电极摇动对微细电火花加工微孔深径比的影响*
2017-05-12
(大连理工大学精密与特种加工教育部重点实验室, 大连 116024)
随着科学技术的发展,微小孔的应用范围更加广泛,同时对微孔深径比的要求也越来越大,例如汽车行业的柴油机引擎喷嘴、电子业的喷墨打印机的喷嘴、模具业的IC模具以及生物业的细胞搭载装置[1-2]。在航空发动机中具有高技术要求的微小孔,并且由于航空发动机零件的特殊性,使用传统的机械加工技术如钻削、镗削、拉削、冲孔、铰孔等技术进行制孔时,在使用效果和应用范围上受到众多限制[3],而特种加工方法在这方面具有独特的优势。微孔的特种加工方法有很多种,有电化学加工、电火花加工、液体喷射加工技术、超声波加工、激光加工等。航空发动机叶片上气膜孔的加工,采用飞秒激光与激光水射流复合加工气膜孔,但该技术还不成熟且设备昂贵[4]。然而微细电火花加工具有加工任何导电材料、不受工件材料硬度影响、无宏观切削力、加工设备相对便宜、易于实现加工过程的自动化、加工后孔的质量较好等优点。因此,微细电火花在微孔加工领域应用比较广泛。叶军等[5]研究了多轴数控单电极高速电火花小孔加工技术,并且通过实践证明了这是一种航空发动机零件深小孔加工行之有效的方法。高速电火花穿孔技术是航空发动机中小孔加工方法之一,它是电火花成形加工制孔引申出的一种微孔加工方法,采用RC脉冲电源和空心电极内喷液的方式,从而达到高速去除工件材料的目的,但该方法的加工精度差并且电极损耗严重[6]。航空发动机中气膜孔的孔径一般在0.2~0.8mm,空间角度复杂,利用电火花打孔工艺的优点是重熔层厚度小,可以控制在0.02mm以下。因此,电火花加工技术在航空发动机气膜孔的加工上较为成熟[7]。
微细电火花的加工间隙一般只有几个微米或十几个微米,绝缘介质的粘性阻力很大,而且间隙的均匀分布使得气泡不易排出,容易产生频繁的短路及拉弧等非正常放电现象,导致电极损耗进一步增大[8]。微细电火花加工大深径比微孔的排除气泡和加工屑有两种方式:微小管电极内部冲液和外部冲液。微小管电极的尺寸限制了可加工微孔的直径[9]。外部冲液易造成用于加工大深径比微孔的细长电极的振动。