退火处理对Zr添加5182铝合金性能和表面质量的影响
2017-05-09张鲁辉闫丽珍李志辉李锡武张永安
张鲁辉,闫丽珍,李志辉,李锡武,张永安
(1.中国铝业公司,北京 100082;2.北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京 100088)
退火处理对Zr添加5182铝合金性能和表面质量的影响
张鲁辉1,闫丽珍2,李志辉2,李锡武2,张永安2
(1.中国铝业公司,北京 100082;2.北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京 100088)
采用拉伸试验和埃里克森杯突试验研究了退火处理对Zr添加5182铝合金性能和表面质量的影响。研究结果表明:Zr添加5182铝合金较未添加Zr的合金表现出明显的优势。在370~450℃范围内,5182铝合金的强度、r和杯突值IE随温度的升高而减小,经450℃/2h退火处理后拉伸和杯突试样表面均出现橘皮组织,而在该温度区间时,5182+Zr铝合金性能随温度变化不明显,经450℃/2h退火处理后拉伸和杯突的试样表面质量良好。
5182铝合金;退火处理;性能;表面质量
0 前言
在全球性日益重视节约能源和保护环境的大背景下,各国汽车制造企业均尽可能降低能耗、减少污染和提高效益,加之新能源技术及高效发动机发展尚不成熟,汽车车身轻量化无疑是缓解上述两大问题最有效的措施之一。5000系铝合金具有中等强度、良好的加工性能和焊接性能,成形性能和抗腐蚀性较普通钢板优良,常用作汽车内衬板和其他形状复杂的部件,其中5182铝合金是汽车车身内板的首选材料,已广泛应用于日本、欧美等的汽车品牌。
5182铝合金作为不可热处理强化的合金,主要强化手段为固溶强化和加工硬化,固溶强化时该系合金易出现吕德斯线、延时屈服和橘皮组织缺陷等,这影响了合金的广泛应用。通常合金的性能受合金成分和制备加工热工艺的影响,已有研究探索了Zr、RE添加对含Ti5182铝合金铸态组织及性能的影响,也有研究关注中间退火对汽车用5182铝合金板材组织和性能的影响,还有研究集中在退火工艺对5182铝合金微观组织和力学性能的影响上,而少有研究关注添加微量元素Zr对5182铝合金表面质量的影响。因此,本研究通过添加微量元素Zr的方式来改善合金的表面质量,以提高合金的综合性能,从而为推动5182铝合金的广泛应用提供参考。
1 试验材料与方法
1.1 试验材料
试验采用1.0mm厚的5182(+Zr)铝合金冷轧板,合金的化学成分如表1所示。板材的生产工艺流程为:熔炼→铸造→锯切→铣面→均匀化→热轧(6.0mm)→中间退火→冷轧(1.0mm)。
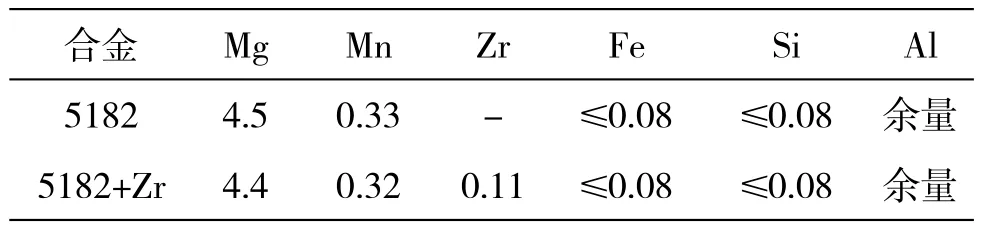
表1 5182(+Zr)合金的化学成分(质量分数/%)
