挺中国制造战略 做机床工业“脊梁”
—— 江苏晨光数控机床有限公司打造中国高端机床制造领域世界品牌纪实
2017-05-19曹福成
■ 陈 翀 本刊记者 曹福成
军工巡礼
挺中国制造战略 做机床工业“脊梁”
—— 江苏晨光数控机床有限公司打造中国高端机床制造领域世界品牌纪实
■ 陈 翀 本刊记者 曹福成
形成中国经济增长新动力,塑造国际竞争新优势,重点在制造业,难点在制造业,出路也在制造业。国人对此已形成共识。多年来一直高度关注国家战略的晨光公司董事长陈善元敏锐地意识到,推动机床产品向高端化发展,是机床企业发展的重点方向,是实现我国由机床制造大国向机床制造强国发展的必由之路,谁能够抢先转型,谁就将会占据主动,抢占市场制高点。为此陈善元率领公司员工为打造中国高端机床制造领域世界品牌奋力拼搏。
黄金水道的长江北岸,这家专业从事高效、专用、精密数控机床、组合机床及数控柔性自动加工线生产制造和软件开发的高新技术创新型企业,大胆承接国家重大技术项目,解决好单台设备成熟可靠应用,加大投入攻克研发机床组合体、成套柔性及智能生产线等关键技术,晨光公司用“绿色智能再制造”为“换脑工程”先试先行;以“理想连接理论”成就“行星式电主轴螺纹加工系统”;靠技术创新推动,在碳材料加工和功能部件精密加工领域连连打出 “中国名片”。晨光人攻坚克难努力打造中国高端机床制造领域的世界品牌,为强化我国数控机床的“软肋”,推进“中国制造2025”进行着不懈探索。

强“软肋”,助力“中国制造2025”
形成中国经济增长新动力,塑造国际竞争新优势,重点在制造业,难点在制造业,出路也在制造业。国人对此已形成共识。多年来一直高度关注国家战略的晨光公司董事长陈善元敏锐地意识到,推动机床产品向高端化发展,是机床企业发展的重点方向,是实现我国由机床制造大国向机床制造强国发展的必由之路,谁能够抢先转型,谁就将会占据主动,抢占市场制高点。为此陈善元率领公司员工为打造中国高端机床制造领域世界品牌奋力拼搏。
怎样为企业发展定位,陈善元和公司领导班子成员不失清醒。数控系统是中国数控机床的“软肋”,而晨光是一个专攻机床高端软件为主,只有一百多名员工的民营企业,规模比不上那些大型企业或企业集团,不可能以量取胜来占据竞争优势。公司必须瞄准国家战略,在技术创新上下功夫。
机床滚动功能部件作为常用的传动元件,应用越来越广泛,市场需求量越来越大。而随着新技术的发展与应用,滚动功能部件的加工精度要求也越来越高。而国内几十家较为领先的滚动功能部件加工企业的产销量仅能满足国内部分中低端产品的需要,大量的中高端及部分低端滚动功能部件主要从国外进口。
为了打破这种局面,晨光公司大胆采用新技术、新结构、新材料,自主研制成功了数控精密螺纹磨床系列产品、数控内螺纹磨床系列产品、数控内螺纹磨削中心、数控蜗杆磨床、螺杆磨床、数控精密直线导轨磨床及滑块磨床、数控超长内螺纹高精度高速车床,以及数控螺纹旋铣床等多个系列的滚动功能部件加工机床产品,实现了数控滚动功能部件精密机床系列化及多品种化,并已小批量投放市场。其中,数控精密螺纹磨床系列产品的加工长度覆盖750mm、1500mm、2000mm、3000mm~8000mm等宽广范围,接长磨削可达15000mm,填补了国内空白。数控超长内螺纹高精度高速车床也填补了国内相关方面的空白。此外,晨光公司的滚动功能部件加工机床产品的加工精度也显著提高,如螺纹磨削精度由以前的Ⅲ级精度以下提高到了Ⅱ级精度以上,有效地推动了行业升级。
