米糠微波保鲜的机理与应用
2017-05-11郑小非万绍平李琳郁郑怡鸿
郑小非,万绍平,李琳郁,郑怡鸿
(1.江西省粮油科学技术研究所,江西 南昌 330029;2.南昌格致生物科技有限公司,江西 南昌 330029)
米糠是稻米加工的副产品,约占稻谷总质量的5.5%~6.5%。其中粗脂肪含量为12.8%~22.6%[1],是提取油脂的重要原料。米糠含有稻谷中2/3的营养成分,而米糠油则因富含谷维素、维生素E、植物甾醇等营养物质而被世界卫生组织称之为“最健康”食用油。
2015年度我国大米产量约为1.46亿t,应有米糠量高达1 500余万t,而米糠毛油的产量约为80万t,折算米糠利用率为32.3%。若按毛糠油平均酸价35(KOH)/(mg/g)、精炼率62%计算,成品米糠油约50万t,其中精炼损耗高达37.5%。采取有效措施降低毛油酸值、提高米糠资源利用率,尤为重要。
米糠中含有活性极强的解脂酶,能迅速分解所含油脂而形成游离脂肪酸,使米糠酸败变质,从而造成米糠毛油酸值高、精炼得率和效益低等不良后果。针对米糠因解脂酶而酸败变质的问题,对米糠微波保鲜技术进行了研究。经过中试生产实践表明:利用微波对出机新鲜米糠进行即时灭酶处理,具有保鲜效果好、贮存期长、工艺简单、设备配置灵活、易于实现产业化等特点。本文主要就该项技术的原理与特征、中试生产实践、产业化应用等方面作阐述。
1 微波灭酶原理与特征
米糠微波保鲜的本质是利用微波对米糠中的解脂酶进行灭活处理,其机理包括微波加热和微波灭酶两个基本要素。
1.1 微波作用原理与特征
微波加热原理:在微波交变电磁场的作用下,物质极性分子(水)的正负电荷方向因极化作用而发生高速交替变化产生摩擦热,使微波能转化为热能在物质内部表现出来[2]。