微细电火花钻孔的试验过程观察表明,当孔的深径比较小时,气泡的压力大,加工屑随之容易排出孔外,非正常放电的次数较少。当孔的深径比较大时,由于液体粘性阻力随着孔深度增加而增加,这使得气泡压力难以推动放电间隙中的液体流动,使得加工屑很难从加工间隙内排出,从而使得新鲜加工液很难进入加工区域,非正常放电的次数增加[10]。可见,微细电火花钻孔的深径比有限,并且频繁的非正常放电如短路及拉弧等对微孔的质量不利。立式机床和油介质下,在SK5碳素工具钢上钻100μm的孔,当孔的深度达到500μm时就出现非正常放电,深径比只有5;卧式机床和去离子水介质下,当100μm孔的深度达到1000μm时出现非正常放电,深径比只有10[11]。为了增加微孔的深径比,有学者提出改变电极的截面形状,提高容屑能力;也有学者提出将超声振动引入微细电火花加工中。Zhao等[12]使用削边电极微细电火花超声辅助在钛合金上加工出直径小于0.2mm,深径比为15的微孔。钱军等[13]采用将工件与压电换能器连接在一起的方式,使工件获得超声频率振动,通过工件的微幅激振产生空化作用来改善微细电火花加工工作液循环,从而提高微细孔加工的深径比,并利用立式微细电火花加工机床在0.5mm厚的黄铜板上加工出深径比为11.6的微孔。Hung等[14]提出利用螺旋微细电火花超声复合振动的微孔加工技术也可以提高深径比。有学者通过改变电极的运动轨迹来提高排屑能力,Yu等[15]采用电极摇动的方法,即电极中心线围绕孔的中心线进行圆周运动,在卧式微细电火花加工机床上,以去离子水为工作介质,加工出深径比为18的微孔。此外,Yu等[10]提出电极摇动同时在工件上施加超声振动的方法,并且在卧式微细电火花加工机床上,以去离子水为工作介质,在304不锈钢上加工出直径120μm、深径比为29的微孔。
微细电火花中加工屑主要是通过加工过程中产生的气泡带出的,电极摇动微细电火花加工间隙内产生的流场是一个非均匀的流场,由流体力学知识可知,非均匀流场液体的粘性阻力也是非均匀的,并且最大间隙处液体的粘性阻力最小,最小间隙处液体的粘性阻力最大[16],在最大间隙处电极摇动打破了气泡的动态平衡,这样气泡和加工屑更加容易从最大间隙处排出,从而可以获得更大的深径比。