目前,晨光公司积极开展研发合作,提高自主研发能力,与德国合作研发的高精高速数控螺纹磨床即将投入市场。据介绍,该机床采用了多项欧美先进制造与设计技术,预计精度将达到Ⅰ级或0级水平,砂轮线速度可达140m/s,接近或达到国际先进水平。此外,晨光公司采用高端数控系统与自动升级闭环控制软件,实现了一人多机操作,操作人员仅需输入滚动功能部件的尺寸等数据,即可自动生成加工程序,降低了对操作工人的要求。在保持采用高端数控系统及元器件的前提下,晨光公司努力降低制造成本,使国内滚动功能部件行业批量生产能力大幅提升,提高我国产品的市场占有率。以中心距3000mm的精密螺纹磨床为例,以前购买瑞士或德国的机床产品,每台价格高达1200万元,购买日本的机床产品需花费约800万元,而国内机械式机床产品的价格约为200万元,而目前采用晨光公司技术的国内单台数控螺纹磨床的价格仅为180万元左右。而对于中心距8000mm的数控螺纹磨床,其价格优势更为明显,使国内产品价格降幅达50%,具有广阔的推广应用前景。
晨光公司滚动功能部件加工机床的控制系统、主要元器件选用国内外名优产品配套,主床身选用HT350高级优质铸铁,导轨部分增加耐磨合金材料,提高了耐磨性和精度保持性,并首创微浮式导轨,既减小了摩擦阻力,又增加磨削刚性,提高了磨削光洁度。其关键轴承采用特殊结构,达到了更高的性能要求。这些措施,使晨光公司后来居上,在滚动功能部件数控加工机床的加工精度、使用性能等方面达到了国内先进水平,在国内滚动功能部件行业广受欢迎,并将进一步以客户需求为牵引,自主开发出更高性能的产品。
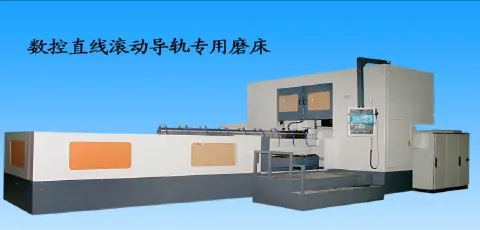
数控直线滚动导轨专用磨床
挑大梁,完成国家多项重大装备专项
晨光数控机床公司有着这样的实力:拥有一支视野宽广、技术精湛、大胆创新的技术队伍,其带头人均为享受国家国务院特殊津贴的专家。该公司拥有发明专利及实用新型专利22项,软件著作权7项;多次获江苏省科技进步奖及中国机械工业科技成果奖,三个产品被列入国家火炬计划项目,两个产品被列入国家重点新产品项目,六个产品被列入江苏省高新技术产品,三次获得科技部中小企业创新基金,其中一次为重点项目;两个产品被列入江苏省科技攻关和工业支撑项目,三个软件产品被列入江苏省软件和集成电路专项无偿资助项目。
炭堆内构件自动加工线
晨光数控机床公司有着这样的担当:为推进中国机床制造战略,技术实力雄厚的晨光公司勇挑重担,积极承接一些其它大中型企业不愿意承接或不敢承接的国家重大前沿技术装备研发任务,努力实现高端数控机床领域的新突破。“十一五”、“十二五”期间,晨光公司在国人无人问津的情况下,勇敢地承担了“高温气冷核电碳堆内构件”全套数控自动加工线研发项目,在国内首创人造金刚石刀具加工碳材料,其中,大型立卧复合多主轴加工中心更是开创了专用精密加工中心之先河,现第一座高温气冷核反应堆碳堆内构件已完成加工,投入使用,精度完全达到了设计要求。该项目荣获2013 年3月《中国工业论坛组委会》中国工业重大技术装备首台(套)示范项目奖。
数控叶片双刀铣床
晨光公司与西安交通大学快速制造研究中心共同承担了国家04重大装备专项大型叶片双刀数控铣床研发项目,研制成功中国第一台12轴9联动高精度数控专机,现已交付使用。
数控叶片双刀铣床是国家重大科技项目中高档数控机床与基础制造装备专项(04专项)的研究项目,晨光公司受西安交通大学委托,主要负责数控叶片双刀铣床的研究开发,其结构之复杂,加工制造难度之大是可以想象的,现已交付使用。
