磷酸铁锂电池低温电解液开发及性能研究
2017-05-11陈果孙晓芬孟仙雅惠怀兵刘立炳
陈果 孙晓芬 孟仙雅 惠怀兵 刘立炳

摘要:本文研究了磷酸铁锂电池低温电解液的溶剂配方,确定了锂盐的浓度。通过优化溶剂配方,引入丁酸乙酯(EA)、碳酸丙烯酯(PC)等低温溶剂开发了低温电解液,提高了低温电导率并降低了电解液体系的冰点。同时制作扣式电池测试了研究了氟代碳酸乙烯酯(FEC)作为低温电解液添加剂对负极半电池的影响,结果表明界面阻抗大大降低。采用10Ah全电池对低温电解液的性能进行测试,结果表明循环和倍率性能优异,-20℃@5.5C倍率放电容量保持率达46%。
关键词:磷酸铁锂电池;电解液;溶剂;低温
1.前言
1.1磷酸铁锂简介
磷酸铁锂是1998年由goodenough发明,经过科研人员的不懈努力,特别是最近几年的发展,合成该材料的技术成熟度已经大大提高,科研人员通过碳包覆和材料改性方面的试验研究成功改善了它的导电性,使其能够应用于动力电池中。该材料由于成本低,安全性好,技术较为成熟而得到了广泛的应用。
1.2新能源汽车对电池低温的要求
新能源汽车对锂离子电池的电化学性能(例如充放电效率、倍率性能、安全性能等)提出了更严格的要求,同时要求新型的锂离子电池相对传统锂离子电池要有更宽的温度使用范围;在低温性能方面,传统锂离子电池已不能满足动力电池的使用要求。
1.3匹配体系
针对市场上比较主流的正负极材料进行有针对性的开发,正极为深圳德方纳米磷酸铁锂(型号DY-2),负极为杉杉科技的人造石墨(型号CAG-3),该两款型号的材料有利于发挥电解液的低温性能且比较稳定。
2.试验
2.1电解质盐的选择
对于不同的锂盐,电导率排序为LiAsF6>LiPF6>LiC104>LiBF1;但LiAsF6毒性比较大,一般都不采用此种锂盐。现阶段市场上普遍使用的锂盐是LiPF6,此种锂盐技术成熟,使用量大,价格也随着国内产量的释放而逐步下降。本次开发的动力电池电解液主盐还是选用LiPF6。
锂盐的浓度对电解液的电导率影响很大,电解液的电导率与锂盐浓度成正比,与溶剂的黏度成反比。锂盐浓度较低时,溶剂化锂离子对锂盐浓度起主要作用,电导率随着里盐浓度的增加而上升;锂盐浓度较高时,随着锂盐浓度的增加,电解液黏度变成主要影响因素,黏度增加导致Li+迁移速度降低,使电解液电导率下降。所以,电解液的电导率随着锂盐浓度的增大会出现一个极大值。
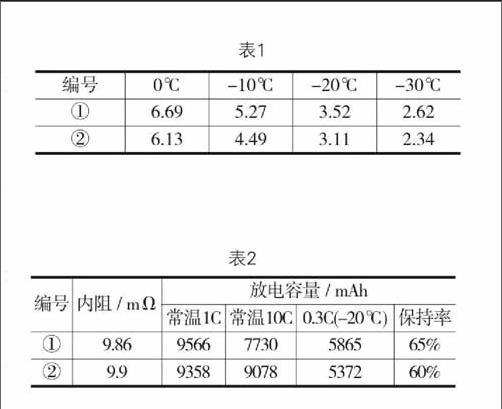
根据研究,采用六氟磷酸锂盐的电解液一般以1mol/L的锂盐浓度为宜,此时,电解液的常温电导率最大。为了试验锂盐浓度对电解液性能的影响,我们配置了两种锂盐浓度的电解液,①lmol/LLiPF6;②1.2mol/L LiPG6;溶剂组分和配比相同,皆为EC/DMC/EMC=1:1:1(质量比)。下表是两种电解液在不同温度下的电导率测试结果。
从测试结果可以看出,②号电解液的电导率低于①号电解液。我们制作了10Ah磷酸铁锂电池测试了电池的常温和低温放电性能,结果见表2:
从测试结果可以看出,②号电解液的低温放电性能不如①号电解液,但常温大倍率放电能力好于①号电解液。根据测试结果可以分析,当需要常温大倍率放电是,应该提高电解质盐的浓度,低温小倍率放电时,稍低浓度的电解质盐放电性能更好。鉴于我们对低温性能的需求,我们将电解质盐浓度定为1mol/L。