Li等[17]基于狭小放电间隙内微观流体的运动特性和表面张力的理论建立了电极不摇动微细电火花加工微孔深径比的理论模型,描述了影响微孔深径比的影响因素,并通过在去离子水和油中进行了大量微孔加工试验来验证了模型的正确性,为获得大深径比微孔打下了理论基础。吕忠伟等[18]通过数值仿真得到电极摇动会使气泡向电极与孔壁之间的最大间隙运动或破裂,并通过微孔加工试验验证了数值仿真结果的正确性。因此,电极摇动参数和电参数对微孔深径比的影响值得研究。
非正常放电使得微孔的质量下降。因此,本文采用不同加工介质,以不锈钢为工件材料,以钨作为工具电极材料,通过微孔加工试验研究了摇动半径、摇动速度以及加工电容对常规放电状态下微孔深径比的影响。
试验装置及方法
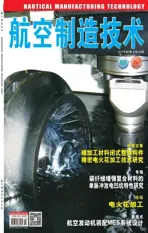
微细电火花微孔加工设备采用的是自制卧式微细电火花和立式微细电火花加工设备。这两台机床的X轴和Y轴均采用德国PI公司的M-521.DD型高精度平台,Z轴采用PI公司的M-521.DDB型平台,该平台具有“刹车”功能,以防意外断电造成平台滑块突然下落。X、Y、Z 3个移动平台的最小分辨率均为0.1μm,单向重复定位精度为 1μm,最大行程为204mm;旋转主轴径向跳动在1μm以内,最大转速为40000 r/min。卧式微细电火花加工试验装置的示意如图1(a)所示;卧式微细电火花加工试验装置的实物如图1(b)所示。立式微细电火花加工试验装置的示意如图2(a)所示:立式微细电火花加工试验装置的实物如图2(b)所示。
电极摇动的示意如图3所示,电极摇动微孔电火花加工分为两个运动:一是Z轴的进给;二是X和Y轴的圆弧插补运动。X和Y轴的圆弧插补运动是通过在圆弧上平均插补36个点得到的。电极摇动的加工程序基于LabVIEW软件开发。该控制软件主要包括手动模块、探测模块、主轴旋转模块、显示模块、数据保存模块、电极加工模块以及摇动钻孔模块。手动模块可以实现手动控制机床的运动。探测模块主要用电接触的方法,进行电极的定位、计算工具电极的损耗长度以及设定工件坐标系等。电极摇动钻孔模块主要的设置参数有摇动半径、摇动速度以及微孔的零点坐标。电极摇动钻孔时,为了提高加工效率同时避免非正常放电现象的发生,电极摇动钻孔的控制程序根据放电加工时的电流反馈信号设定了5个判断阈值,电极的进给速度随着电流反馈信号的变化而自动调整,电极摇动钻孔程序的前面板如图4所示。