CGK-301 电火花电解加工机床
晨光公司与西安交通大学、南京航空航天大学共同完成国家高技术研究发展计划(863计划)项目----航空发动机关键零件微小群孔高效复合加工技术及装备,研发成功两台高精度机床,即5座标的转台式电火花电解加工机床和8座标5联动的转台式激光电解加工机床,交付西航使用取得了良好效果。
精密电解加工机床
晨光公司与南京航空航天大学合作研制成多规格多台高精度电解加工机床,解决了多种复杂零件的高精度电解加工。国内某企业检测中心检测后的结论是“该机床是该中心检测国内机床以来从未见过的高精度机床”。
继4个重大专项完成后,今年他们又马不停蹄地承担了“增材制造与激光制造”重点专项“航空航天复杂构件表面的激光精细制造工艺与装备”等项国家重点研发项目。

啃“鸡肋”,为“换脑工程”先试先行
众所周知,“食之无味,弃之可惜”的“鸡肋”,原是文学名著《三国演义》中曹操在窘境下一时失语留下的一则趣谈。如今在机械制造业,“鸡肋”成了老旧机床形象的代名词。上世纪五六十年代以来,特别是改革开放以后,随着我国四个现代化建设的快速推进,为了提高航天、航空、兵器、航海、铁道、交通等行业的制造水平,国家花费高昂代价和巨额投资,从欧美日等工业发达国家及前苏联等购买或引进了大量高端、精密加工机床,国内大型机床企业如上海、昆明、杭州、沈阳等机床厂也根据国家需要,研制生产了一批又一批精密机床,对成就中国成为制造大国起到了极大作用。
但是,随着时间的推移,这些设备不断磨损老化,历经多次大小修理以致无法再修理,技术结构老化,控制水平落后等问题日益严重,昔日曾风光无限的先进设备无可奈何地进入“暮年”:老旧不堪,接近或已经处于报废状态甚至成为一堆废铁,等待它们的就是被判死刑。看着这些从国内外购进当初曾耗巨资也曾风光一度的大型机床,如今竟成弃之可惜的 “鸡肋”,晨光人惋惜万分。
因此,早在中国工程院多名院士联名提议实施军工领域国产数控系统“换脑工程”之前,晨光公司就认识到,决定着数控机床的功能、性能、可靠性及成本,成为制约当前我国机床行业发展的瓶颈,被称作数控机床装备“大脑”的数控系统,当机床使用年限超过30年甚至50年成为企业老旧设备后,其数控系统多已老化不堪。而这些老旧机床的床身等却经过如此长时间的去应力状况甚佳。怎样为这些“旧瓶”装上“新酒”使其焕发青春,晨光人适时推出“绿色智能再制造”新技术新工艺,使这些“废物”起死回生。
然而,高端机床的绿色智能再制造推进并不顺利。高端机床的绿色智能再制造是一个全新的领域,新在高端机床的绿色智能再制造既不同于一般意义上的修修补补、换换零件、敲敲打打,也不同于常见的大修或改造,而在于它是绿色的、智能化的、完全的再制造。再制造的对象不是普通机床,而是作为工业母机的高端机床。高端机床的用户往往是军企或大型国企,而且安放在严格监控的保密车间或恒温车间里,笼罩着神秘的光环。特别是那些从英、法、德、日、美、瑞士等工业发达国家购进的高端机床往往都列为局管设备或部管设备,管理更严。一般人要想看一眼,都要经过层层关卡和审批,而要接触它们详细研究其结构好技术就更难了。而且,高端机床制造很难,再制造更是难上加难了。如果没有长期从事各种高端精密数控机床设计和制造的深厚技术素养、加工和制造经验的积累,再制造是难以完成的。
