铆合页设备的设计
2017-05-22肖涛樊艳峰
肖涛,樊艳峰
(1.广东省食品药品职业技术学校,广东 广州 510610;2.广东新宇智能装备有限公司,广东 东莞 523000)
铆合页设备的设计
肖涛1,樊艳峰2
(1.广东省食品药品职业技术学校,广东 广州 510610;2.广东新宇智能装备有限公司,广东 东莞 523000)
本文主要介绍了铆合页设备的工作原理、硬件设计、软件设计、故障处理等。
铆合页;组装;生产效率;故障处理
目前,合页产品在食品包装行业中应用的越来越广泛。因此,许多生产合页的厂家急需寻求能提高生产效率,替代人工的铆合页设备,为此设计一款铆合页设备是非常有必要的。
1 铆合页设备的控制系统描述
该设备控制系统结构具体如下图1所示。
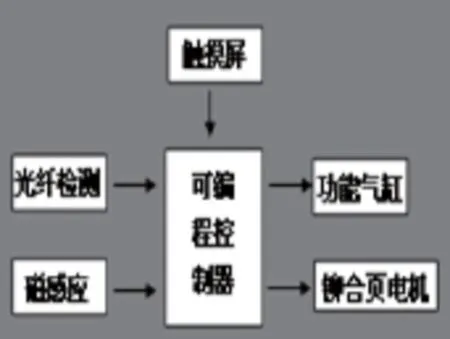
图1
可编程控制器接收来自触摸屏以及光纤放大器和磁感应器的信号,进行相应的运算处理。然后,输出运算结果,驱动各种功能气缸及电机动作。
2 硬件系统的组成以及概要
该设备控制系统硬件系统具体如下图2所示。
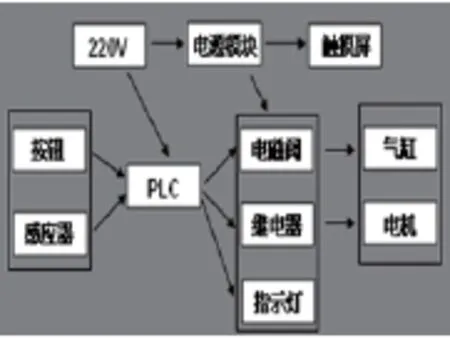
图2
设备控制板总体上大致分成五个部分:供电电源、控制单元、输入电路单元、输出电路单元、上位机单元。
(1)设备供电电源主要包括主电路供电电源、输入输出电路供电电源。在这里主电路的供电电源主要由交流220V提供,而输入电路供电电源由PLC本身提供,输出电路供电电源则由24V的电源模块提供。(2)控制单元主要采用松下的FP-XH C30T。(3)输入电路主要包括按钮和传感器组成。(4)输出电路主要包括驱动部分和执行部分。驱动部分主要由PLC输出端直接控制,如电磁阀、中间继电器、指示灯。执行部分主要由驱动部分驱动,如气缸、电机。(5)上位机选用威纶的TK6070I触摸屏。
3 软件系统的流程
配合机构动作的PLC软件部分需要实现以下功能:(1)启动设备时需使铆合页电机运转、振动盘和直振进行自动送料。(2)光纤检测到2片合页片以及针到位后,左右推合页的气缸进行动作,将2片合页合在一起,然后推针机构将针推到2片合页的衔接处。(3)实现铆压机构进行铆压。
设备控制系统的流程图具体如图3所示。
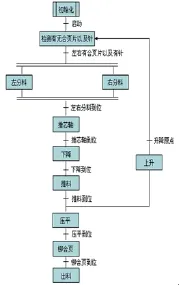
图3
4 人机界面
(1)主操作页面:此页面可以执行各种操作模式的切换,监控状态显示、参数设定等。具体如下图4所示。
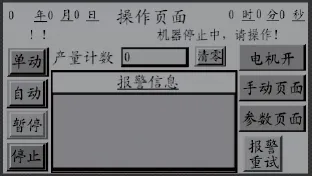
图4
(2)手动操作页面:由主操作页面进入到手动模式后,可用来调试、修正每个气缸的工作位置。具体如下图5所示。
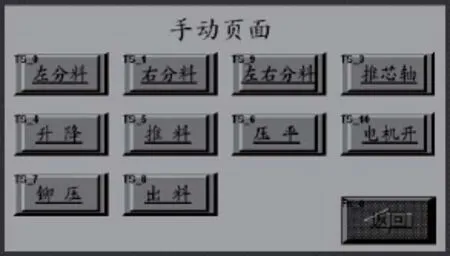
图5
(3)参数操作页面:由主操作页面进入到参数设定模式后,可进行相应控制参数的设置,如图6所示。
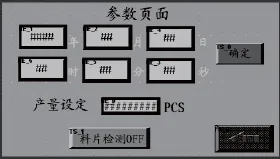
图6
5 设备的调试
设备的整机调试主要包括以下几个方面:(1)整机电路检查。为确保人身安全及设备的可靠运行,不能急于通电进行整机调试。必须先用万用表检测线路是否正确以及机器是否漏电。检测的电路主要包括主电路、控制电路。检测主电路时,主要用万用表测量220V电源进来后是不是每个连接220V的器件的线路都是导通的、火线和零线是否短路、火线或零线是不是跟机器外壳短路。检测控制电路时主要检测的是24V与COM端是不是存在短路。(2)气动回路的检查。电路检测完毕后,接着就要检查气动回路有没有问题。在通气之前必须先要把气缸上速度调节阀都适当调小。这样做的目的是为了避免在检查以及修正气动回路时,气缸带动机械部分动作过快而误伤人。检测气动回路有没有出错主要是通气后看各个功能气缸是不是处在设计时所要求的位置,如果不在就调换相应的气管。(3)依次进行手动操作调试、单动操作调试、自动操作调试,直至设备可靠运行。(4)以上三步完成后,测试机器运转时的生产效率。如果生产效率偏低,那么就要适当优化机械结构和程序。
6 故障处理
实际生产中难免会出现各种故障,上位机检测到故障后,人机界面将会显示相应的报警故障信息,警示灯也会同步闪烁,指示维护人员具体检测相应故障单元。以下为常见的几类故障以及相关处理:(1)按钮类故障。如急停按钮、上电/断电按钮等。当人机界面一直显示设备处于急停中的报警信息而急停按钮并没有按下时,此时就需要检查急停按钮线是否松掉或按钮本身是否已损坏。上电/断电按钮失效时,主要检查线路是否脱落或者电箱短路器是否跳闸。(2)传感器类故障。如光纤感应器、磁感应器等。当出现检测不到合页片以及针时,人机界面会显示相应的报警信息,此时就需要调整光纤放大器的灵敏度或者调整检测头的检测位置。当出现气缸不在原位或终位报警时,需要调整磁感应器的位置或者检查磁感应器是否损坏以及气源是否有问题。(3)电机类故障。该设备使用的是单相交流电机,再加上频繁启停,因此出现故障几率相对高一些。当电机出现异常时,先是检查一下线路是否脱落,其次检查一下电容是否损坏,如果损坏更换掉即可。
[1]吉红,耿惊涛.PLC控制系统[M].化学工业出版社,版本:第一版.
[2]李方园.人机界面设计与应用[M].化学工业出版社,版本:第一版.
[3]宋伯生.PLC编程实用指南[M].机械工业出版社,版本:第一版.
[4]胡寿松.自动控制原理[M].国防工业出版社,版本:第三版.
TG938
A
1671-0711(2017)05(上)-0125-03