凝聚槽类型对转杯内气流场影响的数值模拟
2017-05-24杨瑞华高卫东生态纺织教育部重点实验室江南大学江苏无锡214122
刘 超, 杨瑞华, 薛 元, 高卫东(生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122)
凝聚槽类型对转杯内气流场影响的数值模拟
刘 超, 杨瑞华, 薛 元, 高卫东
(生态纺织教育部重点实验室(江南大学), 江苏 无锡 214122)
为探究G、T、U、S型凝聚槽对36 mm直径转杯内气流场的影响,在软件Fluent中对三维流场进行数值计算分析。结果表明:在相同工艺条件下,凝聚槽在1周(0°~360°) 范围内,4种槽型的速度大小为G型>T型>U型>S型,在0°与360°位置处静压大小为G型>S型>U型>T型,其余各角度位置处静压大小为S型>U型>T型>G型。各槽型内气流静压和速度趋势基本一致,以T型槽为例,输棉通道内的静压位于-32 886.15~18 224.56 Pa之间,转杯内的静压大部分处于-13 719.63~-7 330.80 Pa之间;输棉通道内的气流随着管道直径的减小而加速运动,在出口处达到最大值261.81 m/s。
转杯纺; 凝聚槽; 数值模拟; 气流场; 速度; 静压
转杯纺是一种自由端纺纱方法,成纱过程中自由态纤维由离心力与气流力作用在凝聚槽凝聚,随高速旋转的转杯加捻成纱。转杯纺纱机按照转杯型号的不同,可分为自排风式和抽气式,二者成纱过程基本一致,但形成负压的方式不同[1]。
转杯型号是以凝聚槽的形状进行分类的,可分为G型、T型、S型、U型等。G型槽适纺中、低线密度机织、针织、牛仔布用纱以及染色布用纱,适纺线密度小于100 tex;T型槽应用面广,适纺线密度小于60 tex;S型槽适纺高含杂棉及各类化纤,适纺线密度大于28 tex;U型槽适纺粗支纱,纺出的纱线强度较低,波纹较少,适纺线密度大于35 tex[1-2]。成纱质量与凝聚槽的槽型、凝聚角度的大小和摩擦因数等因素有很大关系。