为了攻克技术难题,他们分五个步骤进行集智攻关,对待制造机床的机械结构、电气控制、液压控制进行全面解体和检测、分析各部件以及关键零部件结构、性能和动作原理等,选出可继续使用的基础件为床身工作台等以及其它可用零件进行精密修复加工,恢复精度,再投入液压部件新设计及控制软件新开发;对再制造机床进行精密装配,并配置液压部件、防护罩及控制软件,再根据计划方案联调并检测、试加工,使之全面达到预期目标。
英国MATRIX内螺纹磨床再制造
该机床来自中航系统某企业,再制造前,仅铸铁底座可用。晨光公司采用由高速小型电主轴带动的磨头,利用金刚石蝶轮进行数控砂轮修正,通过自动测头精确定位,进行再制造后成为一台全新的数控内螺纹精密磨床,加工精度达到P2级以上。

又如,某用户一台西班牙80年代产3m数控螺纹磨床(见图2),其机械部件仍比较完整,加工精度可达到要求,但数控部件技术严重老化,产品质量极不稳定。晨光公司为其新装了西门子840DSL数控系统和伺服电机,开发了新软件及少量相关零部件,最终使其完全恢复正常使用状态,实现了再制造。
由于研发各种高精度机床的需要,晨光公司在高精度零件加工,机床装配方面积累了一定的独特经验。
德国LINDER内外螺纹复合磨床已完全报废。晨光公司将其应力已完全消除的床身、工作台及其它少量可用零件挑出来,进行改装和精密加工,使其恢复精度。重新设计并制造内外螺纹进给部件,增加了数控系统软件,成为一台全新的数控精密内外螺纹磨床。这个项目难度很大,技术复杂,但成本仍低于购买一台同规格的国产机床。
国产1m以上螺纹磨床以及内螺纹磨床再制造
这类机床总数达数千台之多。其共同特点是:出厂精度不太高,结构陈旧,先天不足,床身刚性不好,大多已破烂不堪,再制造难度较大。晨光公司进行再制造时,对刚性不足的床身要采取措施以提高其刚性,再进行复加工使之达到精度要求,然后进行组装调试。其成本比进口机床小得多,仅相当于新机床50%还不到,而且节约大量原材料,经济效益和社会效益都很显著。
比如,晨光公司的10m数控导轨磨床,就是使用一台报废的龙门刨床床身和工作台,经过典型的绿色智能再制造手段,成功地解决了精密床身导轨磨削。这台机床床身导轨检测和精密加工均采用晨光公司独特的技术,再配套新型立柱、模梁、刀架、数控系统、液压系统等(仅花费200多万元)一台全新的10m精密数控龙门导轨磨床就出现了,其加工精度一点也不低于价格数千万进口的龙门导轨磨床。此外,晨光公司还成功地解决了砂轮主轴(径向跳动≤0.001mm)、平板平行度平直度≤0.002mm、镗孔高精度等。
以上实例表明,晨光公司完满解决了高端机床绿色智能再制造的零部件精密加工技术。
近年来,晨光公司根据国内市场的需要,在高端机床的绿色智能再制造新领域大胆探索,克服重重困难,从精密磨床再制造起步,除完成上述的英国MATRIX2.66螺纹磨床、西班牙3m数控螺纹磨床再制造外,还先后完成德国LINDER产4m螺纹磨床、2m内外螺纹复合磨床、国产S7432螺纹磨床、英国MATRIX内螺纹磨床(中航公司某企业)等20多台高端机床的绿色智能再制造。

上机7432螺纹磨床数控化改造过程中
力挺国家战略的晨光公司正抓住在军工行业大力开展“智能车间”、“智能生产线”和智慧院所建设的机遇,通过刻苦攻关努力突破国产装备及系统的适应性改进、生产制造的智能管理、基于工业大数据工艺优化等多项关键技术,在解决好单台设备成熟可靠应用的基础上,加大投入,攻克研发机床组合体、成套柔性及智能生产线等关键技术,以图在军工行业实现示范应用及推广,依据示范工程开创一片新天地,引领未来发展。