微波加热的主要特征:吸收微波后被加热物质本身成为发热体,里外瞬间同时加热;热量传递方向与水蒸汽迁移方向相同;加热速度快、均匀且具有非热效应(生物效应)的共同作用的结果。
微波对酶的热效应:使蛋白质变性而致酶失去活性。
微波对酶的非热效应:微波电场改变细胞膜断面的电位分布,影响细胞膜周围电子和离子浓度,从而改变细胞膜的通透性能,酶无法正常发挥作用,细胞结构功能紊乱,生长发育受到抑制而死亡。此外,微波能使酶的正常生长和稳定遗传繁殖的核酸[RNA]和脱氧核糖核酸[DNA]的若干氢键松弛、断裂和重组,从而诱发遗传基因突变,或染色体畸变甚至断裂[2]。
微波灭酶的主要特征:时间短、速度快;灭酶温度低且均匀彻底;对食品营养成分保持完全和节约能源。
由上可知,微波的热效应是以极性物质水为必要条件实现的,而其非热效应是在微波电场形成的同时即开始作用的,两者相辅相成而达到灭酶目的。
1.2 米糠微波灭酶的效果
微波灭酶除上述的特征外,对于米糠的保鲜处理还具有额外效果:(1)微波灭酶的同时使米糠中的其他有害微生物得到抑制,有效延长了保质贮存时间;(2)米糠含油细胞中的水分因瞬时受热汽化,压力升高冲破细胞壁,并使纤维组织膨大而呈微膨化状,提高了浸出时溶剂的渗透性,而细胞壁破裂使胞内油脂处于游离状态,提高了萃取油脂的速度和得率,从而使米糠浸出的工艺得到有效改善;(3)由于米糠微波保鲜的温度低、时间短,在对蛋白质等有益成分损伤较少的同时,色素等物质的析出亦相对有限,毛油色泽较浅,从而使得米糠粕利用价值和毛油精炼得率提高,米糠综合效益增加。
2 米糠中解脂酶特征与微波保鲜要求
酶是具有生物催化功能的蛋白质。米糠中的解脂酶主要为脂肪酶和脂肪氧化酶,两者活性适宜条件宽泛,是造成米糠容易酸败变质的主要因素。
在完整的脱壳糙米中,解脂酶与油脂分别处于不同的层面,互不接触因而不会产生酸败。只有在糙米进入碾米工序时,两者才因逐层切削而相互混合并存于米糠之中,脂肪酶和脂肪氧化酶对油脂的水解和氧化随即发生,从而导致米糠迅速酸败。