1.2 试验方法
将5182(+Zr)铝合金冷轧板分别在250℃、280℃、310℃、350℃、370℃、400℃和450℃下保温2h。在WD-3100型电子万能试验机上进行室温拉伸,拉伸试样与板材轧向成0°方向,拉伸速度为3mm/min,数据取三组测试的平均值。塑性应变比r值按GB/T 5027-2007标准测试,应变强化指数n值按GB/T 5028-2008标准测试。埃里克森杯突试验按照GB/T 4156-2007标准进行测试,试验在德国Zwick公司的BUP600机器上进行,凸模球头直径为20mm,试样尺寸为Φ90mm,采用黄油+46#液压油+四氟乙烯润滑,每一组试验选取8组平行样,测试后取平均值,试验速度为25mm/min,控制负荷为0.5kN,压边力为10kN。
2 试验结果与讨论
2.1 退火热处理工艺对合金性能的影响
为了研究退火热处理工艺对合金力学性能和成形性能的影响,对不同退火工艺热处理后的试样进行了力学性能测试和埃里克森杯突试验,测试结果如表2和表3所示。从表2中可以看出,当退火处理时间相同时,在250~450℃范围内,5182铝合金强度随退火温度升高而降低;应变强化指数n和塑性应变比r在250℃时最低,随后随温度的升高基本保持不变;杯突值IE在250℃退火处理时较低,在280~400℃范围内退火处理时,IE基本保持不变,而当温度高于450℃时,IE开始出现明显的降低。从表3中可以看出,5182+Zr铝合金在250~280℃退火处理时,强度随温度升高出现明显的降低,随后在310~450℃范围内退火处理时,5182+Zr铝合金强度随温度的升高变化不明显;应变强化指数n、塑性应变比r和杯突值IE在250℃退火处理时最低,随后随温度的升高变化不明显。保温时间均为2h时,5182铝合金在350~370℃温度范围内退火时,合金的抗拉强度Rm均不小于277MPa,屈服强度Rp0.2均高于134MPa,延伸率A为28.0%,应变强化指数n值不低于0.35,塑性应变比r不低于0.60,杯突值IE均为8.30mm;5182+Zr铝合金在310~400℃范围内退火处理后,合金的抗拉强度Rm均不小于277MPa,屈服强度Rp0.2均高于136MPa,延伸率A不低于27.0%,应变强化指数n值不低于0.35,塑性应变比r不低于0.60,杯突值IE不低于8.30mm。因此,综上分析,含Zr的5182铝合金退火处理温度范围较不添加Zr的5182铝合金宽,同时其力学性能和成形性能均优于不添加Zr的5182铝合金,同时可以得出5182铝合金较理想的退火热处理温度可选择350~370℃,5182+Zr铝合金较理想的退火热处理温度可选择310~400℃,保温时间均为2h。

表2 5182铝合金经不同工艺退火处理后的性能
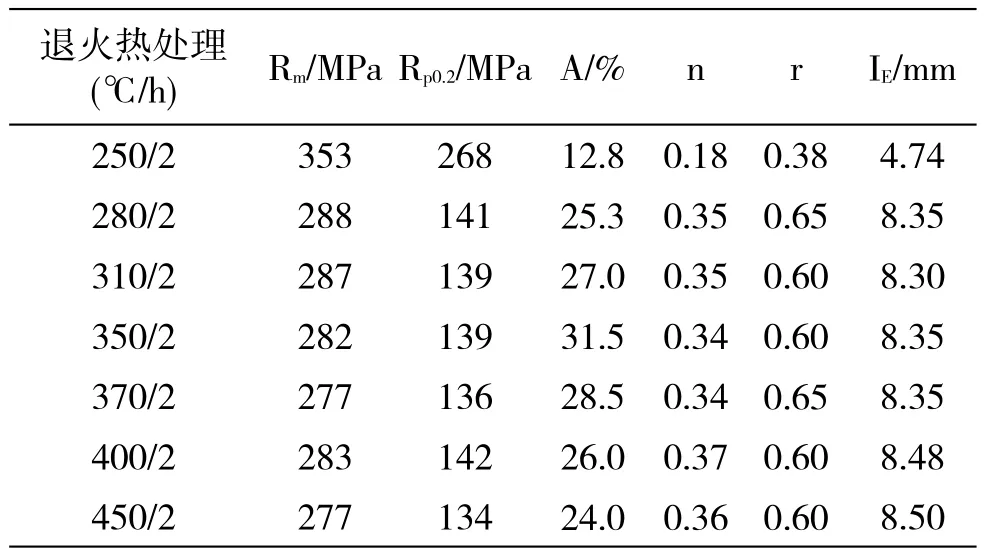