曾泳春等[3]采用二维模型对喷气织机喷嘴中的气流运动进行数值计算,结果表明,喷孔倾角为45°时,喷嘴内气流速度分布均匀,成纱性能好;邹专勇等[4]建立了喷气涡流纺喷嘴结构三维模型,表征了喷嘴内气流场的流动情况,分析了流场内的速度分布、压力分布以及流场与成纱机制之间的联系;梁海顺等[5]应用NUMECA软件模拟了喷气织机主喷嘴内部流场特征;林惠婷等[6]通过数值计算方法研究了纤维输送管和转杯内的气流运动特性,探讨了纤维输送管特征数和空间位置角对纤维伸直状态的影响。
本文以转杯纺纱通道内气流场作为研究对象,应用Fluent对转杯纺纱通道内的气流流动特征进行模拟,并分析了4种不同型号的凝聚槽对转杯内气流场的影响,为研究凝聚槽型号对纱线质量的影响提供理论依据。
1 抽气式转杯纺纱通道流场三维模型
图1示出纺纱通道内流场的三维模型,包括引纱管、输棉通道、转杯等。此模型是根据日发机械股份有限公司生产的某种型号转杯纺纱机内的转杯所建立,转杯直径为36 mm。从图1(b)可看出,转杯直径最大位置处形成一个凝聚纤维的凹槽,即为凝聚槽。为探究凝聚槽类型对转杯内气流场的影响,对直径为36 mm,槽型为G型、T型、S型、U型的转杯分别进行模拟。
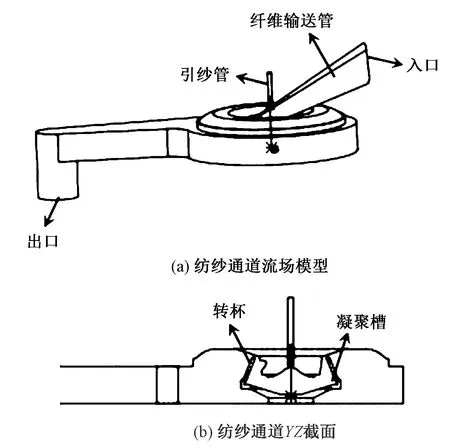
图1 纺纱通道内流场三维模型Fig.1 3-D Airflow field model of spinning channel (a) and cross sectional view of YZ (b)
2 纺纱通道内流场的数值计算
2.1 物理模型
由于气流在纺纱通道内高速流动,因此,纺纱通道内气流的流动是可压缩的黏性流动。为简化数值计算,忽略纺纱通道流场内的纤维运动和热传递。基本控制方程为能量守恒方程和动量守恒方程。
能量守恒方程的微分表达式[7]为
(1)
式中:ρ为气体密度;h为熵;ui为气流速度在xi方向的分量;k为分子传导率;kt为湍流传递引起的传导率;T为温度;Sh为被定义的体积源[7]。
动量守恒方程的微分表达式[7]为
(2)
式中:uj为气流速度在xj方向的分量;p为压强;τij为应力矢量;gi为沿着i方向的重力分量;Fi为阻力和能源引起的其他源项[7]。
湍流模型采用标准的k-ε模型方程:
式中:Gk为层流速度梯度产生的湍动能;Gb为浮力产生的湍动能;YM为可压缩湍流中脉动膨胀的贡献;μt为湍流黏性系数;σk为湍动能k对应的普朗特数;σε为耗散能ε对应的普朗特数;Sk和Sε为用户定义的源项;C1ε=1.42,C2ε=1.68,C3ε=0.09[7]。
