新安江电厂6号机组水导摆度偏大处理
2017-05-06邓金荣
邓金荣
(国网新源新安江水力发电厂,浙江建德311608)
新安江电厂6号机组水导摆度偏大处理
邓金荣
(国网新源新安江水力发电厂,浙江建德311608)
6号机组自2009年大修后一直存在水导摆度偏大的情况,在线监测系统测量已经达到0.65 mm,远远超过《新安江电厂机组检修规程》中规定的机组运行中水导摆度不能超过0.40 mm的标准,手工测量也超过0.40 mm,为了解决此问题,我们对6号机进行了扩大性C修。通过检修,改善了水导摆度,找到了问题症结所在,为以后机组推力轴承和轴承座改造提供了依据。
水导;摆度;轴线
1 引言
新安江电厂位于浙江省建德市境内,是我国第一座自行设计、自制设备、自己施工建造的大型水电站,共9台机组,总装机容量855 MW。是华东电网第一调频电厂,担负着华东电网的调频、调峰、事故备用的重要任务。
新安江电厂6号水轮发电机组发电机型号为TS854/156-40,容量100MVA,额定功率95MW,电压13.8 kV,电流4 183 A;水轮机型号为HLS66. 46-LJ-410型,设计水头73 m,设计出力92.3 MW,额定转速150 r/min。2009年进行过一次B级大修,2013年进行过一次A级大修。此次检修前,在机组出力为90 MW时,人工使用百分表测得机组摆度如表1:

表1 修前摆度
分析数据发现机组水导摆度偏大,摆度偏大容易使机组各连接部件松动,使各转动部件与静止部件之间产生摩擦甚至扫膛而损坏;引起零部件或焊缝的疲劳、形成并扩大裂缝甚至断裂,对机组安全运行十分不利。
2 制定检修方案
