溶剂再生塔操作异常的原因及调节
2017-05-25陈志刚陈振江
陈志刚,王 磊,陈振江
(中国石油天然气股份有限公司乌鲁木齐石化公司 新疆乌鲁木齐830019)
溶剂再生塔操作异常的原因及调节
陈志刚,王 磊,陈振江
(中国石油天然气股份有限公司乌鲁木齐石化公司 新疆乌鲁木齐830019)
分析了炼油厂溶剂再生装置运行中贫胺液系统出现胺液有效浓度下降、贫液不合格等异常现象的原因是胺液降解。介绍了对再生塔操作的优化调整,其中包括置换胺液系统、控制再生压力、再生塔底温度和重沸器温度以及对胺液再生。采取调整措施后,贫液质量得以保证,并避免了下游干气、液化气等脱硫单元出现质量事故。
再生塔 胺液 再生 运行 酸性气
中国石油天然气股份有限公司乌鲁木齐石化公司(以下简称乌鲁木齐石化)炼油升级改造项目40 kt/a硫磺回收装置于2012年10月30日建成投产。装置包括40 kt/a硫磺回收装置和300 t/h溶剂再生装置。
溶剂再生装置采用热再生工艺,是一个解吸过程。解吸的必要条件是气相中吸收组分的分压必须小于液相中的吸收质的平衡分压。因此,溶剂加热是解吸最常用的方法。
溶剂再生装置接收来自上游重油催化干气脱硫装置、1.20 Mt/a延迟焦化装置、6 Mt/a常减压装置、2 Mt/a加氢装置以及1.50 Mt/a蜡油加氢装置的富胺液,经溶剂再生解吸,形成贫胺液返上游生产装置进行循环使用,溶剂再生装置产生的酸性气送至40 kt/a硫磺回收装置做生产硫磺的原料。
1 溶剂再生塔运行情况
1.1 再生塔异常
自2015 年9 月初以来,MDEA再生塔底液位出现有规律的波动,每隔8 min出现1个波峰和1个波谷,塔顶压力波动范围在85~110 kPa,塔底温度波动范围在119~127 ℃。溶剂再生塔的操作异常直接影响胺液质量及脱硫效果,贫胺液硫化氢质量浓度由原来的2~3 g/L升至4~6 g/L,贫胺液中二氧化碳质量浓度由原来的1~2 g/L升至2~3g/L。系统富胺液质量分析见表1,贫胺液质量分析见表2。
1.2 溶剂再生塔操作异常的原因分析
在贫/富液换热器进出口取贫液样,对比分析胺液中的H2S和CO2,以此判断胺液质量以便分析原因。贫/富液换热器进出口贫液样质量分析见表3。
2015年8月,溶剂再生每隔3~5 d就出现1次冲塔现象,同时8月初贫液质量分数达28%~30%,到9月初贫液质量分数就降至23%~25 %,按胺液系统850 t的藏量计算,胺液损失达70~90 t;同时胺液呈暗红色,胺液分析中束缚胺、热稳定性盐高,因此可判断胺液发生了降解。而且从表3也可看出:贫/富液换热器未发生泄漏,胺液中的束缚胺、热稳定性盐高,由此推断胺液质量下降的原因是胺液发生降解。