2.2 边界条件设定
入口边界:设置输棉通道入口为质量流量入口,入口质量流量=气体密度(1.29 kg/m3)×入口速度(50 m/s)×入口截面积(83.72 mm2)=0.005 4 kg/s。
出口边界:由转杯纺纱工艺可知,出口边界为压力出口,出口处的压强值设为-8 kPa[8]。
固体壁面:在纺纱过程中,转杯沿着顺时针方向高速旋转,因此,转杯壁面的运动类型为旋转[9],转速设为12万r/min。
3 结果与讨论
3.1 纺纱通道内流场分析(T型)
在对模拟计算结果进行后处理的过程中发现,G型、T型、S型和U型槽的纺纱通道内三维流场的气流速度矢量图及压强分布图的趋势基本保持一致。本文将T型槽的纺纱通道内三维流场作为例子分析其流场模拟的结果。
图2示出T型槽静压分布图。由图2(a)可知,转杯纺纱通道内的静压处于-13.719 63~-941.96 Pa之间,小于输棉通道内的静压。由图2(b)和图2(c)可知,输棉通道入口处压力达到最大值,为18 224.56 Pa,当纤维由输送管入口处向出口处运动的过程中,输棉通道内的静压逐渐变成了负压,出口处的静压值为-32 886.10 Pa,纤维输送管内的负压有利于纤维顺利脱离分梳辊,向转杯凝聚槽内运动。从图2(c)还可看出:转杯内的大部分静压为负压,处于-13 719.63~-7 330.80 Pa之间,有利于纤维沿着滑移面向凝聚槽运动,使纺纱顺利进行;转杯内的静压呈现不均匀的分布,使得转杯由于受到气流不平衡力的影响,在旋转过程中的稳定性降低,磨损程度增大,使用寿命大大缩短。
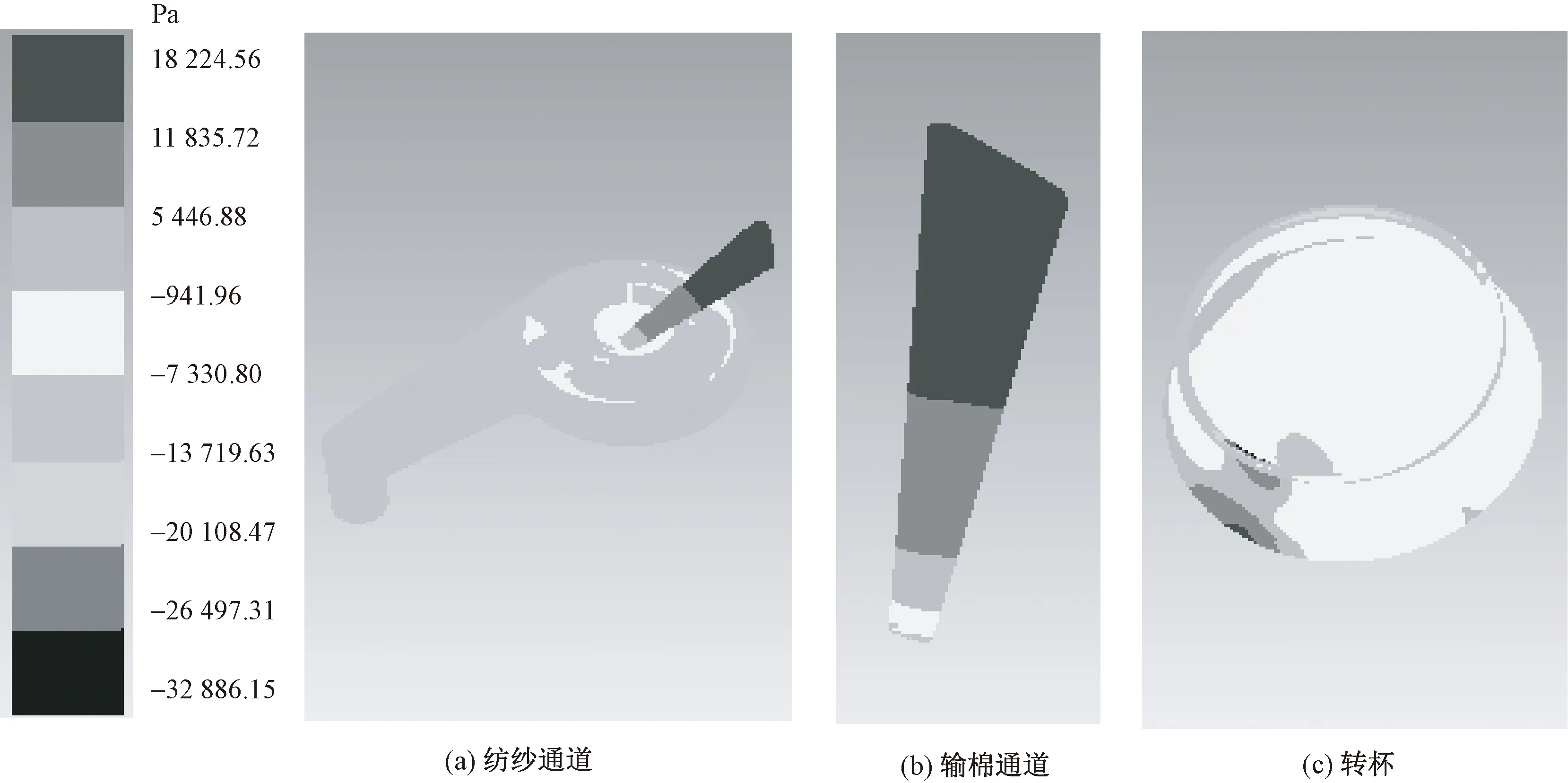
图2 T型槽静压分布图Fig.2 T-type static pressure in spinning channel (a), transfer channel (b) and rotor (c)