查阅2013年大修记录,发现轴线调整中最后数据X、Y两个方向显示的绝缘垫高点不一致,当时也发现了这个问题,但未能解决,因此,此次检修轴线的检查调整作为一个重点内容来进行。由于6号机水导摆度偏大的原因暂时不是很明确,此次关键是找出原因,并针对原因进行处理,以达到消除水导摆度偏大的目的。为此,检修前,我们召开了几次技术人员的讨论会,分析了所有可能导致机组水导摆度偏大的原因,并制定了详细的检查方案如下:
1)机组停机,做好安全措施。
2)拆除推力罩、推力油槽、上导盖板、水导水箱等,测量镜板高程、上机架高程、瓦架距离、转轮高程、转轮与锥管导流段距离等。
3)顶转子、抽推力瓦,拆除推力瓦,拆除水导瓦。连轴法兰面间隙测量检查。
4)检查推力头、联接螺栓、卡环、镜板、推力瓦、轴承座,对推力头裂纹进行探伤,测量长度、拍照,对比上次大修。
5)推力部件装复后轴线调整前,测量大轴垂直度、镜板波浪度。垂直度采用绑扎水平仪的方式,测量八个位置,检查有无突变。镜板波浪度测量采用镜板底部架设百分表盘车测量的方式,与垂直度同时进行。
6)进行轴线检查调整,轴线测量时在水导轴颈上部增加2块表,检查两个方向数据不一致的问题,在推力头上增加2块表,与上导轴颈数据对比。轴线调整完毕,复测垂直度。
7)水导瓦内径测量、轴承座详细检查(螺栓更换),水导轴颈测量,对包焊不锈钢层进行详细探伤,检查塞焊点分布、有无脱开,检查上下端面焊接区域有无缺陷。对水导内径视情况进行收缩处理。
8)水轮机流道全面检查(包括尾水管)测量。
9)上机架、定子机座等部位详细检查。
10)机组中心检查调整,各部件装复,上机架挠度测量,定子机座挠度测量。空气间隙测量。
11)机组复役后进行稳定性试验。
3 检修过程
3.1 发电机检查检修情况