试验中通过WEDG技术制作不同直径的工具电极[19]。钻孔前,通过电探测技术在工件上确定微孔的零点位置和两个加工参考点,两个加工参考点是为了更加准确计算电极的损耗值。加工过程中,电极每进给一定长度(卧式电极不摇动钻孔时取100μm,电极摇动钻孔时取200μm;立式电极不摇动钻孔时取50μm,电极摇动钻孔时取100μm)后停止加工,并将电极退出微孔至参考点处进行电探测,探测所得的Z坐标与两个参考点Z坐标差值的平均值即为电极的损耗长度,这样加工完就可以通过这些数据绘制微孔加工过程曲线图。微细电火花微孔的加工过程可以基本分成两个阶段,即常规放电状态阶段和非正常放电状态阶段。常规放电状态下电极以一定的速度进给,加工的时间较短,非正常放电状态下电极的进给速度缓慢甚至停止,加工时间较长。因此,从常规放电状态到非正常放电状态的过渡存在一个加工拐点。图5是在表1的加工条件下的微孔加工过程曲线,可以看出,当电极进给到1200μm后,加工速度明显变小,该点称为加工拐点,加工拐点对应的实际加工深度就是电火花常规放电阶段的孔的深度。
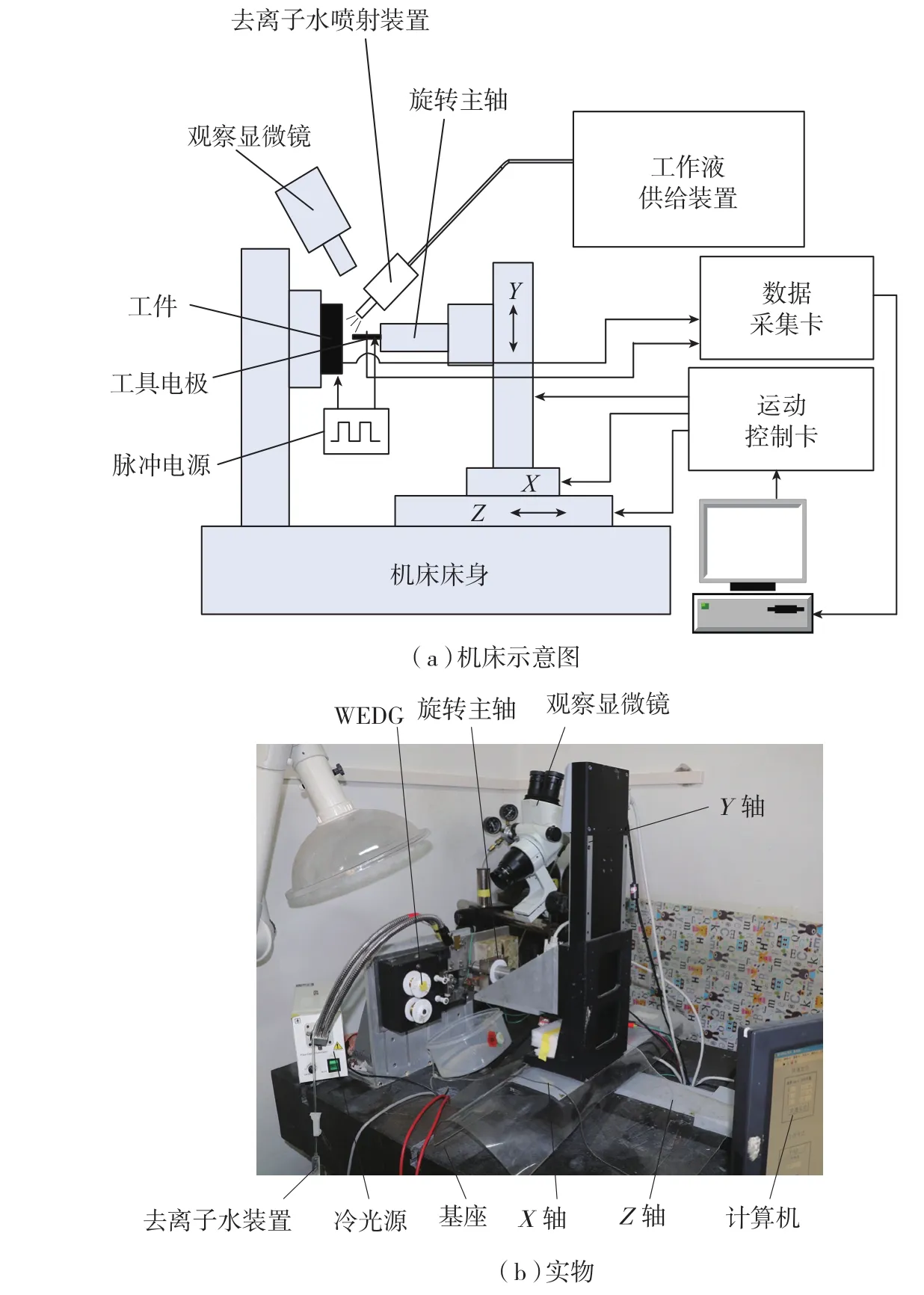
图1 自制卧式微细电火花加工机床Fig.1 Horizontal micro EDM machine tool
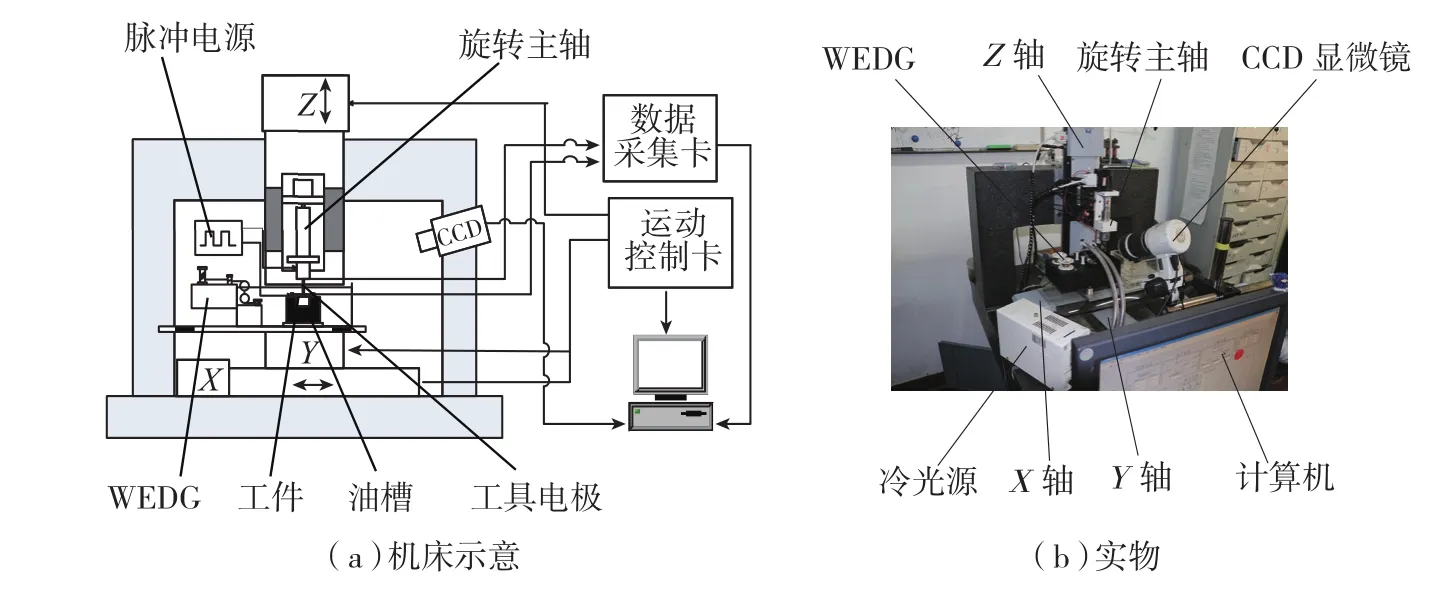
图2 自制立式微细电火花加工机床Fig.2 Vertical micro EDM machine tool
图3 电极摇动示意图Fig.3 Planetary movement path
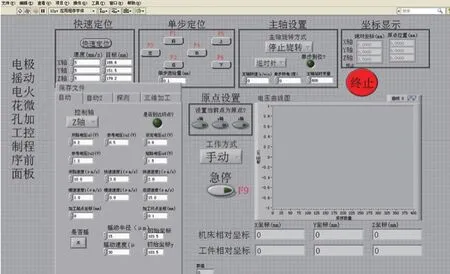
图4 电极摇动钻孔程序前面板Fig.4 Interface of control system
本文中微孔的深径比定义为加工拐点处的深度与微孔直径的比值。图6(a)和图6(b)是加工后的微孔与电极。虽然微孔加工深度可以增加,但由于放电间隙的液体粘性阻力增大,导致加工区的气泡无法排除,阻碍了加工液流入加工区,使得非正常放电增加,电极损耗急剧增大,因此不在本文的讨论范围。
