型钢厂BD轧机抱闸的设计及应用
2017-05-08吴哲
吴哲
(山东钢铁股份有限公司莱芜分公司型钢厂,山东莱芜271104)
型钢厂BD轧机抱闸的设计及应用
吴哲
(山东钢铁股份有限公司莱芜分公司型钢厂,山东莱芜271104)
文章主要阐述了型钢厂大型线BD轧机抱闸的设计原理、结构与功能以及抱闸的维护及应用。
BD轧机;抱闸;调整;标准
1 概述
型钢厂大型BD轧机(开坯粗轧机)为单机座二辊闭口可逆式轧机主要作用是:将加热好的钢坯轧制成万能精轧机组需要的断面。轧制力通过上辊压下装置进行调节,压下位置可自动设定,上辊压下方式为电机驱动蜗轮蜗杆机构,实现螺纹快速压下,压下速度50mm/s,行程290mm。压下传动原理是:压下电机通过传动轴带动蜗轮蜗杆机构,压下丝杆上部为花键轴,下部带有螺纹,上部的花键轴插入蜗轮里面,下部螺纹与固定在机架牌坊上的压下螺母配合,蜗轮的旋转带动压下丝杆作上下运动,从而实现轧机的压下动作。压下机构的主要参数是:传动比:1/23、螺杆直径:φ250mm、螺杆螺距P=30(双线)、模数16.07、压力角22°20'05"、螺旋角12°36'35"。BD轧机压下机构考虑压下速度要求,设计压下螺杆为双线大螺距,且螺旋升角为12°36'35",由于螺旋升角较大,失去自锁性能,在轧制过程中会因压下丝杠受钢坯的冲击力而上升,使自动设定的压下位置改变,从而不能轧制出精轧机组所需的断面,为此在传动轴上装设两个电磁抱闸即制动器来解决这个问题,压下机构传动原理简图如图1所示。
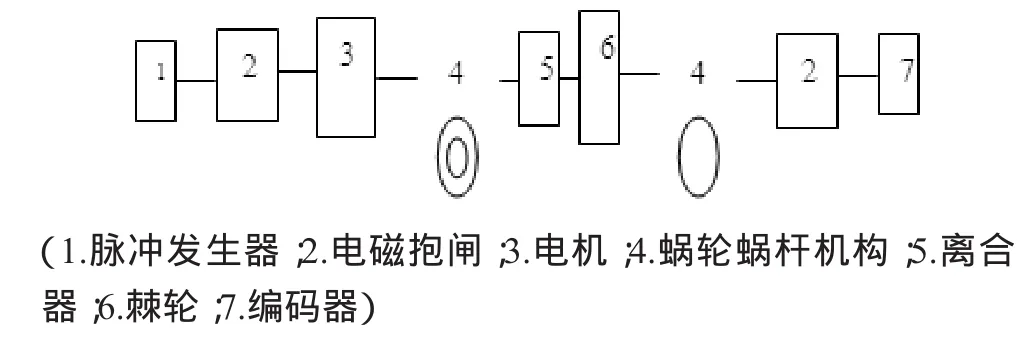
图1 机构传动原理简图
2 BD抱闸简介
(1)BD抱闸结构示意图,如图2所示。BD抱闸技术参数,如表1所示。
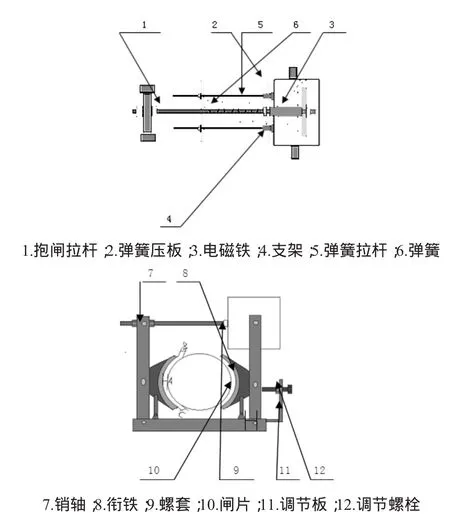
图2 BD抱闸结构示意图

表1 BD抱闸技术参数
(2)BD抱闸的工作原理:如图2所示,抱闸抱紧时靠弹簧力,此时弹簧的作用力分别作用在两弹簧压板2上,左侧压板通过弹簧拉杆5上的螺母将弹簧压紧,弹簧拉杆4与电磁铁3、右机架4连接在一起。右侧压板通过抱闸拉杆上的螺母压紧在不锈钢螺母和拉杆上,抱闸拉杆左侧连接着左机架,这样在弹簧力作用下左压板通过弹簧拉杆5使右机架左移,右压板通过抱闸拉杆使左机架右移将抱闸轮抱紧起止动作用。
抱闸打开时靠电磁力,当电磁铁得电时吸引固定在不锈钢螺母上的衔铁左移,此时衔铁将推动不锈钢螺母、拉杆、右弹簧压板压缩弹簧使左机架左(外)移将抱闸打开。轧钢过程中当电机得电旋转带动传动轴时,电磁抱闸得电,抱闸打开,此时抱闸机构不限制传动轴旋转,当压下机构升降到预设位置时电机停电停转后,抱闸停电依靠弹簧的弹力紧紧抱住鼓轮从而在承受较大的轧制冲击力而压下位置不变。抱闸机构主要技术参数是抱闸拉杆所限定出的弹簧弹力和抱闸通电打开时闸瓦与鼓轮的间隙。当弹簧力过大时,抱闸通电打开时克服的弹簧力过大,限制弹簧位置的拉杆在频繁变载荷作用下很快疲劳断裂(此种事故不易觉察难以预防),从而使抱闸失去作用而造成轧制事故,弹簧力过小则使抱闸打滑,使轧制过程中压下位置改变无法正常轧制。闸瓦与鼓轮的间隙应及时调整,抱闸行程有限,抱闸闸瓦磨损后间隙过大会使抱闸打滑,过小则会使鼓轮发热加速闸瓦的磨损,有时会出现抱闸“打不开”的现象,因此调整时应认真仔细并做好记录。