2.2溶剂组分研究
2.2.1不同溶剂体系电导率试验
现阶段电解液溶剂主要由碳酸乙烯酯(EC)、碳酸二甲酯(DMC)、碳酸甲乙酯(EMC)等有机溶剂组成,这些有机溶剂形成的溶液对锂盐有较好的溶解性,在常温下电导率能满足锂电池的使用要求。但在低温下,使用该种体系的电解液电导率会急剧下降,在某些情况下甚至会凝固分层形成胶体,这些现象的出现会导致电池无法进行充放电,严重影响电池的使用。基于现在面临的问题,我们对电解液的组分进行了重新的设计。
EC与负极材料的相容性好,成膜效果好且介电常数高,作为基础溶剂能与其他溶剂互溶,EC在现有的电解液体系中不可或缺。DMC的加入可以提高电解液的电导率,EMC的黏度较低,且与负极材料匹配性较好,加入EMC可以在一定程度上改善电解液的低温性能。
为此,我们通过对溶剂的筛选和研究,寻找具有比现有溶剂的熔点更低并且具有良好正负极兼容性和电化学稳定性的有机溶剂。从下表中的电导率数据可看出,两元溶剂的组分含DMC溶剂的电导率较高,但DMC加入量过多易导致电池胀气,并且电池循环性能不好。所以现阶段电解液的组分一般是以EC/DMC/MC为基础,我们测试了不同配方电解液在常温下和低温下的电导率(单位为mS/cm),结果如下表3:
碳酸丙烯酯(PC)的熔点较低(-49℃),液相范围宽,是一种比较好的低温共溶剂。由于在充放电过程中PC容易嵌入层状石墨导致其剥离,所以以前电解液中不常使用,现在由于负极改性和包覆技术的发展,人造石墨类负极可以和少量PC兼容,所以PC已经可应用于电解液中。从上表中电导率数据可看出,PC的加入可以提高电解液的低温电导率,并且随着PC比例的提高,电解液的电导率也有所提高。DMC的加入可以提高电解液的常温电导率,但在PC存在的条件下,溶剂中DMC比例的增加对低温电导率没有改善作用。
从表3可以得出,配方EC/DMC/EMC2:3:5(w/w)比配方EC/DMC/EMC1:1:1(w/w)具有更好的低温电导率。配方中加入PC可以提高电解液的低温电导率,并且Pc含量增大,低温电导率也相对提高。
我们筛选出了一些电化学稳定性较好的直链有机溶剂,这类溶剂能与环状碳酸酯类溶剂互溶,两者配合使用可降低体系的黏度。通过对比最终发现羧酸酯类有机溶剂具有很低的熔點和比较宽的液相范围,黏度较低,具有应用于低温电解液溶剂的潜力。下表4是低温电解液可选溶剂的理化参数。
为了研究羧酸酯类溶剂的加入对电解液电导率的影响,我们采用了基础配方EC/DMC/EMC2:3:5 w/w,后面简称为Base。在基础配方上分别添加乙酸乙酯(EA)、丙酸乙酯(EP)、丁酸乙酯(EB)形成体积百分含量分别为20%或30%的配方,测量常温和低温下的电导率(单位为mS/cm),结果如下:
从表5可看出,羧酸酯类溶剂的少量加入会稍稍降低电解液的常温电导率,但却可以提高电解液在低温下的电导率。其中,加入EA含量为20%(v%)的电解液相比加入其它羧酸酯类溶剂的电液具有最高的常温和低温电导率。
2.2.2黏度和冰点测试
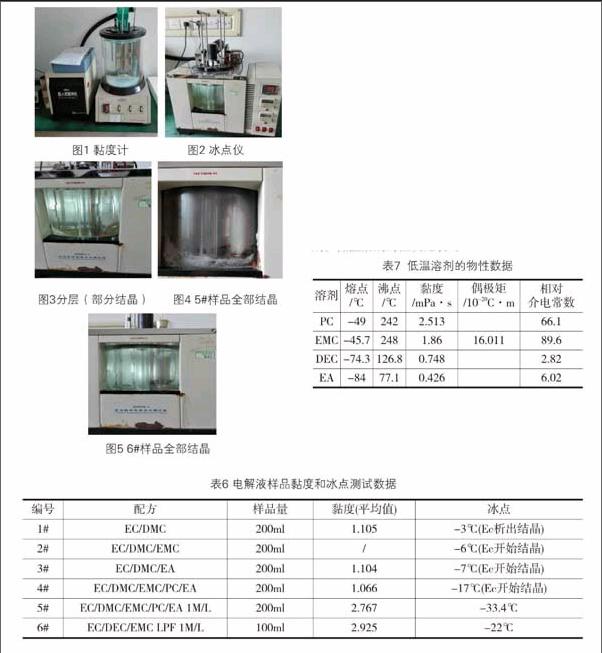
本次试验黏度测试采用武汉松涛分析仪器有限公司的ST265-2F运动黏度测定器进行,测试时样品恒温至15℃。冰点测试采用武汉松涛分析仪器有限公司的ST0090-2發动机冷却液冰点测定器进行,测定时对样品不断搅拌以使样品降温度均匀。
2.2.2.1试验方法
