低液位2219铝合金420mm×1620mm厚铸锭熔铸工艺研究
2017-05-09吴晓旭韩再旭
吴晓旭,马 月,才 智,韩再旭,金 磊
(东北轻合金有限责任公司,哈尔滨 150060)
低液位2219铝合金420mm×1620mm厚铸锭熔铸工艺研究
吴晓旭,马 月,才 智,韩再旭,金 磊
(东北轻合金有限责任公司,哈尔滨 150060)
介绍了2219合金在工业上的一些主要的用途及低液位熔铸铸锭的特性,并结合现场经验和铸锭试片全分析结果确定出2219合金420mm×1620mm规格合金铸锭铸造工艺及其参数。
铝合金;熔铸工艺;低液位铸造;熔体质量;工艺参数
0 前言
2219铝合金属于高强Al-Cu-Mn系合金,这种合金可热处理时效强化,具有很高的室温强度及良好的高温和超低温性能,因此Al-Cu-Mn系合金是工业中应用广泛的金属结构材料之一。随着现今工业生产技术的快速进步以及飞行器结构对材质要求的不断提高,人们越来越关注2219铝合金焊接接头的性能。因此,为了进一步扩展2219铝合金在工业上的应用,进行了2219铝合金420mm× 1620mm厚铸锭熔铸工艺研究。
低液位铸造是近年来逐步应用推广的一种铸造新技术,结晶器相对于传统DC铸造结晶器高度减少30mm以上,铸造过程中结晶器内的金属液面与冷却水孔相对距离更近,当铸锭收缩低熔点化合物即将二次重熔时,引锭头已经下降至结晶器喷水孔,受到二次水冷的直接冷却,二次重熔得以大幅减少,因此低液位铸造可以使铸锭表面质量更加优良,皮下偏析层厚度更薄,同时可以在后续的机加过程中大幅减少铣面厚度,减少几何废料,因此,低液位铸造技术具有极大的市场价值及广阔的应用前景。综上所述,本次2219铝合金420mm× 1620mm厚铸锭采用低液位铸造的方式进行试验。
1 2219铝合金组成及低液位熔铸特点
1.1 2219铝合金成分
2219铝合金的国标化学成分见表1。
1.2 2219铝合金低液位熔铸工艺特点