发电机部分按照检修方案和项目表进行了检查,重点进行了轴线检查处理和机组受力调整。
整体盘车前,进行水导间隙测量,根据水导间隙将大轴中心初步调整到中心位置。水导撬出来的间隙符合整体盘车水导间隙最小处大于0.8mm的要求。盘车检查机组轴线,水导处最大净摆为0.32 mm,故决定进行刮垫处理:用0号砂布,分7等分,高点区域4号点偏3号点,打磨30下,依次类推;第2次检查轴线,盘车数据不合格,再次进行刮垫处理:高点4号点5号点之间,用0号砂布砂30下,分7等分,依次类推;第3次检查轴线,盘车数据不合格,用0号砂布,分5区域,高点8号点偏7号点,打磨20下,盘车数据水导最大净摆度为0.235 mm,但X、Y方向高点显示不对应。
由于机组大轴垂直度不是很好(见图1),因此接下来进行机组受力调整并同时调整机组垂直度,采用人工锤击法,共打锤34圈,最后4圈数据如表2:
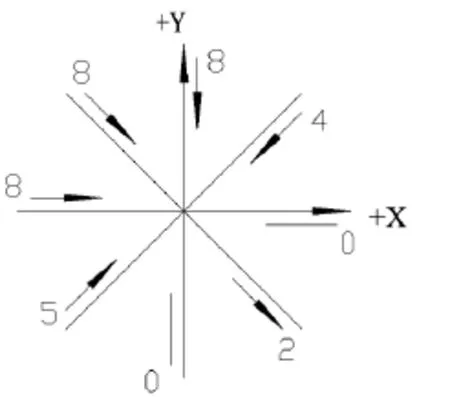
图1 修前大轴垂直度单位:0.02 mm/m
受力调整完毕再次进行盘车检查轴线,水导最大净摆度为0.225 mm,X、Y 2块表显示高点依然不对应,其中-X方向数据有2个高点,已无法进行刮垫处理。最后一次盘车数据见下页表3。
修后大轴垂直度如图2:
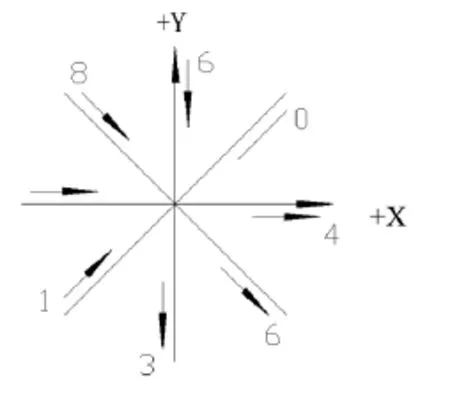
图2 修后大轴垂直度单位:0.02mm/m
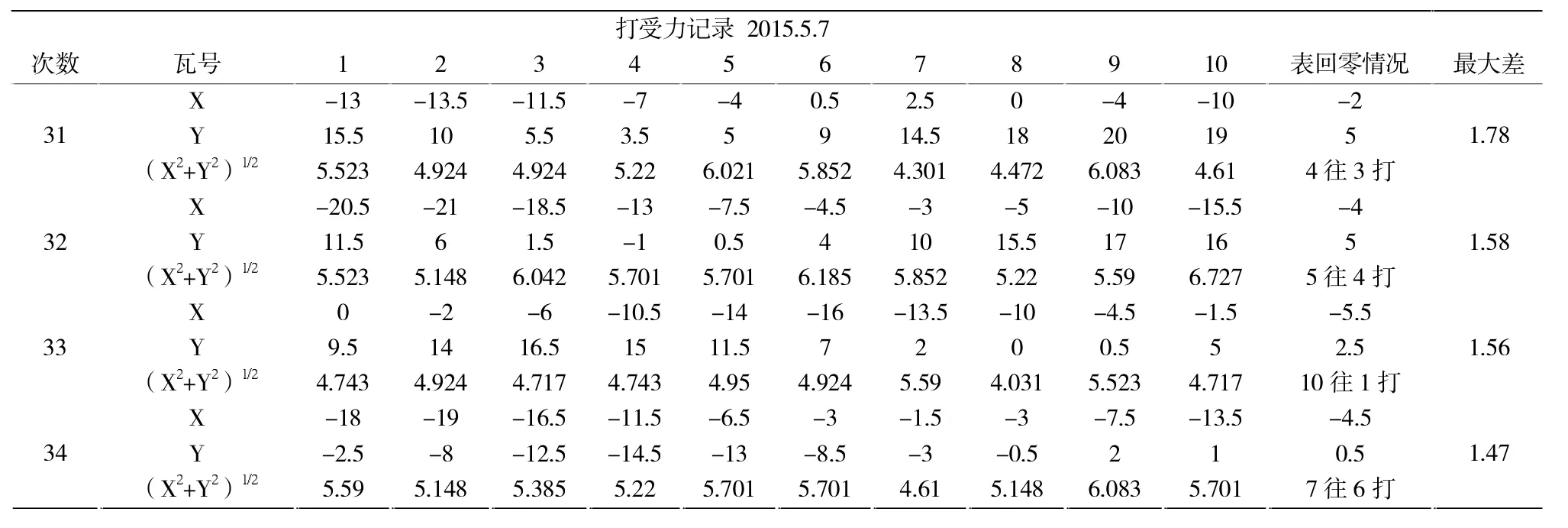
表2 受力调整数据 单位:0.01 mm