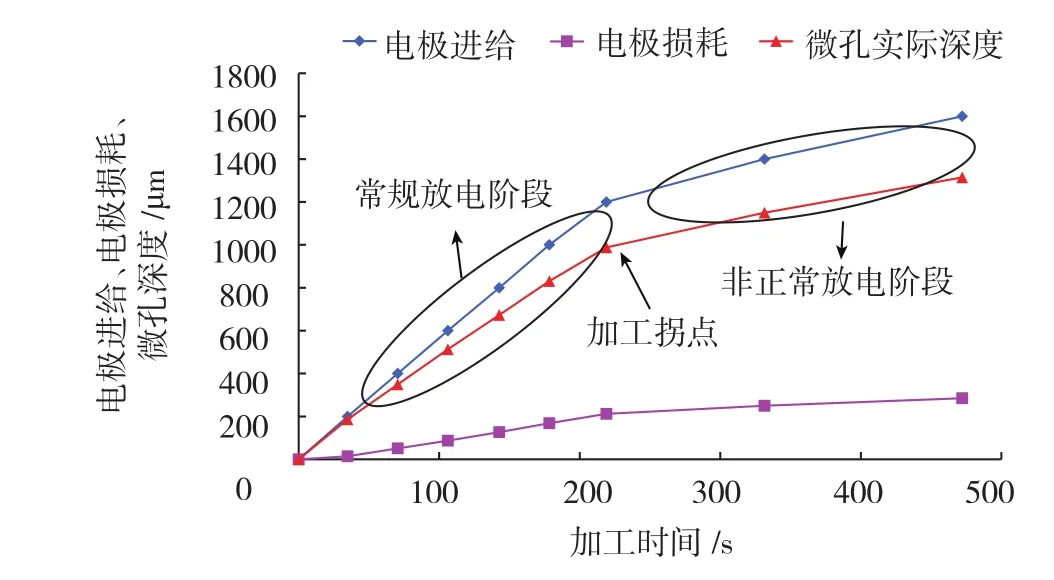
图5 微细电火花加工孔的过程Fig.5 Micro hole drilling process by micro EDM
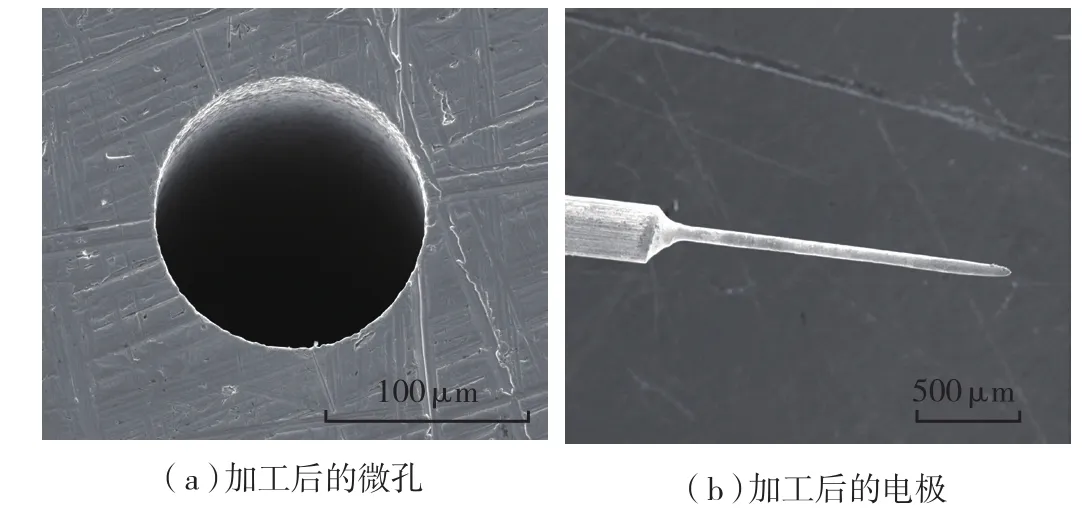
图6 加工后的孔和电极Fig.6 Micro hole and electrode after hole drilling

表1 微孔电火花加工条件
摇动参数和电容对微孔深径比影响
电极摇动电火花加工间隙内的流场是非均匀场,这可以增加微孔的深径比。因此,研究加工过程中电极摇动半径、摇动速度以及电参数对微孔深径比的影响非常重要。表2 是试验加工的条件和有关参数。
(1)摇动半径对微孔深径比的影响。图7是去离子水中电压为80V、电容为1000pF、电极直径分别为75μm和105μm时的微孔深径比随摇动半径的变化。图8是油中电压为80V、电容为1000pF、电极直径分别为85μm和105μm的微孔深径比随摇动半径的变化。可以看出,在相同电极直径和电参数的条件下,随着电极摇动半径的增加,微孔的深径比也呈现增加的趋势,并且油介质下微孔的深径比明显比去离子水介质中的小。从流体力学的角度分析,较大的摇动半径可以降低流场最大间隙处的速度梯度,从而降低了工作液介质的粘性阻力,这有利于气泡的排出。图9 (a)是采用立式加工机床,在油中电极直径为85μm、摇动半径为 10μm、电压 80V、电容 1000pF 条件下加工后的微孔,图9(b)是加工后的工具电极。
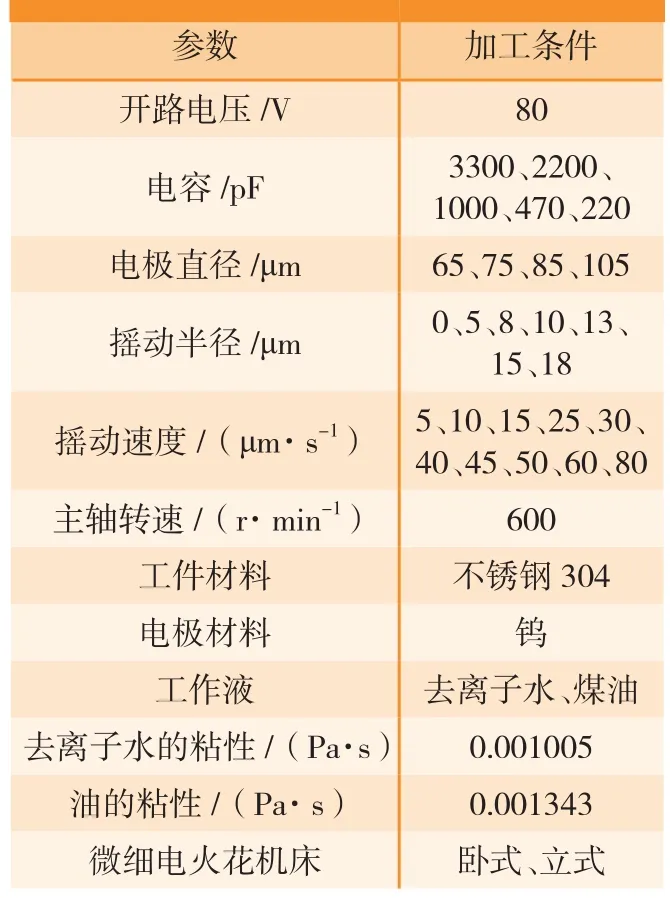
表2 试验加工条件
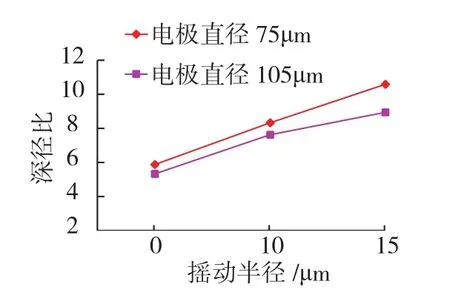
图7 去离子水中摇动半径对微孔深径比的影响Fig.7 Effect of eccentric radius on aspect ratio of micro hole in deionized water