因此,采取有效措施对脂肪酶和脂肪氧化酶进行处理,即时抑制和钝化其活性是米糠保鲜的关键所在。
2.1 米糠中解脂酶的特征
米糠中的解脂酶主要为脂肪酶和脂肪氧化酶,而对脂肪酶活性的抑制是米糠保鲜的关键。脂肪酶具有极抗高温的特性,这是因为它的活性对水分要求极低,即使米糠的水分活度为0.1(相对应的总含水率为2.8%)时,脂肪酶仍然存有活性。为了使其灭活,就必须提高加热温度以降低米糠水分。
因酶只利用米糠中的游离水,当要求总水分含量低于2.8%时,减去4.5%结合水[3],则游离水的实际含量应≤2%。这对于使用常规加热方式而言,要快速稳定地达到此指标无疑是十分困难的。由于脂肪酶具有在极低水分下存活的特性,要将其彻底灭活非常困难而且没必要。因此,米糠保鲜的实质并不要求将脂肪酶彻底灭活,而只需对其活性进行有效抑制,使米糠酸值在有限的贮存期内保持相对稳定即可。
2.2 米糠微波保鲜的要求
目前,大米加工厂一般都采取多机轻碾出白的作业方法,其目的是在保证大米精度的前提下,以获得较高的成品出米率。同时,为保证碾白效果、缓解因碾米摩擦导致的升温,糙米加水湿润、碾米喷湿等技术也得到了广泛应用。
由于在多次碾白过程中的切削与摩擦,使大米温度迅速上升,所蒸发出的水分被米糠所吸附,导致米糠的温度与水分上升,其直接后果是脂肪酶和脂肪氧化酶的活性迅速提高,米糠酸败随即开始。因此,应用微波进行米糠保鲜的基本要求是保鲜作业必须与大米生产同步进行,即利用微波的热效应和非热效应,对新鲜米糠进行连续灭酶处理,以确保将其酸值控制在最低水平。
3 材料与方法
3.1 材料与设备
原料:早、晚籼稻谷加工的出机新鲜米糠,南昌新建区乐化大米厂。装备:10 kW米糠微波保鲜中试生产线一条。仪器:常规指标检测必需仪器一套。
3.2 检测方法