表3 5182+Zr铝合金经不同工艺退火处理后的性能
2.2 退火热处理工艺对合金表面质量的影响
为了进一步研究退火处理对5182(+Zr)合金表面质量的影响,对5182(+Zr)合金的拉伸试样和杯突试样进行了表面形貌观察。图1为退火态5182铝合金拉伸表明形貌照片,从图中可以看出,合金经450℃/2h退火处理后,经拉伸测试,端口垂直于拉伸方向,在拉伸样品表面出现了橘皮组织缺陷;而经较低温度退火热处理的合金在拉伸测试后,断口与拉伸方向成一定度角,在拉伸样品表面出现了B类吕德斯线,B类吕德斯线为不可避免的缺陷,与拉伸方向成特定角度,对表面光洁度的影响小。图2为退火态5182+Zr铝合金拉伸表面形貌照片,从图中可以看出,经不同退火工艺热处理的5182+Zr铝合金在拉伸测试后,断口与拉伸方向成一定角度,在样品表面出现了B类吕德斯线,但均未出现橘皮组织缺陷。
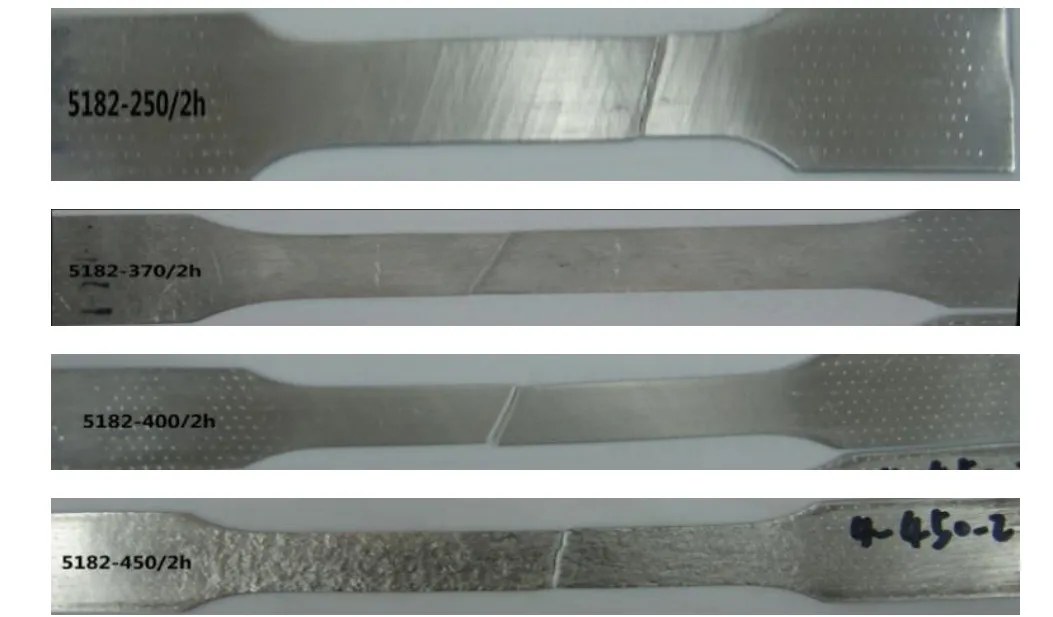
图1 退火态5182铝合金拉伸表面形貌
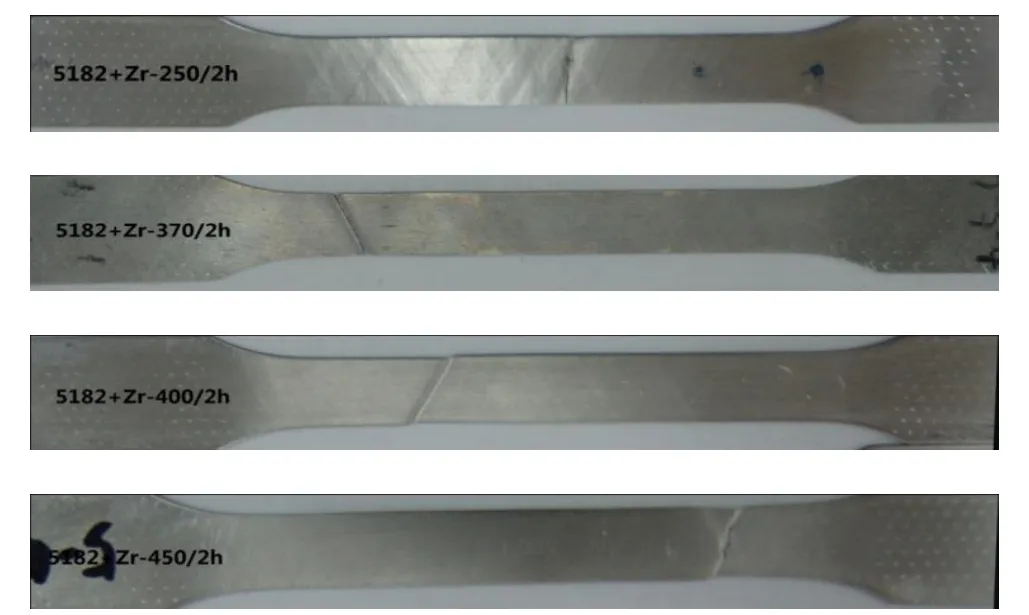
图2退火态5182+Zr铝合金拉伸表面形貌
图3 为5182铝合金经不同温度退火处理后杯突试验的表面形貌照片。从图中可以看出,与拉伸测试相似,在450℃下经2h退火处理的合金表面出现了橘皮组织缺陷,而经其他退火热处理的合金均未出现橘皮组织缺陷。图4为经不同退火热处理的5182+Zr铝合金杯突试验后的表面形貌照片,可以看出均未出现橘皮组织缺陷。由此可以推断,5182铝合金在较高温度下退火,有出现橘皮组织缺陷的风险,合金经450℃/2h退火热处理后,经拉伸或杯突测试,合金表面会出现橘皮组织缺陷,而向该合金中添加微量Zr元素,合金经450℃/2h退火处理后,并未观察到表面缺陷。因此,在5182铝合金中添加Zr元素可以改善合金拉伸或杯突的表面质量。

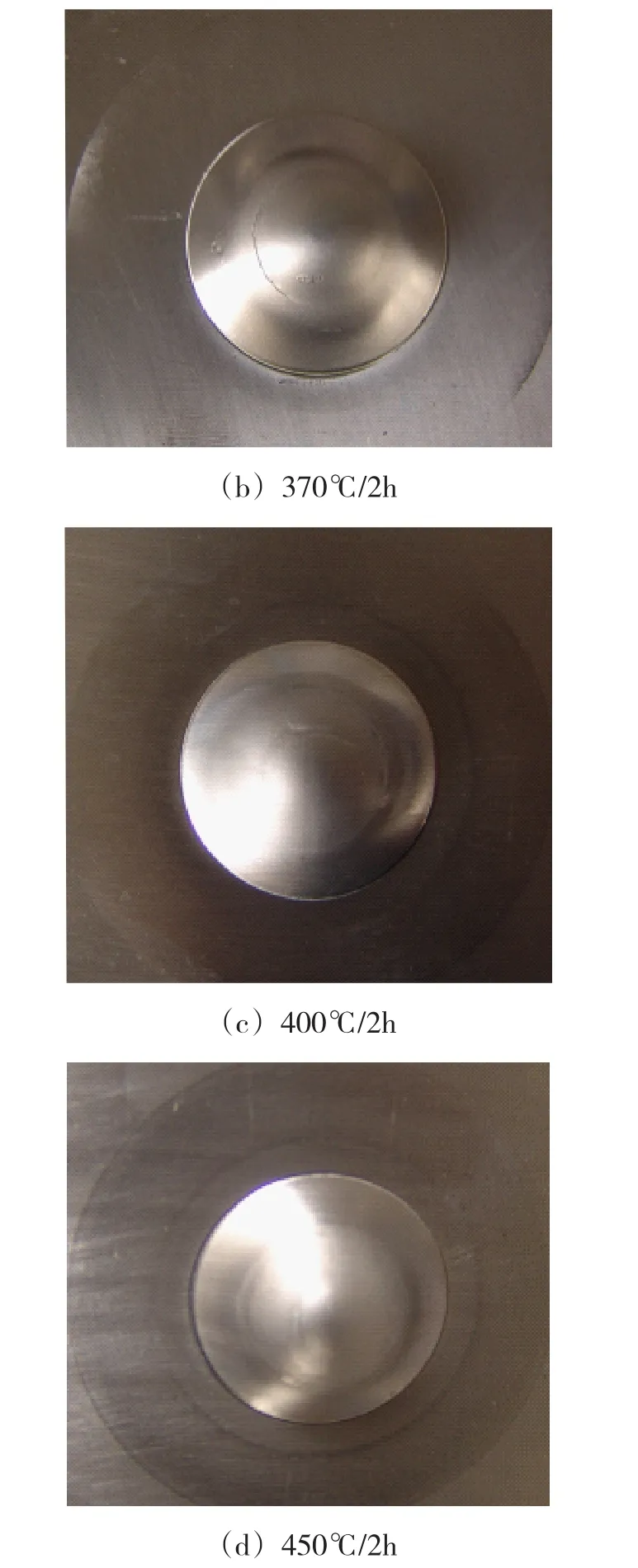
图4 5182+Zr铝合金退火热处理后杯突变形表面形貌
3 结论
(1)5182铝合金的强度随退火温度的升高而降低,n、r和杯突值IE在250℃退火时最低,随后n和r随温度升高基本不变,而杯突值IE在280~400℃范围内基本不变,到450℃时出现明显的降低。5182+Zr铝合金在250~280℃退火处理时,强度随温度升高出现明显的降低,随后随温度升高变化不明显,n、r和杯突值IE在250℃退火处理时最低,随后随温度的升高变化不明显。
(2)5182铝合金适宜的退火工艺为350~370℃/2h;而5182+Zr铝合金适宜的退火工艺为310~400℃/2h。
(3)在5182铝合金中添加Zr元素,可以明显改善合金拉伸或杯突测试后试样的表面质量。