黏度试验根据标准GB/T265-88,选择适合的毛细管,计算测试样品依靠自身重力从上刻度线下落到下刻度线标识所耗费的时间,时间精确到毫秒,把时间换算成秒,然后乘以毛细管的系数,就得到了运动黏度数据,单位是mm2/s。
冰点测试是在玻璃管中加入固定体积(液面加至刻度线上)的待测液体并不断搅拌,玻璃管放人低温液浴中,同时制冷机制冷不断降低玻璃管中液体的温度,待管中液体凝固结晶时的温度即为冰点。
2.2.2.2测试现场照片
2.2.2.3试验结果及分析
本次试验一共准备了不同溶剂不同配方的六个电解液溶剂,电解液样品。通过测试,我们得到了不同电解液的黏度和冰点数据。样品情况和测试结果见下表6。
为了降低电解液的冰点和黏度,提高低温电导率,我们向电解液体系中引入了一些低温溶剂。低温溶剂的性质见表7:
从实验结果可以看出,在不加电解质盐的情况下,随着低熔点溶剂(2#EMC、3#EA)的加入,电解液溶剂体系的冰点随之降低。多元组分的溶剂体系中组分越多,越利有于降低电解液溶剂体系的冰点。在溶剂体系中熔点低的溶剂降低冰点的效果要好于熔点高的溶剂。不加电解质盐的情况下,溶剂中高熔点的组分会优先结晶析出,出现分层结晶现象(见图3)。加了电解质盐后,电解液体系会有一个共熔点(数值等于冰点),即完全融化的最高温度,电解液会在某一温度全部凝固(见图4图5)。
从黏度测试结果可以得到,低黏度组分的加入可以降低电解液体系的黏度,并且黏度会随着低黏度组分的增多而进一步降低,这也有利于低温下电解液低温放电性能的提升。
从测试可以得到,我们在EC/DMC的基础上,引入EMC/PC/EA等溶剂后,电解液的冰点和黏度都有所降低,5#配方的冰点较6#常规电解液配方降低了11.4℃,黏度降低了0.158。新型低温溶剂的引入起到了良好的效果。
2.3低温添加剂
2.3.1添加剂选择
在低温下,电池材料内部的离子传输速率会降低,同时在电极材料界面,特别是电解液一负极材料界面问的阻抗会增大。这是由于低温下SEI膜阻抗会增大,普通电解液形成的SEI膜较厚,对低温下电池的放电性能有不良影响。
卤代溶剂由于卤素原子的强吸电子效应,能够增大溶剂的还原电位。在卤代溶剂结构上引入F原子,分子内的氢键增多,能降低溶剂的熔点,使溶剂体系具有较宽的液相范围。所以氟代采用碳酸乙烯(FEC)会有效降低电解液在负极初次嵌锂的分解,减少分解反应中消耗的Li,进而提高充电效率。我们决定把FEC加入电解液,评价FEC在负极的成膜状况和对电池低温阻抗的影响。
在基础配方Base的基础上分别加入FEC,形成FEc含量(v%)为1%、2%、3%的电解液。本试验采用CAG-3负极制作扣式半电池对比测试不同添加剂比例方案的电化学性能。扣电制作流程如下:负极称料-混料-涂布-烘干-裁片-压片-称重-扣电装配。
2.3.2扣式电池试验结果及分析
对不同FEC含量的电解液进行了电化学阻抗测试(EIS)。从图6可看出,含FEC1%的电解液不管在常温和低温下都有最低的阻抗,含FEC3%的电解液阻抗急剧增大,含FEC2%的电解液阻抗增大明显,但增大的程度小于FEC3%的电液。
采用电化学工作站软件生成模拟电路图,模拟构成扣式半电池电阻的各部分阻抗值大小,得到了电池内欧姆阻抗(Rs)和(Rsei)膜阻抗的数值。
阻抗模拟结果得到的数值和EIS测试结果一致,当FEC含量为1%时,电池内部的欧姆阻抗和SEI膜阻抗最小。