各项指标均按照国家规定的相关标准、方法与仪器进行检测。
3.3 试验方法
在总结与分析原有试验结果的基础上,确定中试方案、工艺流程和设备配置。通过试验对相关因素和设备参数进行优化组合,以得出米糠微波保鲜技术的实施方法、效果及可应用于实际生产的结论。
中试生产规模:100 kg/批·出机新鲜米糠;
米糠品质要求:贮存期≥60 d,酸价变化≤10(KOH)/(mg/g)。
3.3.1 工艺流程
米糠微波保鲜中试工艺流程见图1。
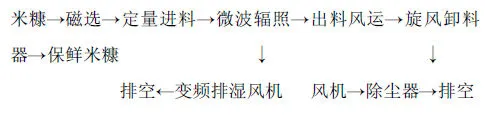
图1工艺流程图
3.3.2 工艺与设备参数优化组合
在中试生产规模条件下,经过反复试验与调整,对工艺及设备相关参数进行了优化组合,具体数值见表1。
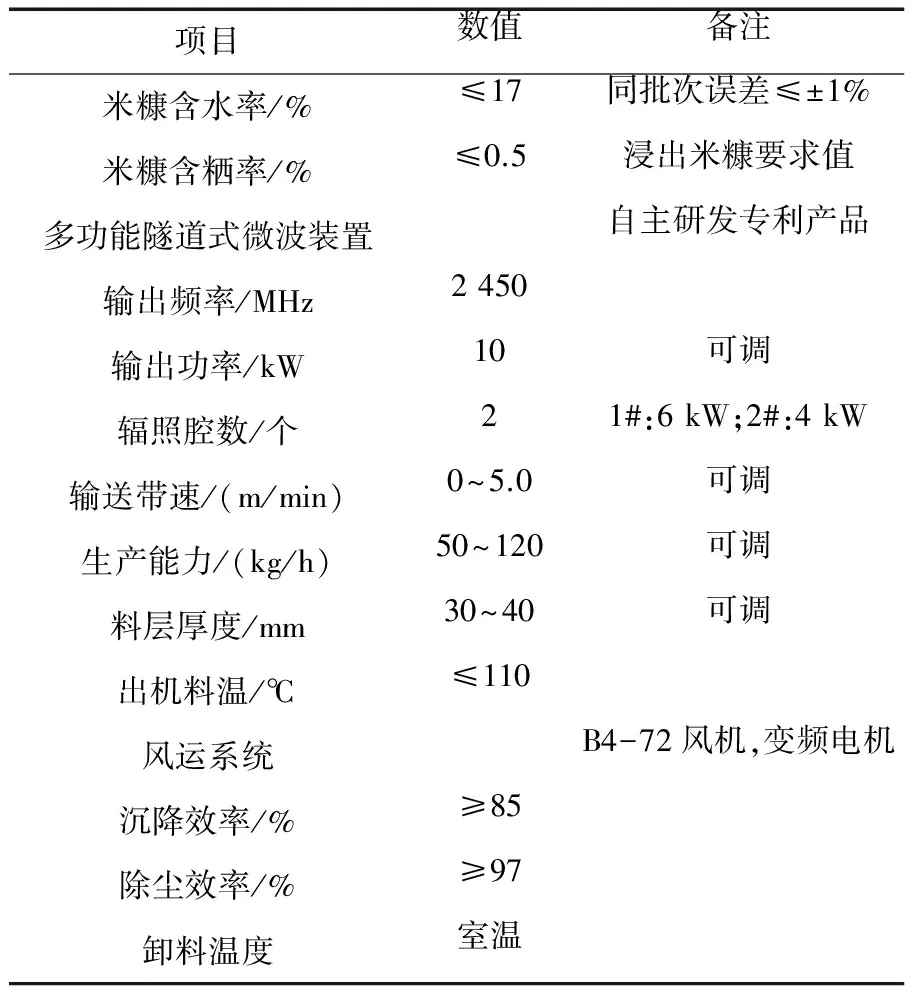
表1 工艺与设备参数优化组合数值
4 结果与分析
4.1 中试生产结果
按照表1所示的工艺及设备优化参数组合数值,以同品种的出机新鲜米糠为原料,在30 min内、按100 kg/批的料重进行连续微波辐照处理。分别提取微波保鲜样与未经处理的对照样进行贮存试验,即在37 ℃条件下强化贮存30 d,所得结果如表2所示。
由表2可知:在中试生产条件下,经微波处理及强化贮存后的米糠,其毛油酸值仅增加20%,表明米糠中脂肪酶的活性得到了有效抑制,保鲜效果明显;米糠经微波保鲜后的含水率为5.57%,远高于脂肪酶活性所需的2.8%,但酸值稳定,由此可证明微波非热效应的真实存在,并且对抑制酶活性发挥了重要作用。另外,两样品的终止含油率基本不变的表象,是因索氏抽提只反映脂类的量而非质,即毛油的游离脂肪酸与含油率不相关。
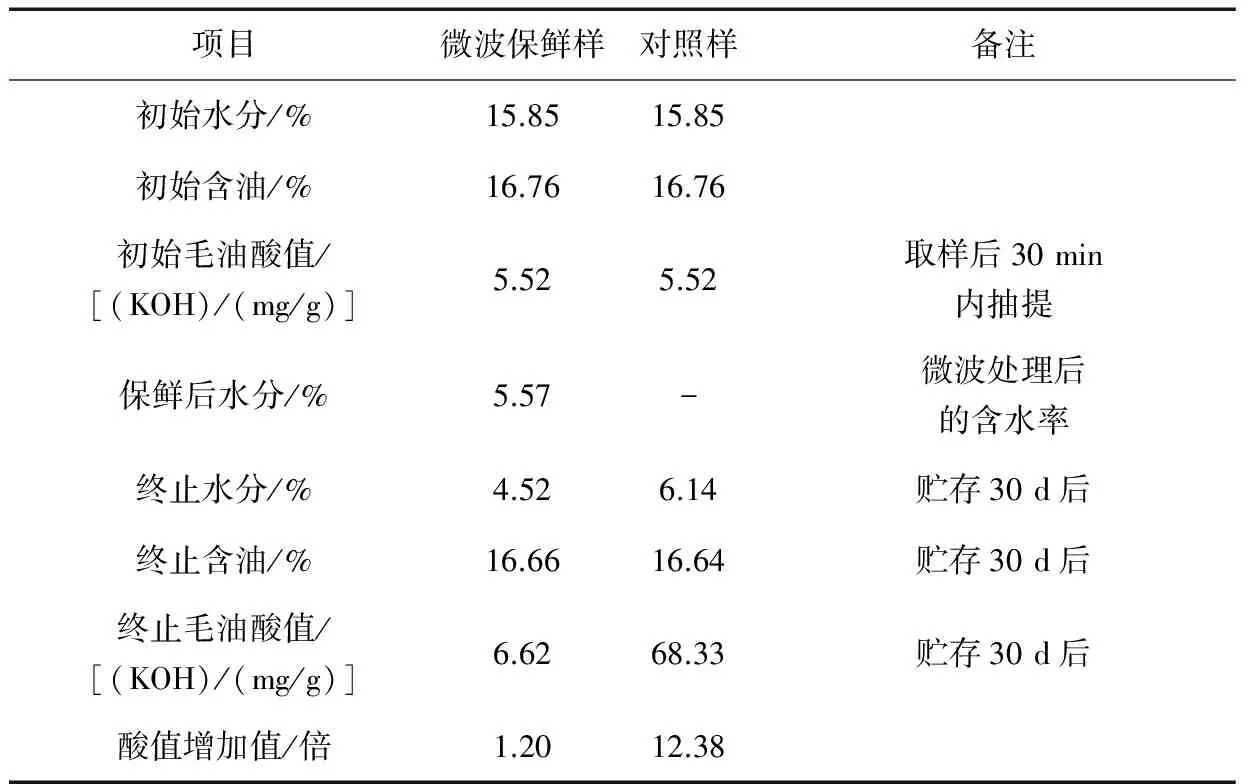
表2 微波米糠保鲜中试结果
