浅议影响液压打包机二通插装阀集成块稳定性的因素
2017-05-18王文良
王文良


摘 要:在处理液压打包机料斗误动作故障检查的过程中,对影响二通插装阀集成块的稳定性的各种因素进行测试。不仅成功地解决了该故障,而且对二通插装阀集成块的稳定性的特点有了一些深刻的认识,为今后设备的维护和使用积累了经验。
关键词:二通插装阀 电磁换向阀 稳定性 液压油污染 压力平衡
中图分类号:TH137 文献标识码:A 文章编号:1672-3791(2017)03(c)-0059-03
本钢废钢厂于2011年从国外引进液压打包机,型号:TG4036B。该设备的主控制阀使用的是二通插装阀组成的集成块。2014年5月,液压打包机出现了料斗误动作的故障;在处理这起故障时,对二通插装阀集成块的稳定性进行了测试研究,加深了影响二通插装阀集成块稳定性各种因素的认识。
1 液压打包机料斗液压控制系统概况
1.1 液压打包机料斗液压系统组成
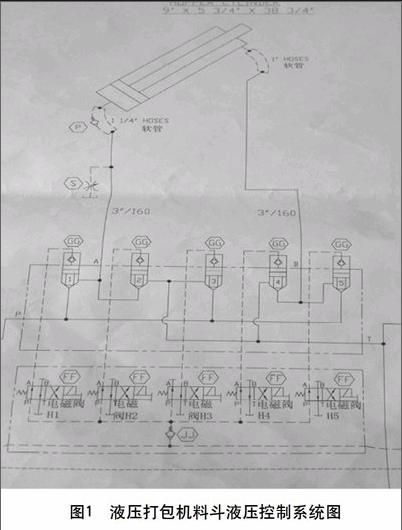
图1是液压打包机料斗液压控制系统图纸,该系统的控制主阀由5个二通插装阀GG组成的集成块构成,二通插装阀由5个二位四通电磁换向阀H1~H5分别控制,S阀是料斗液压缸的缓冲阀。
表1是集成块的插装阀的动作程序和电磁换向阀线圈的得电顺序。表明该集成块实现的是中位机能M型的三位四通电磁换向阀相同功能。
1.2 液压打包机料斗液压系统的电气控制
图2中(a)(b)是料斗控制集成块电磁换向阀线圈电路图,继电器的触点CR41.0~CR41.4分别对应控制电磁换向阀H1~H5线圈,继电器线圈由PLC输出模块的触点控制,这样可以防止电磁换向阀线圈接地或短路烧毁PLC的输出模块。图2中的料斗提升电磁阀就是控制料斗的二通插装阀集成块的电磁换向阀。
2 液压打包机料斗误动作故障过程
2014年5月,正在作业的打包机突然出现了料斗误动作。具体过程如下:打包机的其他流程均正常,当三级差动结束后,压力升至17.9 MPa时,料斗突然动作,直至上升极限,而当班出现过2次,其他时间运行正常,以后每隔5~6天又出现相同的故障现象,成周期发生。
3 液压打包机料斗误动作故障分析
根据图1表明二通插装阀是依靠两个工作腔和控制腔的压力平衡关系来实现阀门的打开和关闭。料斗发生误动作,是因为其二通插装阀集成块的稳定性遭到破坏。阀门关闭时,阀芯上的合力为:
PGGSGG+F1>PPSP+PASA[1] (1)
式中:PGG为控制腔GG的压力;
PP 为工作腔P的压力;
PA为工作腔A的压力;
SGG为控制腔GG的作用面积;
SP为工作腔P的作用面积;
SA为工作腔A的作用面积;
F1为稳态液动力。
公式(1)中,3个腔的压力关系是主要的,在很大程度上决定阀芯的工作状态。
如果二通插装阀的液压控制系统受到外来因素的影响,使公式(1)的左边的压力值小于右边的压力值,集成块的稳定性遭到破坏,料斗就会出现误动作。根据故障现象,影响其稳定性可能有以下3个原因。
(1)料斗液压控制系统硬件,如单向阀、电磁换向阀、插装阀等故障引起。
(2)料斗电气控制系统,如继电器、线路、PLC软件等故障。
(3)液压油污染尤其是空气进入系统引起液压件误动作引起。
4 液壓打包机料斗控制集成块检查与测试
料斗发生误动作,是因为其二通插装阀集成块的稳定性遭到破坏。对控制料斗的集成块稳定性进行检查测试,以找出发生原因。