低液位铸造是近年来铝加工行业广泛采用的铸造新技术,是未来铝加工行业发展的必然趋势,其铸锭质量明显优于传统DC铸造。使用传统DC铸造生产硬铝合金时,金属液位高度较高,普遍在120mm以上,其铸锭质量一般,很难满足航空航天用铝合金厚板等高质量板材的要求。而使用低液位结晶器铸造生产时,金属液位高度能有效地控制在80~ 100mm之间,铸锭质量有很大的提高,尤其是在生产大规格硬铝合金铸锭时,能有效减小铸锭表面偏析瘤,减少皮下裂纹深度。

表1 2219铝合金化学成分(质量分数/%)
2 试验过程
工艺流程:配料→熔炼→铸造→均匀化退火。
使用Mg<0.01%的铝锭,加2kg Al-Be,Cu以纯金属形式加入,Mn、Cr、V、Zr以中间合金形式加入,Ti以Al-Ti丝的形式加入。
使用2#熔剂,熔炼温度720~760℃,用Al-5Zr中间合金,Cu:6.0%~6.5%,Ti:0.04%~0.06%,Mn:0.25%~0.35%,加入0.005%的Al-Ti-0.2B丝。
保温炉Ar气精炼15min,静置30min,走在线,30+50ppi陶瓷片双级过滤,点入Al-Ti-0.2B丝600mm/min,挡板前温度:700~720℃,铸造参数见表2。
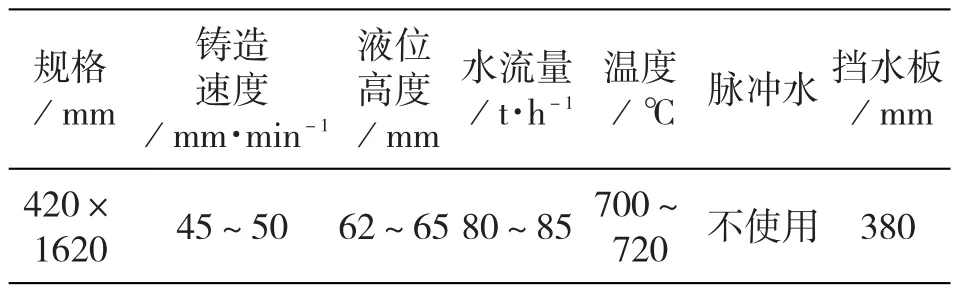
表2 2219合金420mm×1620mm规格扁铸锭铸造工艺参数
2219合金均匀化退火制度参见表3。
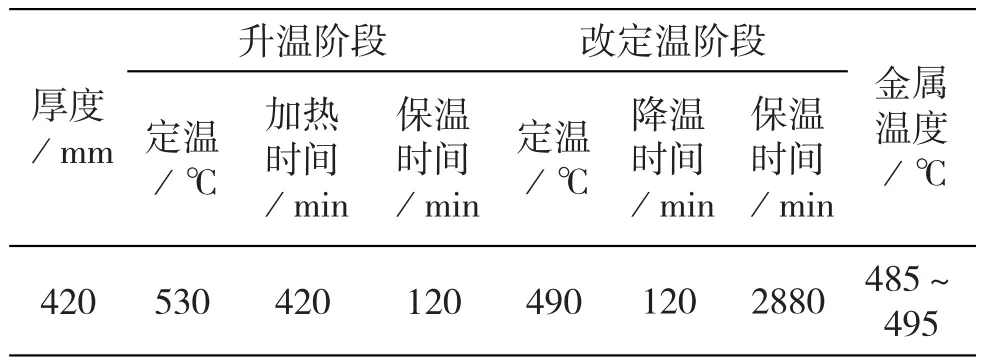
表3 2219均匀化退火制度
3 试验结果分析
严格按照工艺要求,于2016年4月7~10日成功铸造了8个熔次共16块铸锭,现场成型无任何缺陷。为了评定铸锭的整体情况,我们对铸锭(除去浇口部分)切取了30mm厚试片进行了化学成分均匀性、性能及显微组织分析,取样示意图见图1。
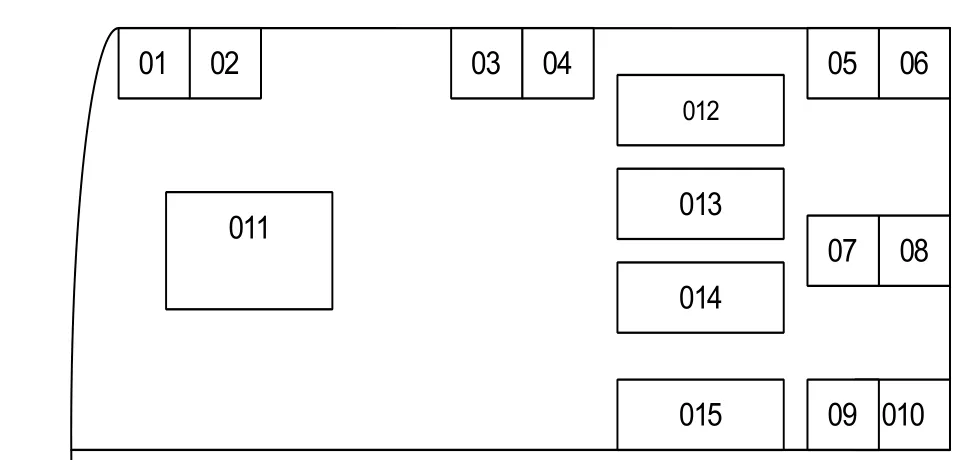
图1 2219合金试片取样位置
3.1 化学成分分析
01、03、05、07、09为化学成分分析试样,试样规格:20mm×20mm;取样位置:01为宽度方向边部,03为宽度方向1/4处,05为厚度方向边部/宽度方向中心,07为厚度方向1/4处,09为厚度/宽度方向中心。5个试样的化学成分如表4所示。
