压力管道焊接的消磁办法及应用
2017-05-22李春奎
李春奎
(锦州石化公司,辽宁 锦州 121001)
压力管道焊接的消磁办法及应用
李春奎
(锦州石化公司,辽宁 锦州 121001)
压力管道坡口“带磁”是焊接时经常遇到的困难,在焊接时,会出现电弧燃烧不稳定、引弧困难、电弧偏离、液体金属从熔池中溅出,造成多气孔、未焊透、未熔合等重大焊接质量隐患。本文针对锦州石化公司工程公司在焦化装置大修施工时出现的焊接偏弧现象,对管道内偏弧进行分析,并采取了合适的消磁方法。
管道焊接;偏弧;消磁
压力管道安装中,会遇到焊接时偏弧现象,给焊接操作带来很大的麻烦。2013年9月,锦州石化公司焦化装置大修中,焦炭塔塔底管线管壁变薄,需更换弯头和部分管线。在进行氩弧打底组对焊接时出现了异常情况,氩弧焊丝被坡口边缘的强烈磁性吸引,产生颤震和粘连。改用焊条点固焊时,起弧后,坡口内电弧无法正常点燃,焊接电弧呈“四周喷射”状,熔化的熔滴从坡口向外飞溅,焊条也紧粘在坡口上,不能正常焊接。
1 管道焊接产生偏弧的原因分析
在进行压力管道焊接施工过程中,引发偏弧的主要原因是管道中存在剩磁。剩磁可以划分为感应磁性与工艺磁性两种形式。产生感应带磁大致有以下几种因素:(1)管材熔炼制造过程。(2)管材存放位置有强磁场。(3)电磁起重机吊装。(4)螺旋焊缝的无损检测。(5)钢管接近强力供电线放置。
产生工艺带磁大致有以下几种因素:(1)焊口受加热处理过程时产生的磁力线的影响。(2)磨光机强力打磨,引起坡口带磁。(3)磁性夹具的影响。(4)用直流电焊接管道时产生的磁场。(5)管材堆放位置受外部环境的影响。(6)管内介质高速流动,与管内壁摩擦产生的静电产生的磁场。
2 发生偏弧问题的影响及危害
在压力管道安装作业过程中,偏弧现象导致无法正常施焊,给管道焊接带来了很大的影响及危害。具体表现为: (1)采用氩弧焊接时,氩弧焊丝粘连到坡口上。(2)根焊过程中,造成焊接电弧严重偏弧,呈现大量飞溅,声音异常。(3)不能形成熔池,母材与焊材不能融合,焊缝不能成型。(4)造成电弧燃烧不充分、不稳定,出现咬边、未熔合、未焊透等缺陷。(5)熔池中混入空气,出现气孔,呈蜂窝状。如不进行妥善处理,执意“堆砌”成焊缝,焊缝因存在气孔,强度和力度降低,直接影响压力管道的性能。
3 消磁工艺与方法
管道消磁原理就是在压力管道外部施加一个与管道磁性相反、大小相等的磁场,或者利用工具将管道的磁力线联通,使管道的磁场强度等级为弱磁。具体情况如见表1。

表1 磁场感应强度与焊接关系
对于焊接之前进行的消磁处理来说,管道消磁应按照以下顺序进行:(1)利用磁力计确定管道剩磁的大小和方向。(2)选择合适的消磁方法。(3)准备好所需的设备、工具。(4)对带磁压力管道对接处进行处理。(5)经过技术处理之后再对剩磁量进行检测,判断是否适合焊接。
结合施工现场消磁方法,带磁管道的消磁方法主要有以下七种:(1)搭桥法。 搭桥法工作原理是利用磁铁在两极显磁性,而在磁铁内部不显磁性的特性,将两个磁体用导磁金属联通,使之成为一个整体,此时焊缝根部位置相当于该磁体的内部,因而不显磁性。具体做法为:用厚度3mm左右钢板或者管材制作一个夹套板,如图1所示。要求夹套板的弧度和管口的弧度一致,并紧贴在管口四周,在夹套板中间割2~4个用于点固焊的开槽口,便于点固焊接。在夹套板末端焊四个翼板,钻四个圆孔,便于用螺栓紧固连接。焊接前,用夹套板将管口固定住,在开槽处进行点固焊接。焊接时,熔池深度不宜超过管道壁厚的1/3,否则可能被磁性吸附至管口内壁上。再旋转移动夹套板,继续点固焊。从开槽处对称点固焊接几段后,坡口内偏磁场几乎消失,可去掉夹套板继续焊接。(2)利用专业消磁设备。 目前市场上已有成型的消磁设备,此种设备操作简单,可在设备上实现磁场极性转换,其工作原理是利用焊接整流器或者变压器作为电源,调节输出电流,在管道外部形成一个与管道磁性相反、大小相等的磁场,用磁力计检测管道磁场强度,当低于20GS时,可满足焊接需求。