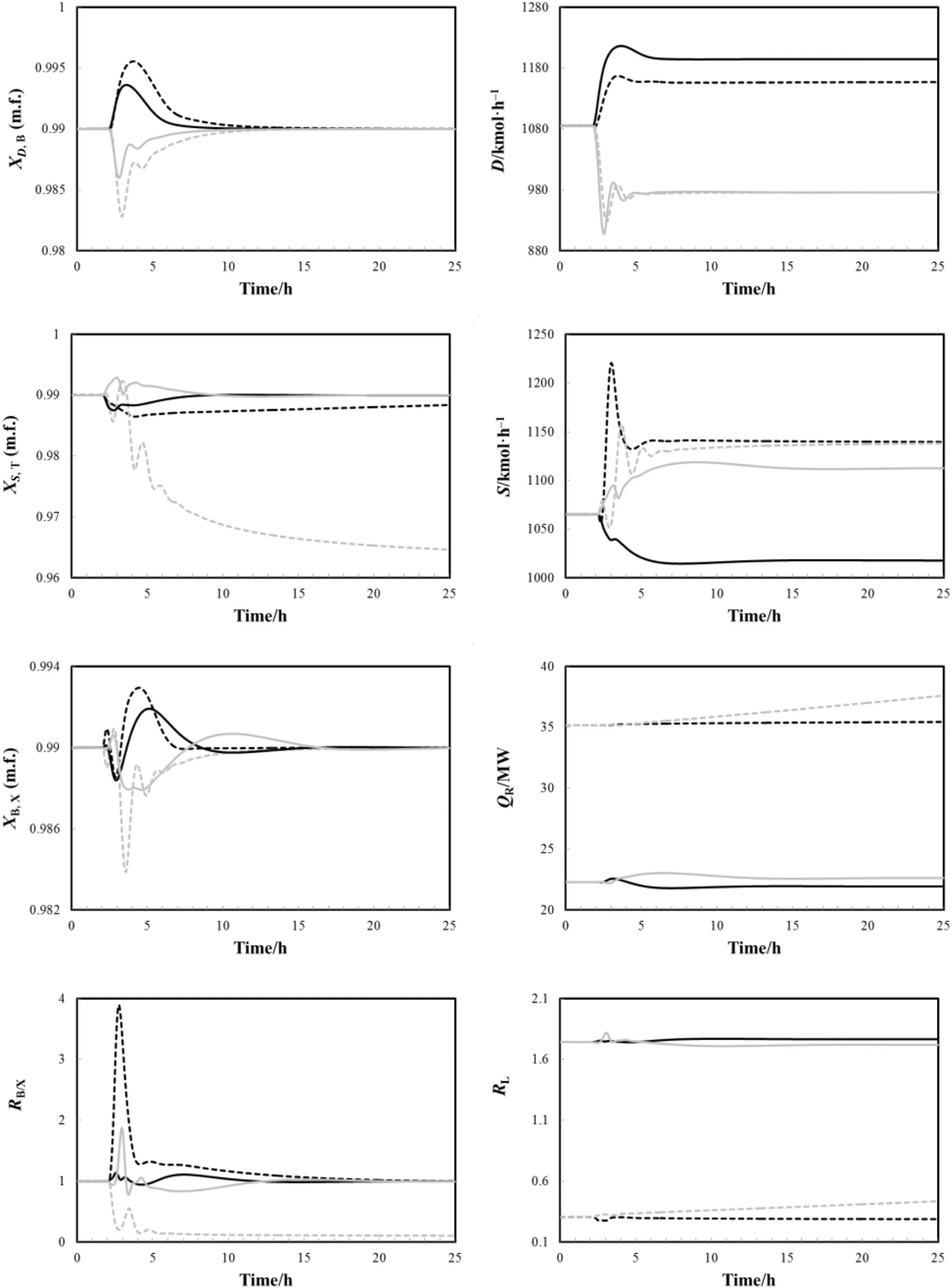
Fig.5.Closed-loop responses of the IPD and FPD to a±10%step change in B feed composition


[1]K.A.Amminudin,R.Smith,D.Y.C.Thong,G.P.Towler,Design and optimization of fully thermally coupled distillation columns:Part 1:Preliminary design and optimization methodology,Chem.Eng.Res.Des.79(2001)701-715.
[2]N.Asprion,G.Kaibel,Dividing wall columns:Fundamentals and recent advances,Chem.Eng.Process.49(2010)139-146.