[1]RATCHEVAY P,VERLINDEN B,Van HOUTTEA P,et al.Hot ductility of an Al-4wt.%Mg-0.5wt.%Cu alloy[J]. Materials Science and Engineering A,1997,222(2): 189-196
[2] LI S Y,KANG S B,KO H S.Effect of intermediate annealing on texture evolution and plastic anisotropy in an Al-Mg auto-body alloy[J].Metallurgical and Materials Transactions A,2000,31(1):99-107
[3]NURGER G B,GUPTA A K,TEFFERY P W,et al. Micro-structural control of aluminum sheet used in automotive applications[J].Materials Characterization,1995,35(1):23-39
[4]李贞明,左秀英,倪培相,赵亮.Zr、RE对含Ti5182铝合金铸态组织及性能的影响[J].特种铸造及有色合金,2008,28(8):645-648
[5]王宇,曹零勇,李俊鹏,张华,郭富安.中间退火对汽车用5182铝合金组织和性能的影响[J].材料工程,2016,44(9):76-81
[6]王孟君,黄电源,姜海涛,任杰.退火对汽车用5182铝合金板材组织与性能的影响[J].金属热处理,2007,32(9):18-20
[7] 王宇星.汽车用铝合金5182-O态的工艺研究[J].热加工工艺,2013,42(2):58-59
Effect of Annealing on Property and Surface Quality of 5182 Aluminum Alloy with Zr Addition
ZHANG Lu-hui1,YAN Li-zhen2,LI Zhi-hui2,LI Xi-wu2,ZHANG Yong-an2
(1.Aluminum Corporation of China,Beijing100082;2.State Key Laboratory of Non-ferrous Metals Preparation and Process,General Research Institute for Non-ferrous Metals,Beijing 100088,China)