图3示出T型槽速度分布失量图。由图3(a)纺纱通道内速度分布矢量图和图3(b)输棉通道内速度分布矢量图可知,随着输棉通道的横截面积逐渐缩小,输棉通道中的气流速度值呈梯度递增,出口处的速度值最大,达到261.81 m/s,气流在输棉通道中的加速运动既有利于纤维顺利向转杯凝聚槽内移动,更有利于输棉通道中弯钩纤维的伸直。由图3(c)转杯内速度分布矢量图可知:输棉通道出口处的气流碰撞到转杯滑移面后,向周围发散运动;随着转杯的高速旋转,由于受到杯内负压和滑移面摩擦阻力的影响,分成2股不同大小和方向的气流,一股绕着转杯顺时针向上运动,一股绕着转杯逆时针向上运动,在2股气流交汇处形成涡流,涡流的形成是纤维产生包缠加捻的关键,有助于成纱。
3.2 凝聚槽类型对转杯内气流场的影响
在高速旋转的转杯离心力作用下,纤维由滑移面向凝聚槽内移动,叠合成环形的凝聚须条。凝聚的目的是为了连续纺纱,这是转杯纺纱的必要工艺过程,因此,本文对G型、T型、S型和U型槽内的气流场进行数值模拟计算,结果如图4~5所示。
图4示出G型、T型、S型和U型槽的壁面静压分布云图。由图可知:在相同的工艺条件下,G型槽内静压处于-43 468.81~22 059.51 Pa之间,T型槽内静压处于-32 886.15~18 224.56 Pa之间,S型槽内静压处于-31 944.15~19 432.92 Pa之间,U型槽内静压处于-32 269.47~19 154.20 Pa之间;在4种槽型中,G型槽高压值最大,T型槽高压值最小,S型槽低压值最大,G型槽低压值最小。

图3 T型槽速度分布矢量图Fig.3 T-type airflow velocity in spinning channel (a), transfer channel (b) and rotor (c)
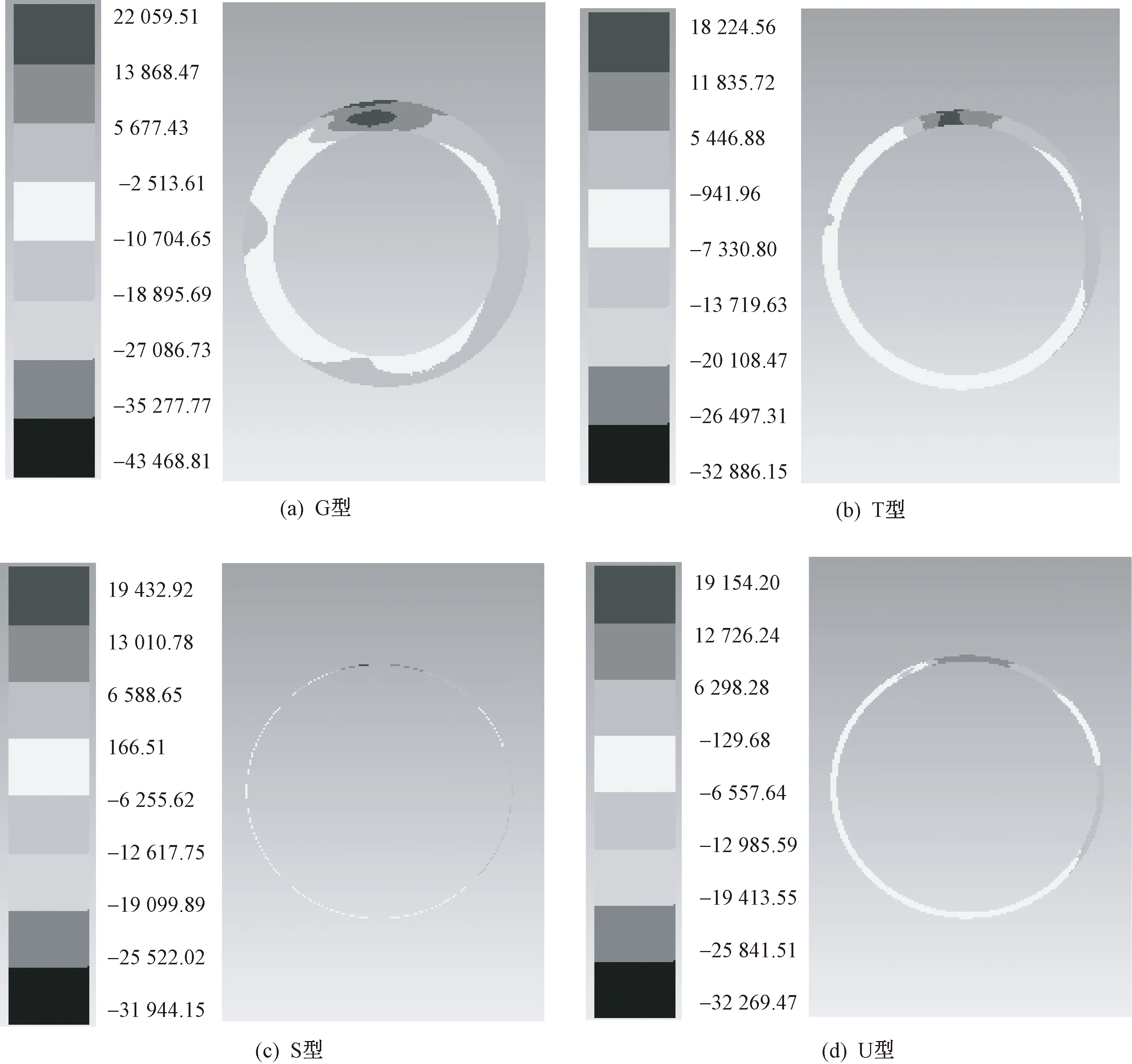
注:单位为Pa。图4 不同类型凝聚槽壁面静压分布Fig.4 Static pressure in different grooves. (a) G type; (b) T type; (c) S type; (d) U type
图5示出不同类型凝聚槽壁面的速度分布,图6示出转杯凝聚槽1周0°~360°各个角度处的压力和速度分布规律。0°位置处为输棉通道中心线延长至出口与凝聚槽交汇处,角度沿着顺时针方向递增。由图5、6可知,在相同工艺条件下,G型槽内速度值最大,T型槽与U型槽次之,且T型槽内速度值高于U型槽,S型槽内速度值最小。