3 抱闸的更换调整与维护标准
(1)新安装的抱闸调整标准。根据轧制需要进行抱闸调整首先进行抱闸的间隙调整,新安装的抱闸调整标准为:中央A部位间隙调整为0.80mm,两侧B、C位置的间隙调整为0.60mm。通过调整抱闸拉杆左侧锁紧机架的螺母使右弹簧压板在抱闸动作时的移动量为5mm即能满足要求。通过调整调节螺栓12可以使左右闸片与抱闸轮的间隙保持均匀(相等)。通过调整调节板(11)使其上下移动可使闸片绕定位销轴摆动,可调节闸片上部与下部(B、C)处的间隙尽量相等。
(2)弹簧拉杆的调整。弹簧的长度调整,相应计算如下:
设弹簧所受轴向作用力为F;弹簧的大径为D=120mm
弹簧的中径为D2=120mm;弹簧丝直径为d=120mm
弹簧工作圈数n=11;抱闸拉杆为M24×640
弹簧拉杆为M16×460;设x为压缩量,则F=kx;
弹簧的旋绕比(或称弹簧指数)C=D2/d=102/18=5.6。
因为C值是弹簧的重要参数之一,一般规定4≤C≤10,常用范围取C=5~10。(C值的过小会使弹簧卷绕时弹簧丝变形太大,卷绕困难,并在使用时引起弹簧不稳定、易颤动。两个弹簧丝直径相同并且弹簧圈数和高度都相等时弹簧C值越小则弹簧越硬刚度越大,故取C=6。
弹簧的曲度系数:
K=4C-1/4C-4+0.615/C=(4×6-1)/(4×6-4)+0.615/6= 1.2525
弹簧的刚度:
k=F/x=Gd/8C3n=(8×104×18)/(8×63×11)=7.5757N/mm
式中:G为弹簧材料的切变模数(钢的G=8×104MPa;青铜的G=4×104MPa)
100%的T对应的弹簧长度为229mm
50%的T对应的弹簧长度为274mm
故△x=274-229=45mm
Tmax/2=k△xD2/2=7.5758×102×45÷2=17386.461
∴Tmax=34772.922
根据技术参数表中规定,100%扭矩时弹簧的长度是229mm,50%扭矩时弹簧的长度是275mm,再结合现场实际情况(BD压下处的重要性和负荷都要超过推拉床抱闸),BD压下抱闸的弹簧长度调整为240mm,BD推拉床抱闸的弹簧长度调整为260mm,若遇特殊规格或特殊情况BD的轧制力非常大,压下抱闸不能起到止动作用,可将弹簧进行压缩但不允许超过100%扭矩时弹簧的极限长度229mm。
弹簧拉杆的调整长度与对应的扭矩:
100%的扭矩(155kg.m)对应的弹簧长度为:299mm
50%的扭矩(77.5kg.m)对应的弹簧长度为:274mm
在扭矩值设定之后其长度就不需要再进行调整并将其数值记录下来,日后更换弹簧拉杆时只需依据数值调整好弹簧长度即可,将极大的节省更换调整时间。
(3)摩擦片磨损以后的调整标准。摩擦片磨损以后的调整标准为:M24的抱闸拉杆的螺矩为3mm,1周检查调整一次,调整时只需相应的旋转1/n圈调整螺母即可。并根据摩擦片及销轴磨损情况相应的调整下部调整螺母12。理论上:通过调整抱闸拉杆左侧锁紧机架的螺母使右弹簧压板在抱闸动作时的移动量为5mm即能满足要求。工作中此处调整时须注意:不能完全以右弹簧压板的行程为严格的标准来调整,应严格保证ABC三处的间隙,该处的5mm是一个最底线,其行程不能低于5mm。通过调整调节螺栓(12)可以使左右闸片与抱闸轮的间隙保持均匀(相等),通过调整调节板(11)使其上下移动可使闸片绕定位销轴摆动,可调节闸片上部与下部(B、C)处的间隙尽量相等。