Effect of annealing on properties and surface quality of 5182 aluminum alloy with Zr addition was investigated by tensile test and Erichsen cupping test.The results indicated that the alloy with Zr addition exhibited obvious advantages compared with the alloys without Zr.With temperature changing from 370℃to 450℃,the strength,coefficient of normal anisotropy and cupping test value of 5182 aluminum alloy decreased with temperature increasing.The alloy displayed tangerine hull constitution after an⁃nealed at 450℃for 2 h.However,during this temperature range,the properties of 5182 aluminum alloy with Zr addition were not changed obviously as temperature increasing.Tensile test and Erichsen test showed that surface quality of the alloy was normal after annealed at 450℃for 2 h.
5182 aluminum alloy;annealing;properties;surface quality
TG146.21,TG166.3
A
1005-4898(2017)02-0043-05
10.3969/j.issn.1005-4898.2017.02.09
一种冷加工无缝铝合金轮毂的制备方法
中国专利CN201510667351.2
国家重点研发计划(2016YFB0300802)和国家重点基础研究发展计划课题(2012CB619504)。
张鲁辉(1986-),男,山东潍坊人,工程师。
2017-01-10
本发明公开了一种冷加工无缝铝合金轮毂的制备方法,采用与轮辋直径相同、轴向长度为轮辋轴向长度60%~80%、体积大于轮辋体积的铝合金挤压管,经旋压使其轴向长度延展、体积缩小得到轮辋;采用铝合金板冲压制备轮辐;采用搅拌摩擦焊将轮辋与轮辐焊接成为一体。本发明采用等径、较短且体积略大的铝合金挤压管来制作轮辋,一方面挤压管质地均匀,内应力很小,制作出的轮辋不存在木桶效应,从而优化轮辋的重量和原料成本;另一方面挤压制品的强度接近锻造,成本低,挤压管经旋压使其轴向长度延展的同时,体积也会缩小,即变得更加致密,进一步提高强度,有利于进一步降低轮辋的重量及原料成本。