从检验结果分析来看,2219合金化学成分控制比较理想,除主元素Cu元素外,其他元素化学成分偏差不大,但整体成分分布符合结晶规律和以往铸锭成分偏析规律。
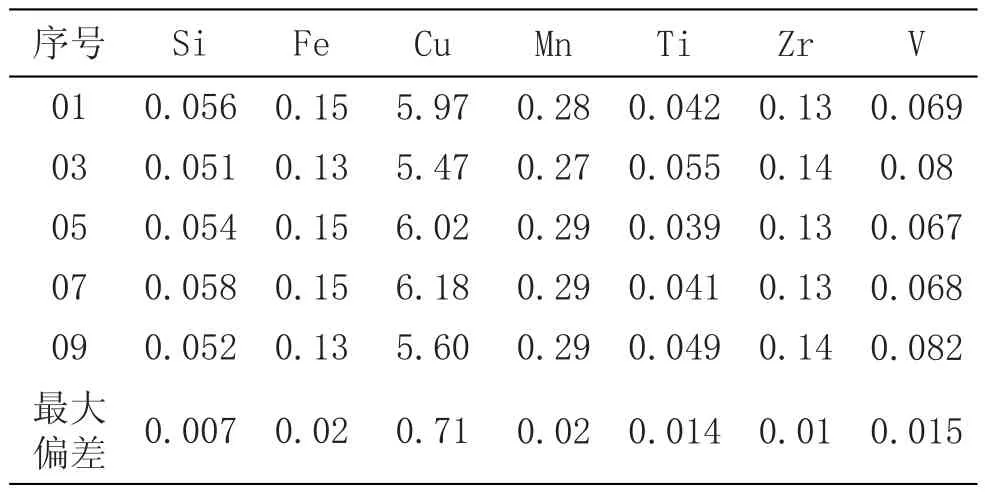
表4 2219合金化学成分试样分析结果(质量分数/%)
3.2 低倍组织检验
在试片中心部取规格为150mm×150mm试样,进行铸锭低倍组织检查。没有发现裂纹、夹渣、气孔、羽毛晶、光亮晶等缺陷。
3.3 高倍组织检验
02、04、06、08、010为高倍检验试片,试样规格:20mm×20mm;取样位置:02为宽度方向边部,04为宽度方向1/4处,06为厚度方向边部/宽度方向中心,08为厚度方向1/4处,010为厚度/宽度方向中心,放大倍数200倍,图2为2219合金420mm×1620mm规格铸锭高倍组织照片。
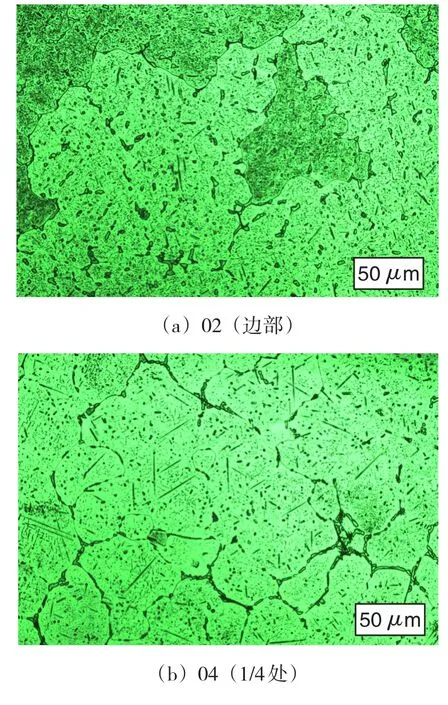
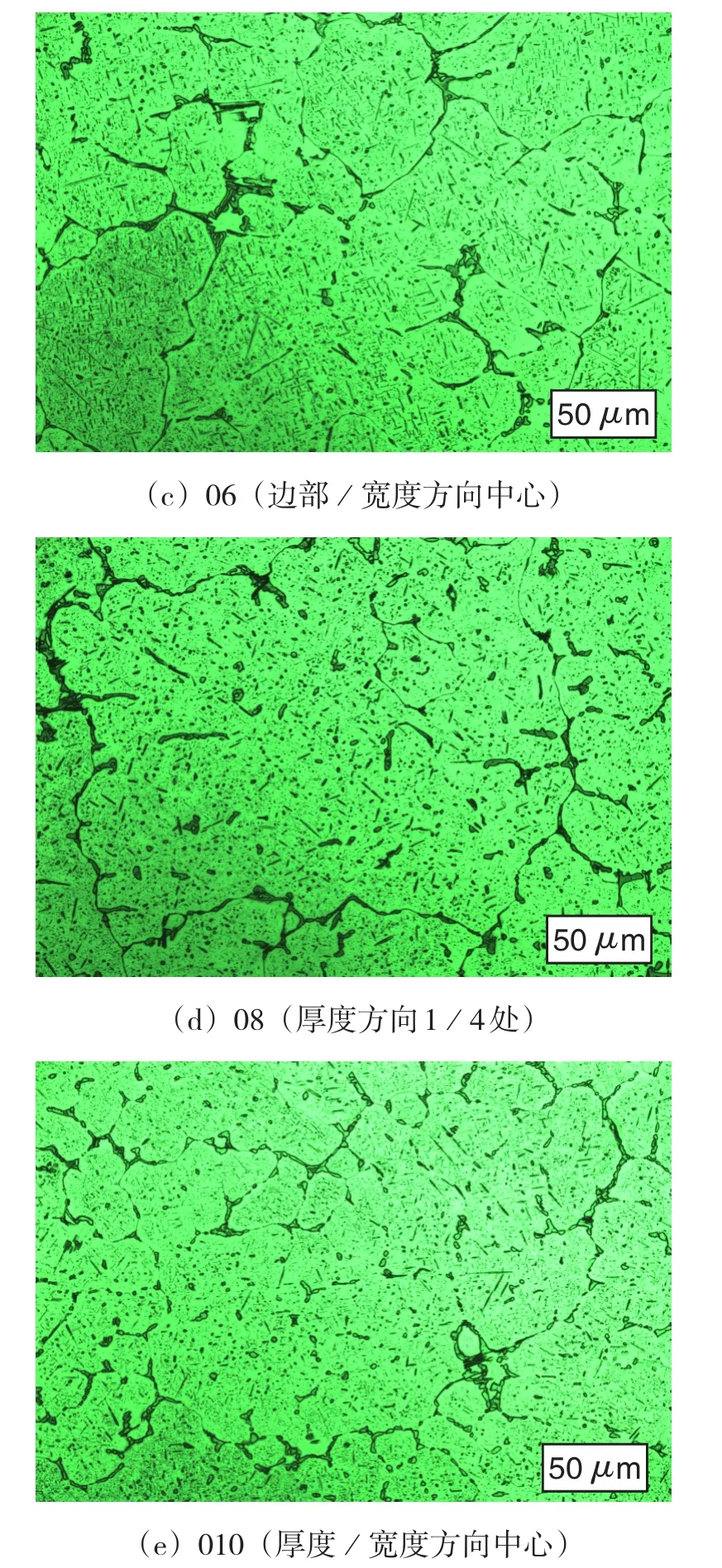
图2 2219合金420mm×1620mm铸锭高倍组织照片
从高倍照片中没有发现过烧组织和显微疏松,枝晶间距从中心到边部逐渐减少,枝晶网格逐渐变薄,符合结晶规律。
3.4 力学性能检验
沿厚度方向分别在试片的中心厚度至边部切取规格为20mm×120mm试样,编号012~015进行铸锭力学性能对比,结果如表5所示。
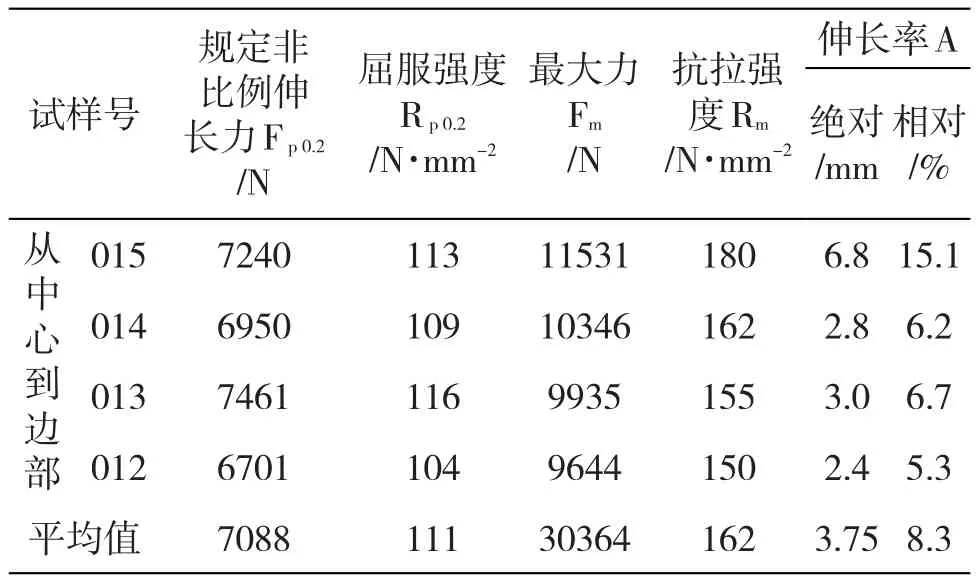
表5 2219合金力学性能
从表5可以看出,铸锭厚度方向从中心到边部抗拉强度的平均值为162MPa,屈服强度的平均值为111MPa,延伸率8.3%,整体比较均匀,说明该铸锭各部分组织比较均匀,具有良好的综合性能。
4 分析与讨论
4.1 提高熔体质量减少铸锭缺陷产生
4.1.1 在线除气过滤