[3]I.Dejanović,L.Matijašević,Ž.Olujić,Dividing wall column—A breakthrough towards sustainable distilling,Chem.Eng.Process.49(2010)559-580.
[4]Ӧ.Yildirim,A.A.Kiss,E.Y.Kenig,Dividing wall columns in chemical process industry:A review on current activities,Sep.Purif.Technol.80(2011)403-417.
[5]M.I.Abdul Mutalib,R.Smith,Operation and control of dividing wall distillation columns.Part 1:Degrees of freedom and dynamic simulation,Trans.IChemE76(1998)308-318.
[6]M.I.Abdul Mutalib,A.O.Zeglam,R.Smith,Operation and control of dividing wall distillation columns.Part 2:Simulation and pilot plant studies using temperature control,Trans.IChemE76(1998)319-334.
[7]S.J.Wang,D.S.H.Wong,Controllability and energy efficiency ofa high-purity divided wall column,Chem.Eng.Sci.62(2007)1010-1025.
[8]H.Ling,W.L.Luyben,New control structure for divided-wall columns,Ind.Eng.Chem.Res.48(2009)6034-6049.
[9]A.A.Kiss,R.R.Rewagad,Energy efficient control of a BTX dividing-wall column,Comput.Chem.Eng.35(2011)2896-2904.
[10]S.Luan,K.Huang,N.Wu,Operation of dividing-wall distillation columns.1.A simplified temperature difference control scheme,Ind.Eng.Chem.Res.52(2013)2642-2660.
[11]N.Wu,K.Huang,S.Luan,Operation of dividing-wall distillation columns.2.A double temperature difference control scheme,Ind.Eng.Chem.Res.52(2013)5365-5383.
[12]Y.Yuan,K.Huang,Operation of dividing-wall distillation columns.3.A simplified double temperature difference control scheme,Ind.Eng.Chem.Res.53(2014)15969-15979.
[13]E.A.Wolff,S.Skogestad,Operation of integrated three-product(Petlyuk)distillation columns,Ind.Eng.Chem.Res.34(1995)2094-2103.
[14]Y.Wang,K.Huang,S.Luan,W.Chen,S.J.Wang,D.S.H.Wong,Circumventing the black-hole problem in design and control of dividing-wall distillation columns,Ind.Eng.Chem.Res.51(2012)14771-14792.
[15]J.Gao,K.Huang,S.Luan,Y.Jiao,S.Li,Avoiding the black-hole problem by the arrangements of multiple intermediate products to dividing-wall distillation columns,Ind.Eng.Chem.Res.52(2013)4178-4201.
[16]Y.Yuan,H.Chen,J.Yu,K.Huang,S.Li,W.Chen,Employing feed splitting to eliminate the black-hole problem of dividing-wall distillation columns,Asia Pac.J.Chem.Eng.6(2015)936-952.
[17]W.Chen,K.Huang,H.Chen,C.Xia,G.Wu,K.Wang,Design and operation of dividing-wall distillation columns.1.Diminishing the black-hole problem through over-design,Chem.Eng.Process.75(2014)90-109.
[18]X.Zong,K.Huang,Y.Yuan,H.Chen,J.Yu,Design and operation of dividing-wall distillation columns.2.Process dynamics and operation,Chem.Eng.Process.91(2015)89-103.
[19]W.L.Luyben,Distillation Design and Control Using Aspen Simulation,John Wiley&Sons,New York,2006.
[20]P.Wang,H.Chen,Y.Wang,L.Zhang,K.Huang,S.J.Wang,A simple algorithm for the design of fully thermally coupled distillation columns(FTCDC),Chem.Eng.Commun.199(2012)608-627.
[21]R.M.Ignat,A.A.Kiss,Optimal design,dynamics and control of a reactive DWC for biodiesel production,Chem.Eng.Res.Des.91(2013)1760-1767.
杂志排行

Chinese Journal of Chemical Engineering的其它文章
- Hydrodynamic dispersion ofreactive solute in a Hagen-Poiseuille flow of a layered liquid
- Interpenetrating polymers supported on microporous polypropylene membranes for the transport of chromium ions☆
- Suppression of gold nanoparticle agglomeration and its separation via nylon membranes☆
- Synthesis of clay-supported nanoscale zero-valent iron using green tea extract for the removal of phosphorus from aqueous solutions
- Horizontal gas mixing in rectangular fluidized bed:A novel method for gas dispersion coefficients in various conditions and distributor designs
- Experimental detection of bubble-wall interactions in a vertical gas-liquid flow☆