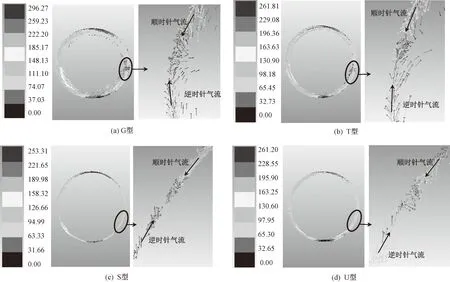
注:单位为Pa。图5 不同类型凝聚槽壁面速度分布Fig.5 Velocity of different types of grooves. (a) G type; (b) T type; (c) S type; (d) U type
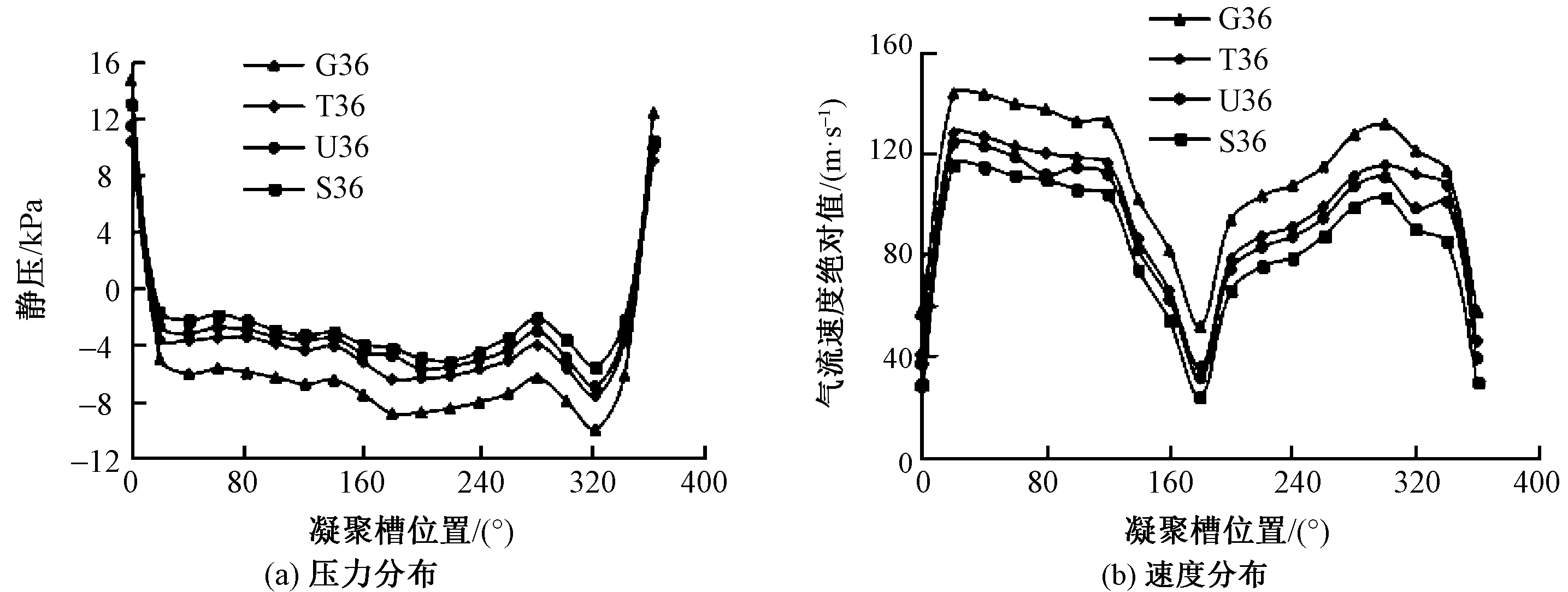
图6 凝聚槽中压力和速度分布规律Fig.6 Pressure distribution of grooves (a) and velocity distribution of grooves (b)
从图6(a)可看出,凝聚槽的静压在0°位置处达到最大值,随着转杯的高速旋转,静压值急速下降,且在0°~20° 区间内,静压值由正变为负。但在320°~360°区间内,静压值又由负变为正,在20°~320°区间内,压力相差不大,静压比较稳定。从图6(b)可看出,在0°位置处,气流速度较低,随着角度递增,速度急剧增加,在0°~20°区间内,速度梯度较大,在20°位置处,速度达到最大值,这是由于输棉通道出口处的纤维沿着转杯滑移面向凝聚槽中运动的过程中,纤维在该位置处的聚合效果好。沿着顺时针方向,气流速度在凝聚槽120°~180°区间内又减少了1个数量级,结合图5可看出,输棉通道出口处流出的高速气流,碰到转杯滑移面后,在滑移面摩擦阻力和负压作用下,形成2股不同大小、反向运动的气流,一股沿着转杯顺时针方向旋转,一股沿着转杯逆时针方向旋转,2股气流在180°位置处相遇,所以此处速度值和压力值较小,不利于纤维的聚合、加捻成纱。
由图6可知:4种槽型在0°和360°位置处静压大小为G型>S型>U型>T型,其余角度位置处静压大小为S型>U型>T型>G型;4种槽型在各角度位置处的速度大小为G型>T型>U型>S型。由气流纺回转纱条张力的测试与分析[10]结果可知,速度越大,凝聚槽内的气流由于受到转杯内离心力的作用,越来越易聚集,对纤维须条产生的抱合力较大,纤维与纤维间的紧密度增加,使得纤维须条的加捻阻力减小,导致纱线的捻回传递长度减小,纺出的纱线强力相应增加,因此,G型槽纺成的纱线强力最大,大于T型槽和U型槽,而S型凝聚槽中的纤维须条呈现蓬松状态,使得须条的加捻阻力增大,导致纱线的捻回传递长度变大,纤维缠绕增多,成纱强力变小。