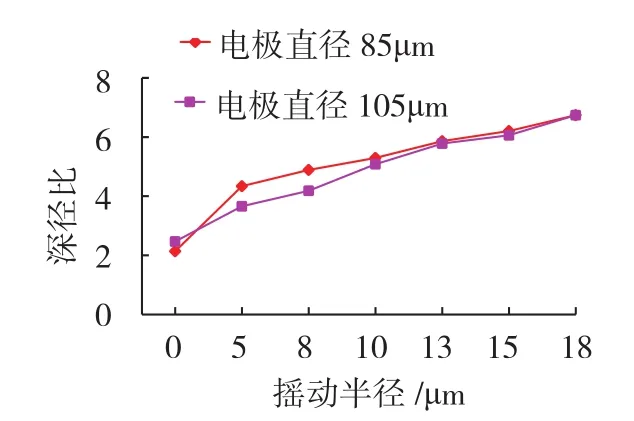
图8 油中摇动半径对微孔深径比的影响Fig.8 Effect of eccentric radius on aspect ratio of micro hole in mineral oil
(2)摇动速度对微孔深径比的影响。图10(a)是去离子水中电压为80V、电容为1000pF、电极直径为65μm以及摇动半径为10μm时的微孔深径比随摇动速度的变化;图10(b)是去离子水中电压为80V、电容为470pF、电极直径为85μm以及摇动半径为10μm时的微孔深径比随摇动速度的变化;图10(c)是油中电压为80V、电容为1000pF、电极直径为105μm以及摇动半径为10μm时的微孔深径比随摇动速度的变化;图10(d)是油中电压为80V、电容为1000pF、电极直径为85μm以及摇动半径为10μm时的微孔深径比随摇动速度的变化。从图10(a)~(d)中可以看出,在电极直径、电参数以及摇动半径相同的情况下,电极的摇动速度对微孔的深径比没有太大的影响。从流体力学的角度分析,电极的摇动速度赋予整个流场的速度只是径向速度,而在轴向的速度分量为零,这样摇动速度对于加工屑和气泡的轴向排出没有影响。因此,电极的摇动速度对微孔的深径比的影响可以忽略不计。
(3)加工电容对微孔深径比的影响。图11是去离子水中电容对微孔深径比的影响,其加工条件是去离子水作为加工介质、电压80V、摇动半径 10μm、摇动速度25μm/s。图12是油中电容对微孔深径比的影响,其加工条件是油作为加工介质、电压80V、摇动半径为10μm以及摇动速度为 15μm/s。
从图11和图12中可以看出,随着电容的增加,微孔深径比总体呈现增加的趋势。根据电火花加工的知识可知,当电容增加时,电火花单个脉冲放电的能量就增加了,这一方面提高了电火花微孔加工的能力,另一方面大的放电能量能够将孔底聚集的加工屑进一步熔化、气化乃至逐渐变小,从而更加有利于加工屑的排出。
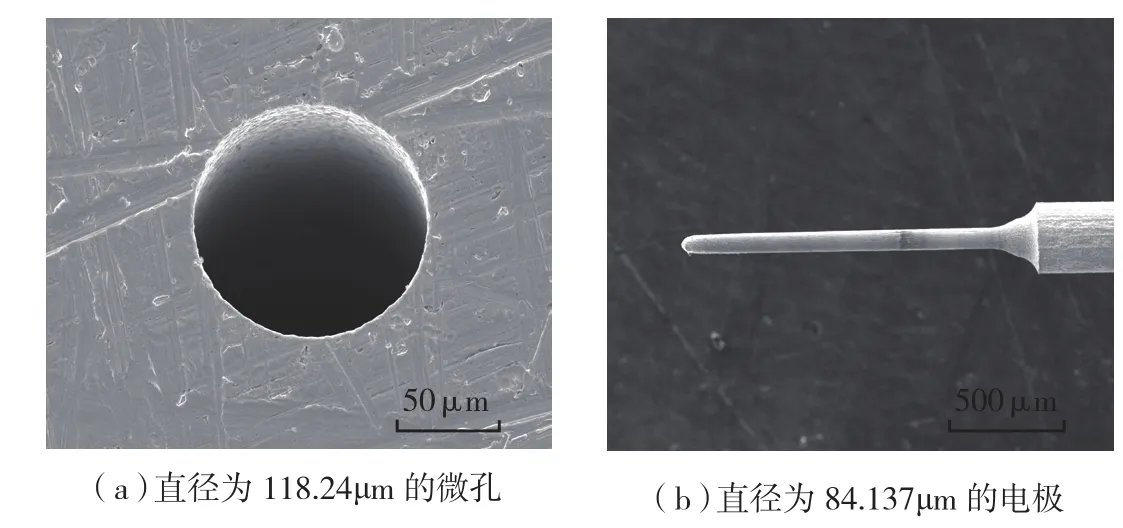