4.1 料斗液压控制系检查
4.1.1 S缓冲节流阀的处理
液压打包机料斗液压控制系统中缓冲节流阀,即图中的s阀。为了方便料斗轴润滑注油,在设备安装时经外方技术人员同意,给予关闭。为了减少公式(1)右侧的压力值,将节流阀打开。将A工作腔的压力彻底释放。
4.1.2 硬件检查
(1)控制料斗的二位插装阀集成块阀芯解体检查;(2)阀体上的5个电磁换向阀解体检查;(3)各个单向阀解体检查。检查结果,各个硬件没有发现异常,插装阀阀芯和阀体磨损在允许的范围。
4.2 料斗电气控制系统检查与测试
电气控制系统的硬件,如继电器、线路绝缘等检查未见异常。软件系统,经检查各参数正常。为检查影响二通插装阀稳定性能做了以下测试。
4.2.1 相同条件下单个电磁换向阀动作对集成块的影响
在三级差动结束后系统压力达到17 MPa后,每次将图3中的CR41.0~CR41.4强制闭合,也就是让H1~H5电磁换向阀单独强制动作。测试的结果见表2。
4.2.2 料斗误动作的测试
根据表1和表2说明,如果二通插装阀集成块要动作,那么电磁换向阀H1和H2必须有一个动作。在这两个电磁换向阀的线圈接线端子上各并联一个电压表,表的位置放在操作台上,由操作工随时监控这两个电磁换向阀线圈的状态,测试结果表明:当故障发生时,这两个电磁换向阀的线圈没有得电。
4.2.3 电气测试结论
经过两次测试表明,料斗误动作的故障与电气系统无关。
4.3 液压系统液压油污染的检查
液压油污染是引起液压系统误动作的主要原因之一。对液压打包机的整套液压系统进行系统的检查。
4.3.1 经过现场调查发现以下缺陷
(1)整个液压系统5处渗漏点,而这些渗漏点会使空气进入液压系统,尤其是一级液压缸的进油口渗漏,据操作人员反应,该渗漏点出现不久就出现料斗误动作的故障。(2)检查中发现,油箱上用来排气的6个孔,由于滤芯污染的全部阻塞,使空气无法顺畅全部排出系统外。(3)检查油箱上的液压油过滤桶,发现3个过滤桶,有两个因为密封不好而失去作用。
4.3.2 缺陷处理及结果
打包机液压系统出现慢渗,因为没有到检修周期,只是临时处理。为解决料斗误动作的故障,停机安排定修,彻底将渗漏点处理。同时将油箱上的空气滤芯和液压油虑桶密封一并处理。这些缺陷处理后,该故障消失,至今已经稳定运行1年。
4.4 检查结论
液压打包机料斗的误动作,是由空气等液压油污染引起的。这也很好地解释了为什么这种故障是周期出现的,因为这些污染物是需要积累到一定的程度才会发生。
5 结语
通过在处理料斗误动作过程中,对二通插装阀集成块的稳定性的特点有了一些深刻的认识。(1)二位通装阀集成块对电气系统的各种干扰因素与普通滑阀一样,只要特定一个电磁换向阀线圈得电,集成块就会打开。(2)通过分析和实践表明二通插装阀它的稳定性是由一个控制腔和两个工作腔的压力平衡来维持的,控制这些压力的元器件多,因此,液压油污染干扰的能力比较弱,比使用机械维持稳定性的滑阀要低,这些认识为今后在液压打包机的使用维护中提供了积极经验。
参考文献
[1] 王庆国,苏东海.二通插装阀控制技术[M].北京:机械工业出版社,2001.
[2] 史定纪.二通插装阀故障分析与排除[J].液压气动与密封,2003(3):16-18.
[3] 卜铁生.液压系统使用与维修[M].香港:香港文汇出版社,2006.