从图8可以看出,含FECl%的电液充放电效率最高,首次充放电效率能达到87%,这进一步证明了FEC成膜性能的优异性。
2.4配方定型
综合以上试验结果,我们得到了以EC/DMC/EMC2:3:5fw/w)为基础配方,加入Pc的量一般控制在5%(v%),以避免PC含量过大分解后对石墨类负极的剥离作用。此外根据前期的研究结果,添加剂碳酸亚乙烯酯(VC)和亚硫酸乙烯酯(Es)能够在负极表面形成稳定的SEI膜,降低电解液溶剂的分解例。VC的加入量以2%(体积比)为宜。最终设计形成的配方为LPF 1M/L EC/DMC/EMC 2:3:5(w/w)PC 5%(v%)EA 20%(v%)FECl%(v%)VC2%(v%),下面简称为DFCV-D1。
2.5扣式电池试验
分别采用基础配方电解液和DFCV-D1电解液装配负极半电池。负极半电池经过15次充放电循环后,我们对其进行电化学阻抗测试。其从图9可以看到,经过循环后,此时EIS测试图出现两个半圆,其中前一个为SEI膜形成产生的锂离子传导阻抗。测试结果表明,采用DFCV-D1电解液的电池循环后的阻抗大大减小(蓝色部分),电解液在CAG-3负极上的成膜性得到很大改善。
从充放电的测试结果来看,采用DFCV-D1配方电液的电池放电容量提高了11 mAh/g,首次效率提高了11%。
针对自主合成的低温电解液DFCV-D1和CAG-3负极的匹配性进行了测试,SEI膜成膜明显,半电池阻抗测试明显降低。低温放电测试表明,低温放电容量高于常规配方电液,且低溫容量保持率提高5%。
2.6低温性能试验
用CAG-3负极制备扣式电池,分别采用DFCV-D1电解液和基础配方电解液。常温充满电的情况下,以0.5C放电测试放电比容量。然后充满电,再在低温(-20℃)条件下以0.5C的电流进行放电测试,测试低温放电比容量。放电比容量测试结果见图7,结果表明采用DFCV-D1电液的电池低温放电比容量最高,可达常温放电容量的77%。
2.7全电池试验
采用DFCV-D1电解液,制作10Ah磷酸铁锂电池单体评价电解液的性能。
从图11中的常温倍率性能测试结果可以看到,DFCV-D1能够进行40C大倍率放电,放电保持率能达到64%,能够满足启动电源大倍率要求。
图9是采用DFCV-D1电液的电池在低温下的放电性能曲线图,测试时在常温充满电后,在零下20度条件下静置20h,然后0.3C和5.5C倍率放电。结果显示放电容量保持率71%,5.5C放电容量保持率53.5%,而TC-8053电液5.5C倍率放电容量保持率为51.4%,低温大倍率放电性能优于市场上的TC-8053低温电解液。
从上表中的2c充5c放电可看到循环500次容量保持率能达到89%,表明电解液能够适应长期大倍率工作。
3.结果与讨论
针对DY-2磷酸铁锂正极材料,匹配CAG-3人造石墨负极,成功开发了一种低温电解液。电导率测试表明,加入碳酸丙烯酯(Pc)和羧酸酯溶剂后电解液的低温电导率得到了提高,-20%时电导率可达4.02mS/cm;
研究了添加剂FEC对电解液-负极SEI膜低温阻抗的影响,加入1%FEC能大大降低电解液的低温阻抗,并且充放电效率也有所改善,首次充放电效率大87%;
制作10Ah磷酸铁锂电池单体评价了低温电解液的性能,结果表明该电解液能够大倍率(40C)放电,低温(-20℃)5.5c放电容量保持率46%。循环性能、倍率性能和低温性能优异,能够满足动力电池的低温和倍率需求。