本次生产2219合金420mm×1620mm规格铸锭工艺采用在线除气净化装置,提高了熔体的纯洁度,同时利用陶瓷过滤片的阻挡、沉积、吸附作用,使渣停留在陶瓷片表面、孔道内,实现熔体与渣的分离。
4.1.2 A1-Ti-0.2B丝在线细化晶粒
当铸锭中晶粒粗大时,结晶末期存在于晶界和枝晶界上的低熔点金属相粗大,而且分布不均匀,所以塑性低,抵抗拉应力的能力降低,裂纹倾向增加。当晶粒和枝晶细小时,分布在晶界和枝晶界上的低熔点金属相分布均匀,塑性提高,抵抗变形能力增强,裂纹倾向减小。因此,在线播种Al-Ti-0.2B细化晶粒可达到细化晶粒的作用。
4.2 合理调整铸造参数
4.2.1 铸造速度的影响
提高铸造速度,尤其是铸造开头时的开始速度可使铸锭冷裂纹的倾向性降低,这是因为较高的铸造速度可以使铸锭温度提高,降低了铸锭不同方向收缩变形带来的应力不均导致的不利影响,同时采用较高的铸造速度,铸锭的塑性相对更好,铸锭抵御收缩变形的能力得到提高。但同时较高的铸造速度会导致热裂纹的倾向性增加,这是因为铸锭中过渡带尺寸增加,形成热裂纹的脆性区的几何尺寸增大,熔体焊合裂纹的能力降低。同时,随着铸造速度的提高,铸锭各层的冷却速度差别更大,导致拉伸变形量增加,因而使铸锭形成热裂纹的倾向增大。经大量的工艺摸索,2219合金420mm× 1620mm规格铸造速度宜控制在55mm/min。
4.2.2 液位高度的影响
降低液位高度,相当于降低铸锭的一次冷却强度,使由结晶器壁单独冷却形成的凝壳缩短,从而使铸锭形成拉痕和拉裂的倾向性降低;又由于液穴变得更为平坦,铸锭表面形成偏析浮出物的倾向性也降低。但是,液位高度的降低使铸锭冷却强度增加,铸锭形成冷隔(成层)的倾向性增大。经大量的工艺摸索,2219合金420mm×1620mm规格液位高度控制在90mm左右。
4.2.3 铸造温度的影响
铸造温度是影响铸锭性能的一个很活跃的因素。提高铸造温度,使结晶前沿变陡,结晶时的冷却速度增大,因而细化了晶内结构,提高铸态力学性能;同时可以使铸锭液穴中悬浮晶区的尺寸缩小,形成一次晶化合物的倾向性降低,排气补缩条件得到改善,铸锭致密度得到提高。经大量的工艺摸索,2219合金420mm×1620mm规格铸造温度控制在挡板前705~710℃。