这又和转杯纺捻度传递长度的解析研究[11]中的结论一致,因为凝聚槽的夹角越大,纺出纱线的捻度传递长度就越大,G型凝聚槽的夹角是35°,T型凝聚槽的夹角是45°,U型凝聚槽的夹角是80°,S型凝聚槽的夹角是85°,所以4种槽型纺出的纱线的捻回传递长度的大小为S型>U型>T型>G型。捻度传递长度缠绕纤维与成纱质量[12]的实验研究表明,纱线的捻回传递长度与成纱质量的关系密切。当捻回传递长度增加,纱线的强力下降;当捻回传递长度减小,纱线的强力增大。4种槽型的成纱强力大小为G型>T型>U型>S型。
4 结 论
采用3-D模型,借助流体计算分析软件对纺纱通道内的气流场进行模拟计算,并研究了G型、T型、U型和S型槽对转杯内气流流动特征的影响,得到以下结论。
1)4种槽型的纺纱通道内气流场静压分布云图与速度分布矢量图的趋势基本一致,以T型槽为例,转杯纺纱通道内的静压低于纤维输送管内的静压,纤维在纤维输送管入口处静压值最大为18 224.56 Pa,出口处静压值最小为-32 886.10 Pa;转杯内的静压分布不均匀,且大部分静压为负压。
2)随着纤维输送管管道直径逐渐减小,纤维由输送管进入转杯内的过程中加速运动,且在纤维输送管出口处速度达到最大值261.81 m/s,有利于纤维的定向伸直;纤维到达转杯滑移面上时一方面向凝聚槽运动,一方面沿着转杯旋转方向运动。
3)G型槽内静压处于-43 468.81~22 059.51 Pa之间,速度处于0~296.27 m/s之间;T型槽内静压处于-32 886.15~18 224.56 Pa之间,速度处于0~261.81 m/s之间;S型槽内静压处于-31 944.15~19 432.92 Pa之间,速度处于0~253.31 m/s之间;U型槽内静压处于-32 269.47~19 154.20 Pa之间,速度处于0~261.20 m/s之间。
4)以输棉通道中心线延长至出口与凝聚槽交汇处为0°,角度沿凝聚槽顺时针方向递增至360°;4种槽型在0°与360°位置处静压大小为G型>S型>U型>T型,其余角度位置处静压大小为S型>U型>T型>G型;4种槽型的速度大小为G型>T型>U型>S型;G型槽纺成的纤维抱合力大,纤维须条紧密,须条加捻阻力小,捻度易于传递,所纺纱线强度高于其他3种槽型。