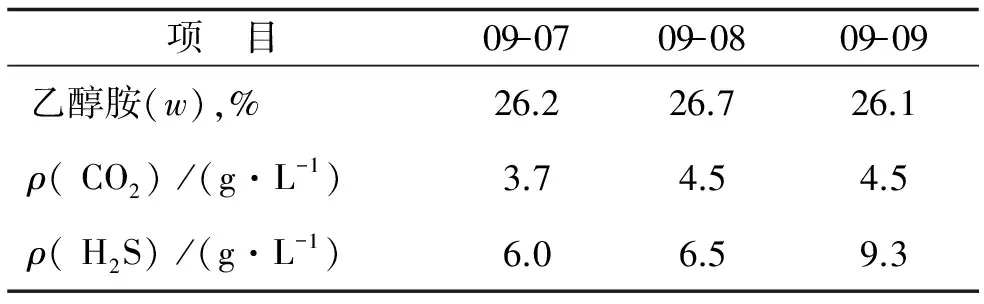
表1 系统富胺液质量分析

表2 系统贫胺液质量分析
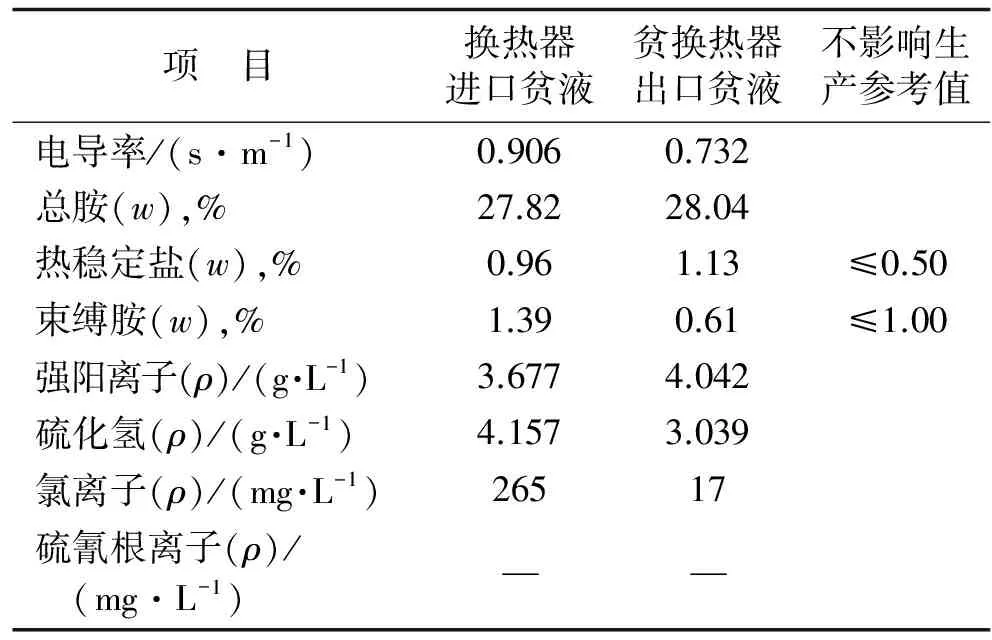
表3 贫/富液换热器进出口贫胺液样质量分析
2 胺液降解后的调整措施
脱硫过程中,胺液因含硫气体中存在一些杂质或操作异常会发生降解。胺液降解主要分为热降解、化学降解和氧化降解3种[1]。胺液降解不仅降低脱硫处理能力和脱除效率,而且随着胺液系统中热稳定性盐含量增加,还会造成设备、管线的腐蚀和堵塞,因此必须及时消除降解产物、复活胺液吸附硫化氢的能力。
2.1 置换胺液系统
添加或置换新鲜胺液是消除降解产物和热稳定性盐最直接的方法,但置换胺液费用昂贵、置换出的废液排放涉及污染环境,因而受到限制。一般采取添加部分新鲜胺液、同时胺液净化设施全天24 h运行,使胺液复活。乌鲁木齐石化为确保下游各胺液脱硫装置产品合格,一次性向溶剂系统添加了50 t新鲜胺液来提高胺液质量。
2.2 调整再生塔操作参数
胺液降解造成有效胺的损失,胺液pH 值下降,胺液脱硫效果变差,产品不合格,降解产物还增强了溶剂腐蚀性,使溶剂易起泡,造成溶液黏度升高,降低再生塔与换热器。因此减少甲基二乙醇胺(MDEA) 的降解对保证装置正常、高效运行具有重要意义[2]。
2.2.1 控制再生压力
溶剂再生时应尽可能降低再生压力,因为再生压力的提高将导致再生塔塔底温度的升高,蒸汽消耗量增加[3]。压力越低越有利于胺液中硫化氢的解吸。一般再生塔压力控制在70~100 kPa,塔压一般根据再生塔的设计和硫磺回收酸性气分液罐的背压以及到酸性气分液罐的压降进行综合核定。
2.2.2 控制再生塔底温度
再生塔底再生温度的高低主要取决于再生后贫胺液的质量,而贫胺液的质量又是保证气体净化指标的关键。为确保干气 、液化气中H2S 质量浓度控制指标小于或等于20 mg/m3,则贫液中H2S质量浓度应低于2.5 g/L。实际生产中,富液中H2S 质量浓度一般不大于9 g/L,贫液中H2S质量浓度不大于1.2 g/L,有些企业甚至将贫液中H2S质量浓度控制在1.0 g/L以下。富胺液在再生塔中主要发生解吸反应,溶剂的解吸再生是吸热过程,因此提高温度有利于解吸的进行,但过度提高温度不会连续提高再生效果,相反会引起MDEA降解。因此一般要求再生塔顶温度高于110 ℃,底部温度介于118~126 ℃。
2.2.3 控制重沸器温度