4.2.4 水流量的影响
水流量越大,铸锭内部组织越均匀,晶粒越细小,在铸造稳态一般采用较高的水流量,但在开头时如果水流量过大,会导致铸锭底部冷却强度过大,易造成成层、冷隔甚至翘曲过大漏铝。因此,在开头时采用较低的水流量,在铸造稳定后逐步提高水流量,来保证铸锭内部组织的均匀性和尺寸较小的晶粒度。经大量的工艺摸索,2219合金420mm×1620mm规格水流量开头控制在35t/h,稳态控制在80t/h比较合适。
4.2.5 挡水板高度的影响
由于2219合金的收缩系数较大,持续的水冷会导致应力集中在铸锭大面,导致大面裂纹,因此需要在结晶器下方安装挡水板,利用铸锭自身的残余热量纵向回火,降低铸锭应力。但挡水板的悬挂位置十分重要,当挡水板悬挂过高时,液穴在挡水板之下,因铸锭纵向回火作用,此时挡水板下方的液穴斜率大于挡水板上方,而此时正是铸锭凝固末期,易导致铸锭心部补缩疏松和析出型疏松。结合2219合金420mm×1620mm规格的熔铸工艺特点和以往铸造过程中的液穴测量经验,确定挡水板高度为距离结晶器下沿300mm。
5 结论
采用上述工艺生产的铸锭可以满足要求,从而可以得出以下结论:
(1)熔炼温度720~760℃。
(2)铸造前保温炉精炼20min,静置30min,铸造过程中采用在线除气,双级过滤对熔体进行熔体净化处理。
(3)铸造工艺参数:铸造速度50~60mm/min,铸造温度挡板前700~720℃,水流量80t/h,液位高度90mm(设定值60mm),挡水板高度300mm。
通过各个方面的检查分析,化学成分符合标准,低倍没有成层和裂纹现象出现,高倍分析符合结晶规律,力学性能良好,说明采用以上工艺参数可以批量生产。
Comparative Study on Low Level Casting of 2219 Flat Ingot Alloys with 420mm×1620mm Specification
WU Xiao-xu,MA Yue,CAI Zhi,HAN Zai-xu,JIN Lei
(Northeast Light Alloy Co.,Ltd.,Harbin 150060,China)
Some of the important uses in industry of 2219 aluminum alloy are introduced in the paper,and the charicteristics of ingot and the function of each element of 2219 aluminum alloy are analyzed in details,combining with the actual situations,melting and casting of 2219 alloys with 420mm×1620mm are determined.And the through analyzing the ingot specimen,it is confirmed that the casting technology parameters of the 2219 flat ingot alloys with 420mm×1620mm.
aluminum alloy;casting process;low level casting;melt quality;process parameters
TG292
A
1005-4898(2017)02-0029-05
10.3969/j.issn.1005-4898.2017.02.06
巴拉圭对华铝挤压材反倾销初裁暂不征税
吴晓旭(1984-),女,黑龙江省哈尔滨市人,工程师。
2016-11-20
2月17日,巴拉圭工贸部和财政部在官方公报共同发布2017年第1号决议,决定对原产自中国的铝挤压材初裁不征收临时反倾销税,并继续开展调查。涉案产品的南共市税号为76041029、76042100、76042920、76101000和76109000。