FZXB
[1] 张百祥,周慈念.转杯纺纱[M].北京:纺织工业出版社, 1993:61-65. ZHANG Baixiang,ZHOU Cinian.Rotor Spinning [M]. Beijing:Textile Industry Press,1993:61-65.
[2] 叶鸿玑,徐潼.转杯纺纱[M].济南:济南出版社,1989:8-13. YE Hongji,XU Tong.Rotor Spinning [M].Jinan:Jinan Press,1989:8-13.
[3] 曾泳春,郁崇文.喷气纺喷嘴中气流流动的数值计算[J].东华大学学报(自然科学版),2002(5):11-16. ZENG Yongchun, YU Chongwen.Value of airflow jet spinning nozzle computing [J].Journal of Donghua University (Natural Science),2002(5):11-16.
[4] 邹专勇,俞建勇,薛文良,等.喷气涡流纺喷嘴内部三维流场的数值研究[J].纺织学报,2008,29(2):86-89. ZOU Zhuanyong, YU Jianyong, XUE Wenliang,et al. Numerical study of jet vortex spinning nozzle inside the three-dimensional flow field [J].Journal of Textile Research,2008,29(2):86-89.
[5] 梁海顺,杨昆,王贯超,等.基于NUMECA技术的喷气织机主喷嘴内部流场数值模拟[J].纺织器材,2008(3):12-16. LIANG Haishun, YANG Kun, WANG Guanchao, et al. Main nozzle internal flow field numerical simulation based on NUMECA technology[J].Textile Accessories, 2008(3):12-16.