控制重沸器温度的目的是控制适宜的再生温度。再生温度较高将导致胺液降解和腐蚀的加剧,溶剂的运行过程中,再生塔主要使用1.0 MPa蒸汽减压到0.35 MPa的低压饱和蒸汽作为动力源。蒸汽使用量的多少直接影响再生塔操作,导致再生效果不理想。蒸汽单耗对质量、对塔顶温度、酸性水回流影响较大,实际操作为80~100 kg/t,但根据再生塔贫液质量可适当调整蒸汽。贫液质量的好坏与再生温度、塔顶回流比密切相关。一种溶液在一定的压力下,仅有一个相应的沸点,此时的温度不随加热蒸汽量的增加而上升[4]。蒸汽量增大容易造成再生塔气相负荷上升、浮阀孔速加大、全塔压力降增高。若不能正确掌握再生温度与压力的关系,而一味提高蒸汽量来升高再生温度,不仅不能提高再生温度,反而易引起再生塔冲塔跑胺或胺液质量下降。
再生塔温度越高越容易降解。一般再生塔底温度到120 ℃,胺液便有降解趋势,温度高于126 ℃时将呈几何型速率降解。所以2015年8月,乌鲁木齐石化因再生塔经常间歇性发生冲塔使塔底温度超过126 ℃,导致大量胺液降解,同时冲塔时酸性气气液夹带而发泡,被脱硫气体带液也是导致胺液浓度下降的一个主要原因。
调整后的再生塔操作参数见表4。
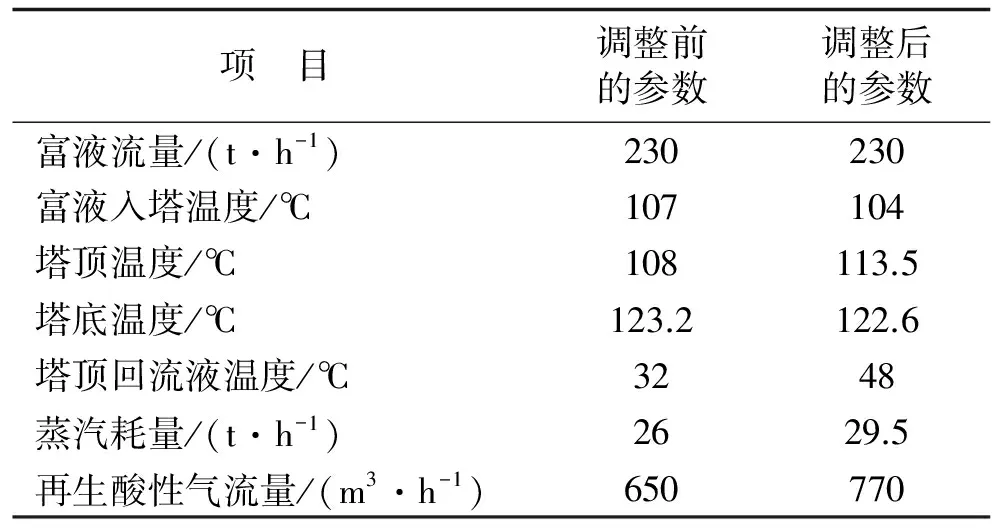
表4 调整后的再生塔操作参数
2.3 对胺液进行再生
为确保溶剂再生装置平稳运行,同时配套建设了胺液净化设施SR-203,该设施采用美国MPR 公司的胺液净化系统,包括去除固体悬浮物的 SSXTM净化工艺、去除热稳定盐和贫胺酸性气的热稳定性盐净化工艺。胺液净化设施能有效去除胺液中多种杂质及热稳定性盐,还能减少胺液发泡高度及消泡时间,降低发泡几率。此次胺液出现降解后,乌鲁木齐石化将胺液净化设施SR-203的运行频率从每天运行4~5个周期调整到全天24 h不间断运行。投用胺液净化设施一周后,贫胺液中热稳定盐质量分数下降到0.5%以下,束缚胺质量分数降到1%以下。由于胺液中强阳离子质量浓度高至4.042 g/m3,其来源与胺液净化设施中的强碱氢氧化钠有直接关系,故将胺液净化设施SR-203除盐水冲洗量从4.5 t/h提高到6.5 t/h来降低胺液中强阳离子浓度。
3 调整效果
胺液质量严重下滑后,及时对溶剂系统补充新鲜胺液,同时优化调整溶剂再生塔操作,调整后胺液质量上升。调整后贫液质量分析见表5。
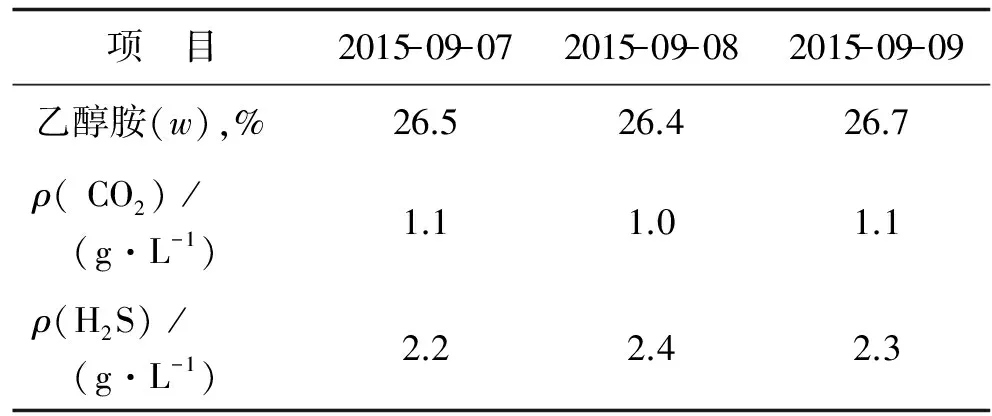
表5 调整后贫液质量分析
贫胺液质量上升后,干气、液化气脱硫装置运行正常,未出现被脱硫气体质量分析不合格现象。净化气中未检出H2S。
4 结语
胺液在原料气中杂质的影响下容易降解,生成热稳定性盐和其他降解产物,严重影响到溶剂再生装置和下游干气、液化气脱硫装置的平稳运行,甚至造成气体不合格。为使这种影响减至最低,需采取有效措施来降低原料气中杂质含量。同时,还应及时关注胺液质量的变化,及时降低胺液中热稳定性盐含量。