在较长时间使用后,抱闸长期使用各处销轴都有不同程度的磨损,抱闸在打开时首先要消除各处销轴的间隙从而导致摩擦片上部与下部(B、C)处磨损量不同,为了延长摩擦片的使用寿命,保证制动性能,可以将摩擦片颠倒过来,再加以调整保证抱闸在打开时上部与下部(B、C)处间隙相等。调整好之后将相应的数值记录在旁边较显眼的地方,已备下次调整或拉杆断裂后更换拉杆时参考之用。提高工作效率,并建立相应的档案留存备查。
(4)摩擦片的磨损标准:A为耐磨材料层的厚度,B为支撑架和耐磨材料的厚度之和。
初期更换时A、B的厚度分别为:17.0mm、22.0mm
磨损临界时A、B的厚度分别为:5.0mm、9.5mm
摩擦片磨损到极限位置时应及时进行更换,摩擦片是由树脂和薄钢板金属衬底模制成一体,并用定位金属安装件安装在制动瓦上,当摩擦片磨损时,要用连带的衬底金属一起的新摩擦片加以更换方法如下:通过对磁铁激励,或通过手动拧紧螺母,将制动装置取下,拆下定位金属安装件和螺栓,并沿着鼓轮,轴向抽出摩擦片。安装摩擦片时可将拆卸程序颠倒执行,此时应先松开轭调整螺母,因为新的衬带要比旧的厚些。
4 日常维护及设计应用情况
日常维护还应注意润滑及拉杆不锈钢杆的检查确认,在所有相对位移和转动的部位需要定期(7天)进行一次手动涂抹润滑,润滑脂使用EP1干油锂基脂。根据工作的使用情况,线圈内的不锈钢杆以及抱闸M24和M16两种拉杆需要定期检查更换。根据磨损状况,在2~3个月需要更换一次,防止因为磨损或者疲劳出现断裂,发生设备故障。经过不断的调试及维护,目前BD轧机的抱闸使用效果好,基本未出现过设备故障,满足了设备的使用要求。
[1]毛谦德.袖珍机械设计师手册(三版)[M].北京:机械工业出版社,2006.
[2]王文斌.机械设计手册(二版)[M].北京:机械工业出版社,2007.
Design and Application of Brake in BD Rolling Mill
WU Zhe
(Shandong Iron and Steel Co.,Ltd.Laiwu Branch Steel Plant,Laiwu,Shandong 271104,China)
This paper mainly elaborates the design principle,structure and function of the brake of the large-scale BD rolling mill,and the maintenance and application of the brake.
BD rolling mill;holding brake;adjustment;standard
TG333
A
2095-980X(2017)03-0068-02
2017-02-08
吴哲,主要研究方向:机械设计。