图9 加工后的微孔和电极(油中摇动半径为10μ m)Fig.9 Micro hole and electrode after hole drilling (In oil, eccentric radius is 10μ m)
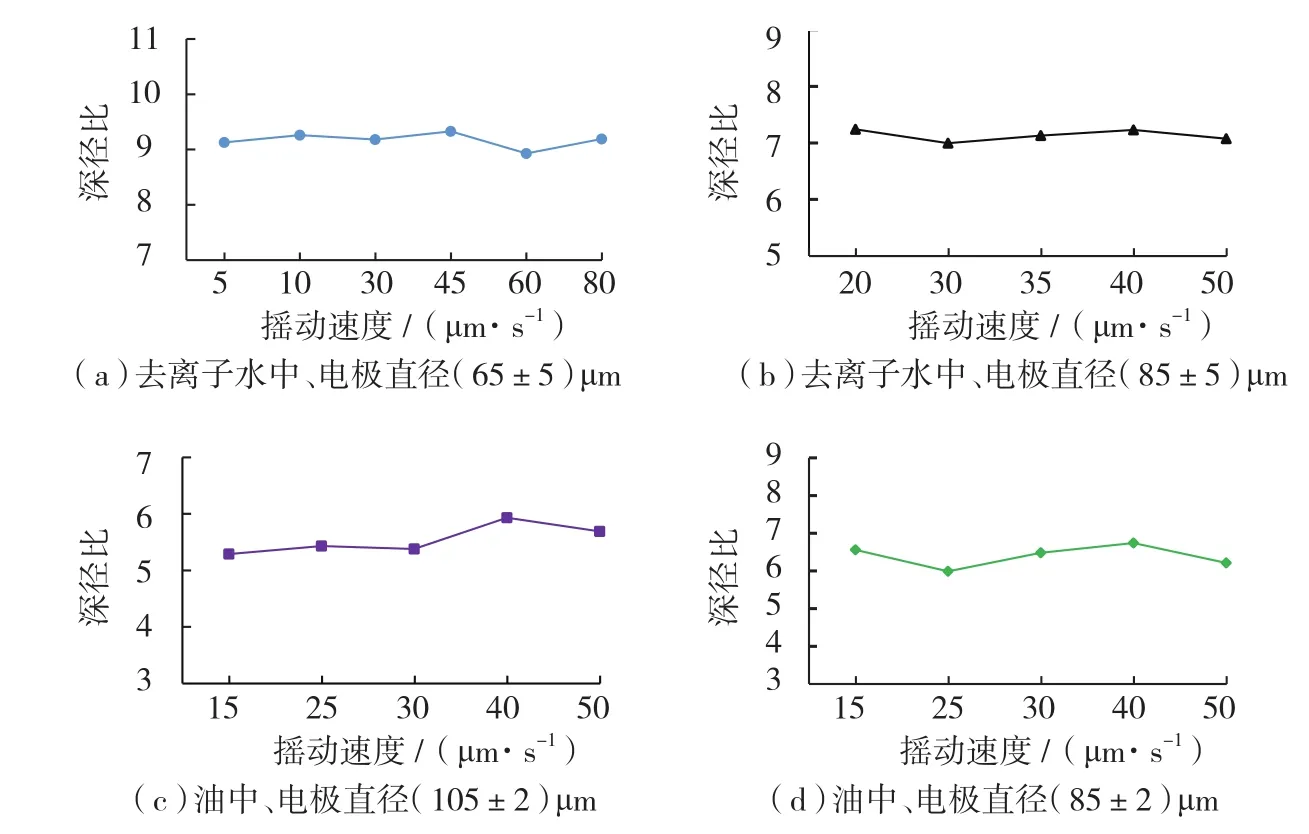
图10 摇动速度对微孔深径比的影响Fig.10 Effect of planetary movement speed on aspect ratio of micro hole
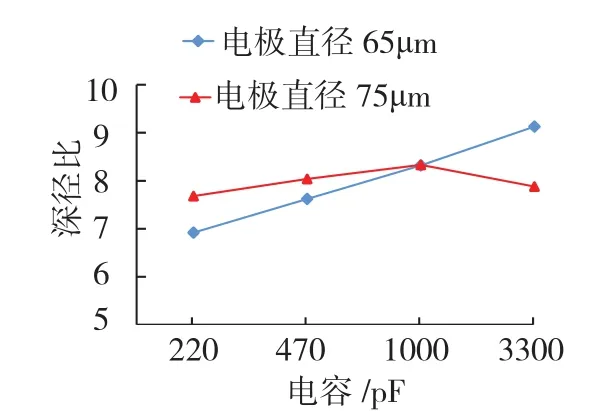
图11 去离子水中电容对微孔深径比的影响Fig.11 Effect of capacitor on aspect ratio of micro hole in deionized water
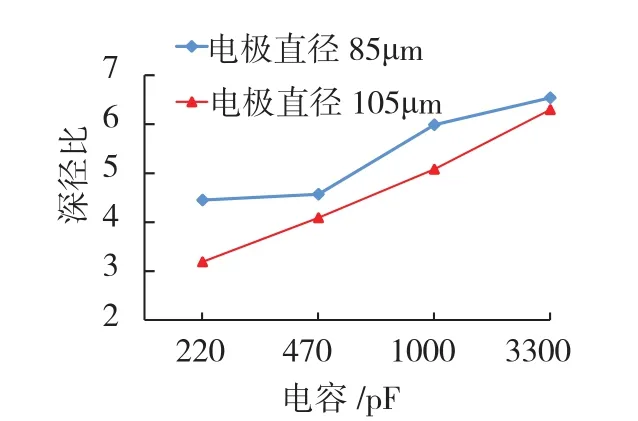
图12 油中电容对微孔深径比的影响Fig.12 Effect of capacitor on aspect ratio of micro hole in mineral oil
结束语
电极摇动微细电火花加工间隙内的流场是一个非均匀场,有助于气泡和加工屑的排出,从而可以提高孔的深径比。本文通过电极摇动微孔加工试验研究了电极摇动参数和电参数对微孔深径比的影响,并从流体动力学和电火花加工理论对结果进行了分析,得到以下结论:去离子水和油两种介质中,微孔的深径比随着摇动半径的增大而增大,大的摇动半径更加有利于排屑;摇动速度对微孔深径比的影响可以忽略不计,摇动速度使加工间隙内的流场在轴向的速度分量为零,对加工屑和气泡的排出没有影响;电容的增加有助于提高微孔的深径比。这些结果为实际生产中加工大深径比微孔提供了参考依据。
参考文献
[1]ALLEN D M, LECHEHEB A. Micro electro-discharge machining of inkjet nozzles:optimum selection of material and machining parameters[J]. Journal of Materials Processing Technology, 1996, 58(1): 53-66.