[1] 聂崇斌.醇胺脱硫溶液的降解和复活[J].石油与天然气化工,2012,41(2):164-168,247.
[2] 叶庆国,张书圣.酸性废气脱硫工艺中N-甲基二乙醇胺降解反应产物的研究[J].高校化学工程学报,2001,15(1):35-39.
[3] 陈晓林,胡国利.富液集中再生技术的应用[J].石油与天然气化工,2002,31(2):85-88.
[4] 谢世全,王世存.防止再生塔冲塔跑胺的意见[J].石油与天然气化工,1986(4):31-34.
Reasons of abnormal operation of solvent recovery tower and adjustment
CHENZhigang,WANGLei,CHENZhenjiang
(PetroChina Urumqi Petrochemical Company,Urumqi,Xinjiang,830019,China)
It is analyzed that the reason of effective concentration dropping and unqualified lean amine in lean amine system during operation of solvent recovery plant in refinery is degradation. Optimized adjustment of recovery tower is introduced, with respects to replacing amine system, controlling recovery pressure, temperature of tower bottom and reboiler, amine regeneration. By adjusting measures, quality of lean amine is ensured, and quality accidents due to desulphurization unit such as downstream dry gas, liquefied gas are avoided.
recovery tower;amine;recovery;operation;acid gas
2016-12-20。
陈志刚,男,中国石油天然气股份有限公司乌鲁木齐石化公司工程师,从事硫磺回收装置工艺技术管理工作。电话:0991-6910192,E-mail:chenzgws001@petrochina.com.cn。
TQ111.16;TQ125.1+1
B
1002-1507(2017)04-0036-03