[6] 林惠婷,汪军,曾泳春.输棉通道几何参数对转杯纺气流场影响的数值研究[J].纺织学报,2015, 36(2):98-104. LIN Huiting, WANG Jun,ZENG Yongchun.Numerical study cotton spinning channel geometry on the flow field [J]. Journal of Textile Research, 2015,36(2):98-104.
[7] 王福军.计算流体动力学分析[M].北京:清华大学出版社,2004:7-9. WANG Fujun.Computational Fluid Dynamics Analy-sis [M].Beijing: Tsinghua University Press,2004:7-9.
[8] 刘超,杨瑞华,王鸿博,等.转杯纺纱通道三维流场的数值模拟[J].纺织学报,2016,37(9):145-150. LIU Chao,YANG Ruihua,WANG Hongbo, et al.Numerical simulation of three-dimensional flow field in rotor spinning passage [J].Journal of Textile Research, 2016,37(9):145-150.
[9] 朱红均,林远华,谢龙汉.FLUENT流体分析及仿真实用教程[M].北京:人民邮电出版社,2010:237-238. ZHU Hongjun,LIN Yuanhua,XIE Longhan.FLUENT Fluid Analysis and Simulation Practical Tutorial [M].Beijing:The People′s Posts and Telecommunications Press, 2010:237-238.
[10] 张百祥,秦洪奇,陈丽珍.气流纺回转纱条张力的测试与分析[J].东华大学学报(自然科学版),1981(1):8. ZHANG Baixiang, QIN Hongqi,CHEN Lizhen. Rotor spinning yarn tension test and analysis [J].Journal of Donghua University (Natural Science),1981(1): 8.
[11] 汪军,黄秀宝.转杯纺捻度传递长度的解析研究[J].中国纺织大学学报,2000(1):64-69. WANG Jun, HUANG Xiubao. Analytical studies spinning twist length transfer[J]. Journal of China Textile University, 2000(1): 64-69.
[12] 黄秀宝,梁金茹.捻度传递长度缠绕纤维与成纱质量[J]. 纺织学报,1983,5(11):5-11. HUANG Xiubao,LIANG Jinru.Twist transfer length wound fiber and yarn quality[J].Journal of Textile Research,1983,5(11):5-11.
Numerical simulation of influence of groove type on flow field inside rotor
LIU Chao, YANG Ruihua, XUE Yuan, GAO Weidong
(KeyLaboratoryofEco-Textiles(JiangnanUniversity),MinistryofEducation,Wuxi,Jiangsu214122,China)
The influence of groove type on high speed airflow during rotor spun yarn was investigated. Airflow speed and static pressure in four types of groove, such as G, T, U and S of the 36 mm diameter rotor, were studied by Fluent software. The results show that under the same conditions, speeds in four groove size are G>T>U>S within the range from 0° to 360°. In 0° and 360° position, the static pressures are G>S>U>T. While for the rest of the angle position, the static pressures are S>U> T>G. Taking T groove as example, static pressures within the transfer channel are between -32 886.15 Pa and 18 224.56 Pa, static pressures within the rotor are between -13 719.63 Pa and -7 330.80 Pa. The airstream accelerates from the transfer channel inlet to the outlet with the decrease diameter of the pipe, and reaches the largest value to 261.81 m/s at the outlet.
rotor spinning; groove; numerical simulation; airflow field; speed; pressure
2016-03-23
2017-02-06
国家自然科学基金项目(51403085);中央高校基本科研业务费专项资金资助项目(JUSRP51631A);江苏省自然科学基金项目(BK20130148);江苏省政策引导类计划(产学研合作)-前瞻性联合研究项目(BY2016022-29)
刘超(1989—),女,硕士生。主要研究方向为转杯纺复合纱成纱结构与成纱气流分析。杨瑞华,通信作者,E-mail: yangrh@jiangnan.edu.cn。
10.13475/j.fzxb.20160304807
TS 101.2
A