[2]LI L, DIVER C,ATKINSON J,et al.Sequential laser and edm micro-drilling for next generation fuel injection nozzle manufacture[J].CIRP Annals-Manufacturing Technology, 2006,55(7):179-182.
[3]王世清. 深孔加工技术[M]. 西安:西北工业大学出版社, 2003.
WANG Shiqing. The machining technology of deep hole[M]. Xi’an: Northwestern Polytechnic University Press, 2003.
[4]杨立军, 孔宪俊, 王扬, 等. 激光微孔加工技术及应用[J]. 航空制造技术,2016(19):32-38.
YANG Lijun, KONG Xianjun, WANG Yang,et al. Laser micro-holes machining technology and its application[J]. Aeronautical Manufacturing Technology, 2016(19): 32-38.
[5]叶军. 航空发动机零件小孔电火花加工技术的研究[C].苏州:第14届全国特种加工学术会议论文集, 2001.
YE Jun. Study of mini-hole drilled by EDM in aeroengine[C]. Suzhou: Proceedings of the 14 National Conference on Special Machining, 2011.
[6]何英, 朱红钢, 韩野. 航空发动机小孔特种加工技术[J]. 航空制造技术,2011(4):56-60.
HE Ying, ZHU Honggang, HAN Ye.Special machining technology of mini-hole in aeroengine[J]. Aeronautical Manufacturing Technology, 2011(4): 56-60.
[7]朱海南,齐歆霞. 涡轮叶片气膜孔加工技术及其发展[J]. 航空制造技术,2011(13):71-74.
ZHU Hainan, QI Xinxia. Development of machining technology gas holes on turbine blades[J]. Aeronautical Manufacturing Technology, 2011(13): 71-74.
[8]MASUZAWA T, CUI X,TANIGUCHI N. Improved jet flushing for EDM[J]. CIRP Annals-Manufacturing Technology, 1992, 41(1):239-242.
[9]FERRARIS E, CASTNLIONI V,CEYSSENS F, et al. EDM drilling of ultra-high aspect ratio micro holes with insulated tools[J].CIRP Annals-Manufacturing Technology, 2013,62(1): 191-194.
[10]YU Z Y, RAJURKAR K P, SHEN H. High aspect ratio and complex shaped blind micro holes by micro EDM[J]. CIRP Annals-Manufacturing Technology, 2002, 51(1): 359-362.
[11]MASUZAWA T, TSUKAMOTO J, FUJINO M. Drilling of deep microholes by EDM[J]. CIRP Annals-Manufacturing Technology, 1989, 38(1): 195-198.
[12]ZHAO W,WANG Z,DI S, et al.Ultrasonic and electric discharge machining to deep and small hole on titanium alloy[J]. Journal of Materials Processing Technology, 2002, 120(1-3): 101-106.
[13]钱军,高长水,刘正埙.工件激振式复合电火花微细孔加工[J]. 航空精密制造技术, 1997,33(5):18-20.
QIAN Jun, GAO Changshui, LIU Zhengxun.A compound machining of micro electrical discharge machining by the application of workpiece vibration[J]. Aeronautical Precision Manufacturing Technology, 1997, 33(5): 18-20.
[14]HUNG J C, LIN J K, YAN B H, et al. Using a helical micro-tool in micro-EDM combined with ultrasonic vibration for micro-hole machining[J]. Journal of Micromechanics and Microengineering, 2006, 16: 2705-2713.
[15]YU Z Y,ZHANG Y,LI J,et al.High aspect ratio micro-hole drilling aided with ultrasonic vibration and planetary movement of electrode by micro-EDM[J]. CIRP Annals-Manufacturing Technology, 2009, 58(1): 213-216.
[16]陈卓如. 工程流体力学[M]. 北京:高等教育出版社, 2004.
CHEN Zhuoru. Engineering fluid mechanics[M]. Beijing: Higher Education Press,2004.
[17]LI J,YIN G, WANG C,et al.Prediction of aspect ratio of a micro hole drilled by EDM[J]. Journal of Mechanical Science and Technology, 2013, 27(1): 185-190.
[18]吕忠伟,王聪,郭美刚.电极摇动加工大深径比微孔的数值仿真与实验研究[C].苏州:第14届全国特种加工学术会议论文集,2011.
LÜ Zhongwei, WANG Cong, GUO Meigang.Numerical simulation and experimental study of micro hole drilling aided with planetary movement of electrode by micro EDM[C]. Suzhou:Proceedings of the 14 National Conference on Special Machining, 2011.
[19]MASUZAWA T,FUJINO M,KOBAYASHI K,et al. Wire electrodischarge grinding for micro-machining[J]. CIRP Annals-Manufacturing Technology, 1985, 34(1): 431-434.