注:原粮为早籼谷,加工方法为加湿法。
4.2 相关因素分析
4.2.1 实际生产中米糠及其酸败的特征
在生产实际中,米糠中的水分、温度均随着加工的进程处于动态的变化之中,直接影响到米糠酸值的变化。因此,充分了解与把握米糠的生成条件与特征,对于米糠保鲜的方法与效果都具有十分重要的意义。
通过即时取样处理的方式,对不同加工方法的出机新鲜米糠进行分析比较,相关指标的检测结果如表3~表5所示。

表3 出机新鲜米糠基本成分 %
注:取常规加工方法的出机新鲜米糠测定;风运整理后样,含粞≤0.5%。
出机新鲜米糠的基本成分见表3。由表3可知,米糠中所含淀粉高达33.27%,由于淀粉与水蒸汽结合糊化的特性,因此,该特性在实施米糠微波保鲜时具有重要作用。
分别选择规模相同而加工方法不同的米厂进行考察,对碾米机新鲜米糠即时取样与检测,主要指标检测结果如表4所示。
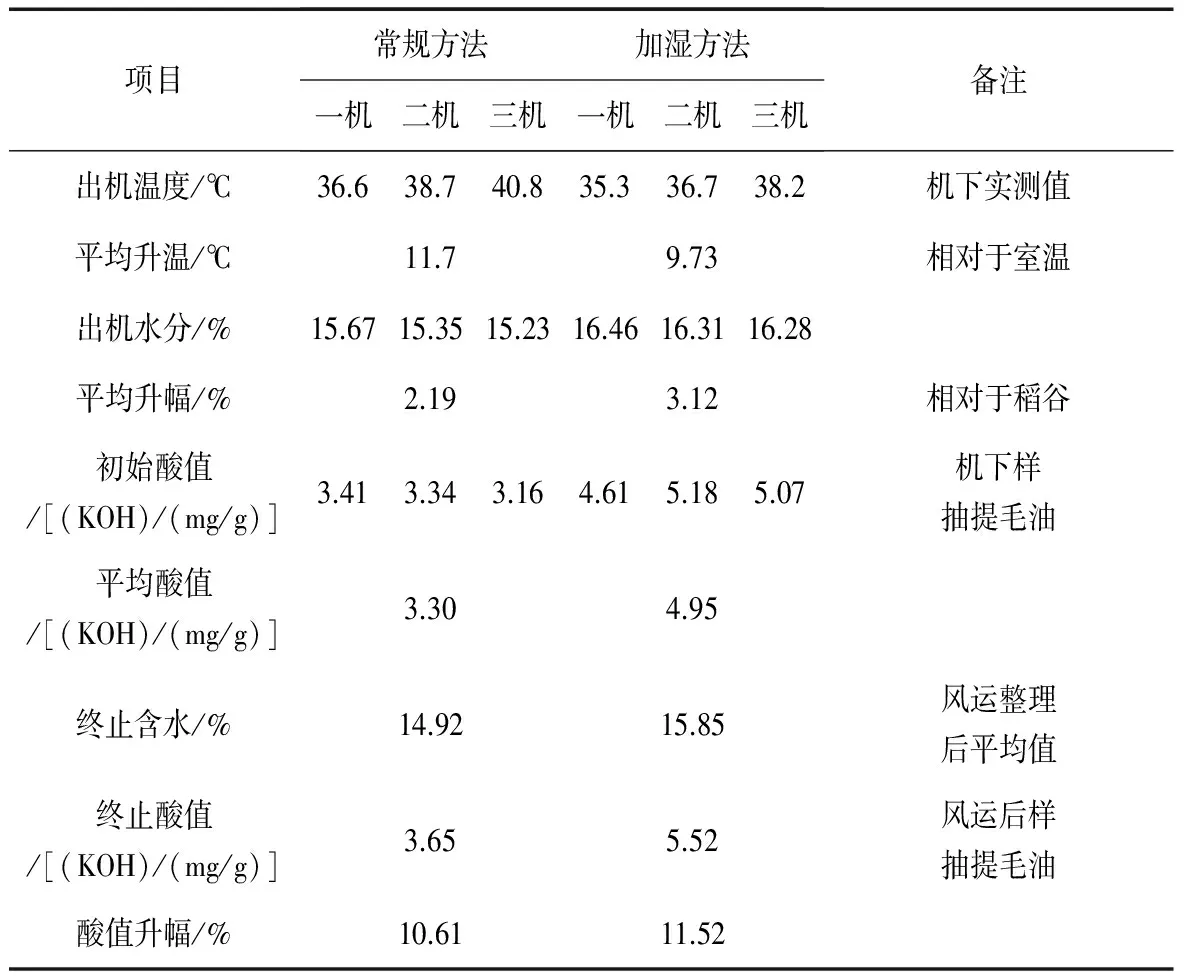
表4 不同加工方法出机新鲜米糠主要指标检测结果
注:原粮均为早籼稻谷,含水13.23%;三机出白后为成品标一大米,含水率14.4%。室温27 ℃,相对湿度65%。各阶段样品均在取样后30 min内进入索氏抽提程序。
由表4可知:出机新鲜米糠的酸败与碾米同步,在米糠形成之际即已开始,且加湿方法快于常规方法;加湿方法虽然温度较低但酸值高,证明脂肪酶的活性对水分十分敏感,其酸值变化与米糠含水率成正相关。另外,出机新鲜米糠因温度、水分均处于脂肪酶和脂肪氧化酶活性的最适区间,故其酸值的上升极为迅速:自米糠出机至风运整理的短时间内,其酸值的上升均已超过10%。
经风运整理后的新鲜米糠,在室温27 ℃、相对湿度65%的条件下,袋装敞口存放24 h后,提取毛油,检测其酸值变化,结果如表5所示。
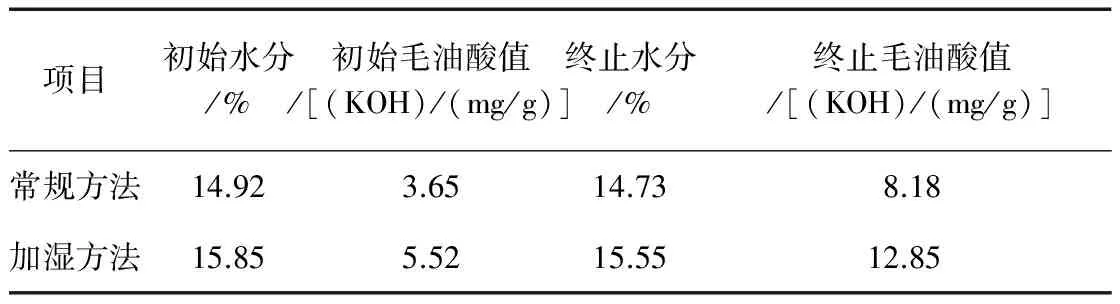