近年来在施工作业中被广泛应用。(3)直流电绕线组法。在磁化的管道上缠绕直流电焊把线,与焊接变流器按顺序连接,保障磁场作用的方向同钢管磁场的作用方向呈相反状态。焊接作业时电焊把线通过电流,产生磁性,调整电流大小和方向,抵消磁化管道本体的磁性。应用磁力计,对钢管剩磁磁场的方向、大小等参数进行确定。在初始进行消磁过程中,电流约有80~110A;当电源接通后,放入磁力计,观察磁力计的数值。当管道磁场强度小于要求值时,缓慢的减小电流至零。断开电源后可以焊接。(4)交流电绕线组法。交流电消磁方法是用一根焊把线缠绕在焊缝两侧的管道上,并将钢丝接入到回路中。钢丝要安装在石棉砖等具有绝缘性、阻燃性的垫板上。通过钢丝的作用可以优化电流大小来控制消磁磁场。钢丝被加热一段时间后熔断。对于整个熔断的时间,与钢丝的长度、直径、电流值等相关;当钢丝被熔断之后,可以利用磁力计对剩磁进行检测,如果消磁效果不佳,则可以反复消磁。(5)磁铁消磁方法。磁铁消磁方法主要包括电磁铁、永久性磁铁两种形式。一般用在已对接好的对好口的管道上。电磁铁消磁时,将电磁铁的N级一端与带有磁性的S级钢管边缘相连接,同时管磁性N级与磁铁的S级相连接。通电后,先用磁力计检测管道的磁场强度和方向。随着调节电流来改变磁场强度,改变电源的正负极来改变磁场方向。满足焊接条件后立即焊接。
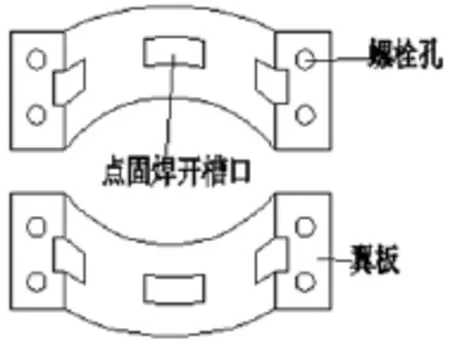
图1
永久性磁铁消磁时,先利用磁力计确定钢管的磁场方向,再确定下永久性磁场方向,使磁铁磁极和管道磁极相反。如果永久性磁铁磁性强度不够,可以将磁铁连接起来使用,满足消磁的效果。当管道的对接位置完成消磁之后,就要对焊缝立即进行焊接。焊完后将磁铁移动到下一点固焊区间,为了保证消磁的效果,尽量使磁铁坡口;移动磁铁时,要顺着管道表面滑动,这样可以达到更好的效果。当所有的消磁工序完成之后,再用磁力计测量剩磁多少。(6)升温法。此种方法主要针对带磁性不大的管道。管道组对完以后,可以用氧乙炔火焰或者电加热带加热坡口,把管道加热到居里点以上。冷却后,管道内剩磁消失。但加热到居里点以上的温度相当于对管道进行了热处理,改变了管道的金属性能和属性。违背了现行国家标准。在室外焊接时,焊接的劳动条件恶劣,将焊件加热并维持到居里点温度以上,有着相当大的难度,且焊接操作极难掌握,合格率低。如果加热温度不高,消磁作用不大。(7)清洗法 。有些压力管道带有弱磁,焊接时也会出现偏弧、熔池飞溅等情况,是由于焊口表面渗入四氧化三铁,采用丙酮等试剂清洗焊口。点焊时,用手锤轻轻敲击管口外壁破坏带磁管道磁场的磁力线,最终达到满足焊接的条件。
4 结语
通过对消磁方法的分析,此次焊接采用了搭桥法,多点焊接后,坡口处磁力基本消失。逐步打磨掉最初质量不好的焊缝,重新根焊。根焊完成后,进行填充、盖面焊接时,没有发生偏弧现象。经射线探伤检测,合格。通过此法,简单、有效,成功的解决了这次施工出现的偏弧问题。在今后压力管道施工中,管线更换、管线整改作业会越来越多。同时遇到管道剩磁现象也会时有发生。应结合现场的实际情况,选择简单、可操作的消磁方法,为焊接质量提供保障。
[1]王云峰.强磁性管道现场焊接消磁技术[J].石油化工建设,2009(1).
[2]金娜,陈保东,韩莉,等.管道焊接前消磁方法[J].管道技术与设备,2009(5).
[3]徐宏伟,高小华.谈压力管道焊接时坡口消磁办法[J].城市建设理论研究(电子版),2012(9).
[4]许贵芝.俄罗斯管道焊接前的现代消磁方法[J].焊管,2002,25(5).
[5]张勇.天然气长输管道带磁原因及施工时的消磁方法[J].中国高新技术企业,2016(21).
TG457
A
1671-0711(2017)05(上)-0048-02