表5 不同加工方法新鲜米糠贮存24 h后酸值变化
由表5可知,尽管在存放期内温度较出机时低许多,但米糠酸值上升仍十分迅速,证明与水分相比,温度对米糠中酶活性的影响有限,这正是用冷藏法难以稳定米糠的原因所在。
4.2.2 米糠含水率、料层厚度及微波功率的优化组合
微波灭酶机理包括热效应与非热效应两个要素,其中热效应是以米糠中极性物质—水分的存在为先决条件。由于微波加热具有升温快和水分蒸发迅速的特点,这对于常规微波加热干燥作业极为有利,但相对于米糠保鲜则存在诸多不利因素,特别是在利用米糠原有水分进行微波保鲜时,显得更为突出。
如上所述,对出机新鲜米糠进行即时随机处理,是将其酸值控制于最低水平的必要前提。出机新鲜米糠的含水率约为15.5%~16.5%,经过气力输送及整理后含水率一般为15%~16%。因此,在米糠微波保鲜时,其含水率、单位时间处理量以及所必需的微波功率,成为影响米糠保鲜效果的三个主要因素。
通过分析确定,以出机新鲜米糠所含水分为依据,以变化微波功率、料层厚度和排湿风量等参数为条件,进行相互协调和匹配试验。
经过相关参数优化组合,对样品进行检测,检测结果如表6所示。
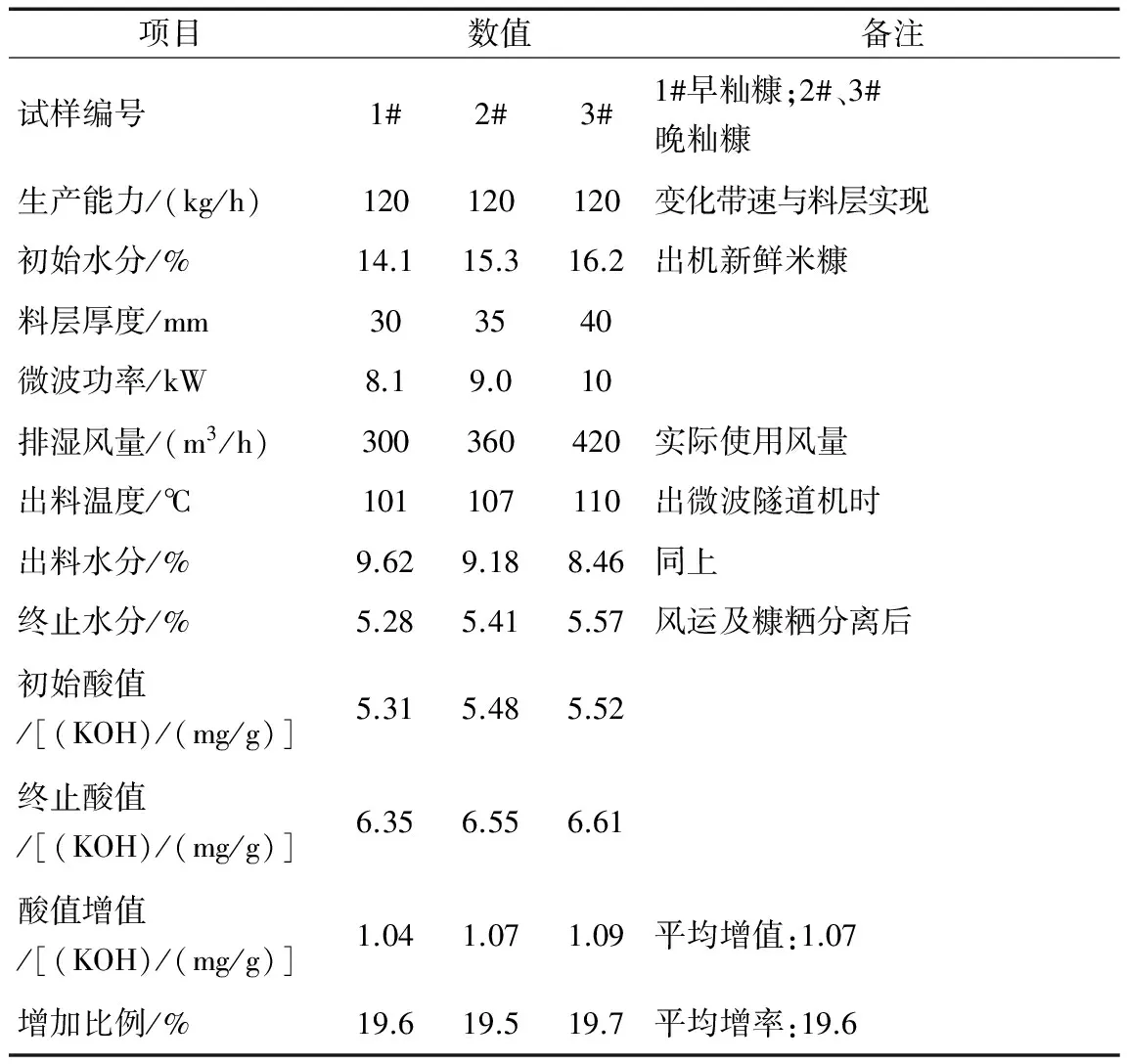
表6 米糠微波保鲜优化组合检测结果
注:出机米糠在0.5 h内作保鲜处理,100 kg/批;贮存条件:37 ℃恒温贮存30 d。
由表6可知:合理匹配微波功率及料层厚度,可以满足对不同含水率的米糠实施有效保鲜处理;料层加厚使带速放慢、微波辐照的时间相应延长,提高了非热效应的抑酶作用;利用淀粉糊化使米糠呈微粘的特性,通过减少排湿风量以降低水分迁移速率,使料层内保持相对湿热环境,加强和巩固了保鲜效果,并从根本上解决了因水分蒸发过快而引起的过热等问题;中试样品于37 ℃恒温贮存30 d,其酸值平均上升≤20%,毛油酸值控制在7.5(KOH)/(mg/g)以内。
4.2.3 米糠微波保鲜对浸出工艺的影响
取微波保鲜处理前后的米糠,在同等条件下进行米糠毛油提取实验,结果如表7所示。

表7 米糠微波保鲜样与对照样萃取所得毛油的检测结果
注:对照样为同批米糠,水分由14.1%烘至4.2%;色泽检测:罗朋比色槽25.4 mm。
由表7可知:在同等条件下,微波保鲜样具有萃取温度低、时间短、出油率高、油色浅等特点,这对于改善米糠浸出工艺条件和提高毛糠精炼率都具有重要意义。
5 结论
微波保鲜装置可不受新、老米厂及生产规模的限制配备,且因其总体尺寸紧凑而便于灵活配置。同时因技术进步所致,现微波发生器的使用寿命已经达到6 500~8 000 h,而价格则为0.4-0.45万元/kW,性价比高。
因利用米糠原有水分进行保鲜处理,无需加湿调质和干燥,工艺简单,无需辅助设备,节约了投资和能耗。
经中试生产验证,米糠微波保鲜的成本约为145元/t,而常温贮存60 d后毛油的酸值可控制于7(KOH)/(mg/g)以内,这与目前毛糠油酸值普遍高于30(KOH)/(mg/g)相比,其精炼率和成品油等级的提高十分明显。因此,米糠微波保鲜的经济和社会效益明显。
参考文献:
[1]倪培德.油脂加工技术[M].北京:化学工业出版社,2003.
[2]周家春,翁新楚.食品工业新技术[M].北京:化学工业出版社,2005.
[3] 汪学德,王玉兰.油脂制备工艺与设备[M].北京:化学工业出版社,2004.
[4] 万绍平,郑小非.一种隧道式微波植物细胞破壁装置:中国,CN202570152U[P].2012-12-05.
[5]姚斌,郑勤红,彭金辉,等.馈口位置及负荷对微波加热效果的影响及优化[J].材料导报B:研究篇,2012,26(4):161-163.●