整体盘车后,水导轴领相对摆度数据符合检修规程中的良好标准0.03 mm/m之内。虽然数据已在良好范围内,但是我们平时机组大修中处理轴线都要调到优秀标准0.02 mm/m之内,而且从盘车数据上看,X、Y两个方向的高点不对应,不合乎常理,且按照我们以往的经验已经无法处理。而且大轴垂直度没有改善,甚至比修前更差,所以说,应该某一地方有问题,导致我们已经无法按照常规工艺来处理轴线和大轴垂直度。
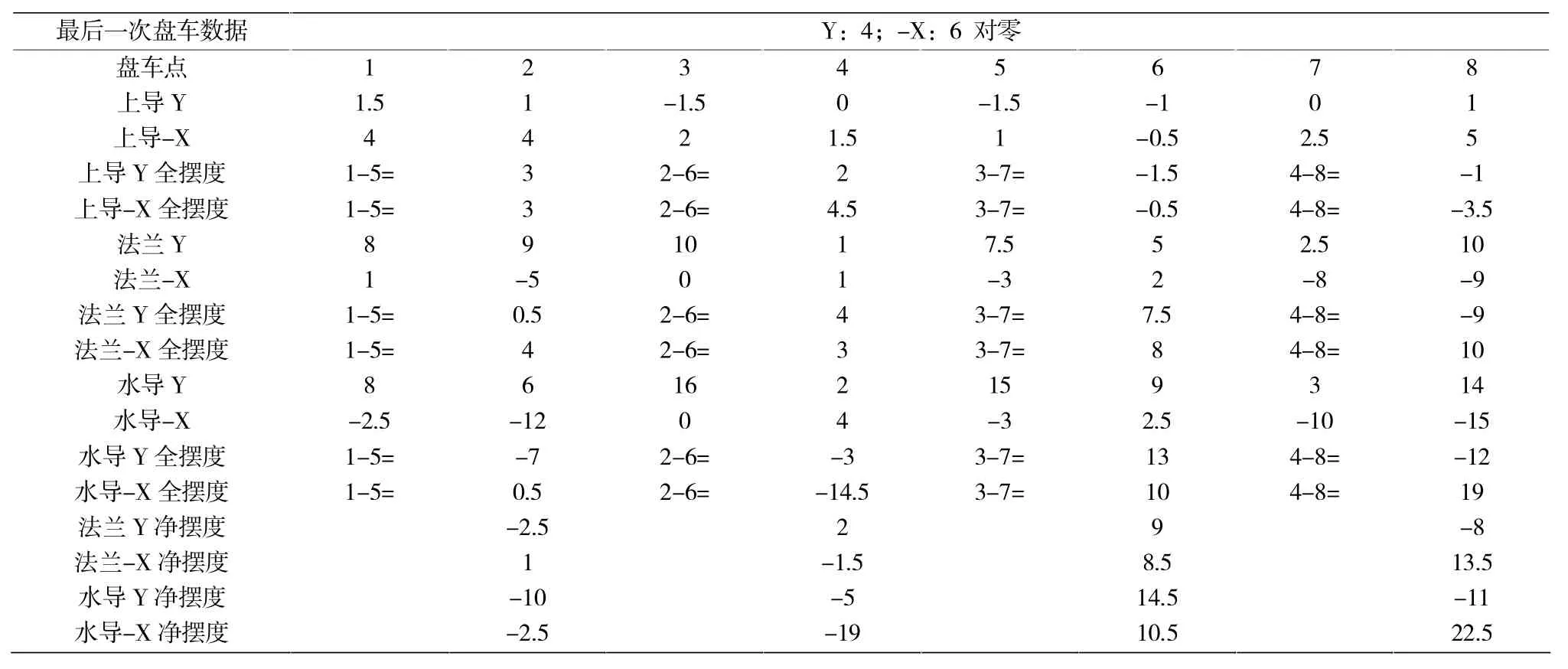
表3 最后一次轴线调整数据 单位:0.01mm
3.2 水轮机部分检查检修情况
水轮机部分重点进行了水导和水流流道检查,流道检查主要是为了查看水力因素方面是否有导致水导摆度偏大的可能,检查未发现异常。同时测量了固定导叶进水边和中心距,出水边距为查阅上次大修数据(见表4)。

表4 6号机固定导叶测量数据 单位:mm
最后厂里组织技术人员对此次检修情况进行分析,大家一致认为,可以进行下一步工作,然后按照正常检修程序进行了机组中心调整、水导、上导瓦间隙调整,机组回装工作等。
修后迷宫数据如图3,符合要求。
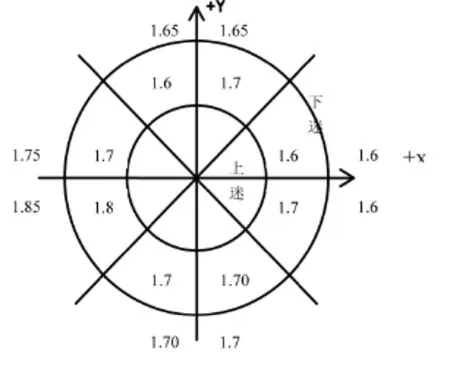
图3 修后迷宫数据 单位:mm
检修后水导间隙测量记录如表5。
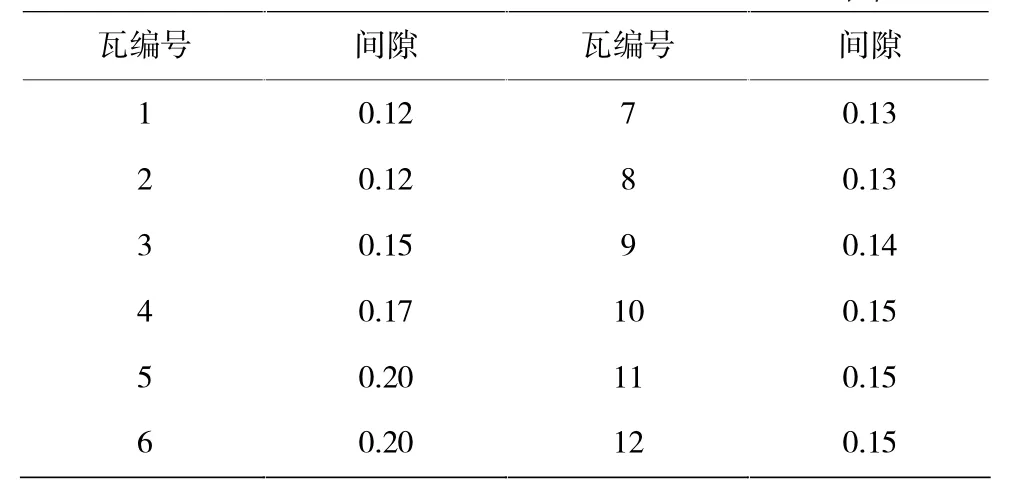
表5 修后水导间隙 单位:mm
4 试验情况
在6号机检修结束后,为了机组能顺利投产,我们做了6号机C修后的试运行试验,包括机组充水启动试验、机组稳定性试验、机组12 h试运行试验。其中机组稳定性试验作了25%、50%、75%、100%的额定负荷和调相一共5个工况。
在充水启动试验中,机组未发现异常情况。在25%、50%、75%、100%额定负荷和调相工况时水导摆度如表6:
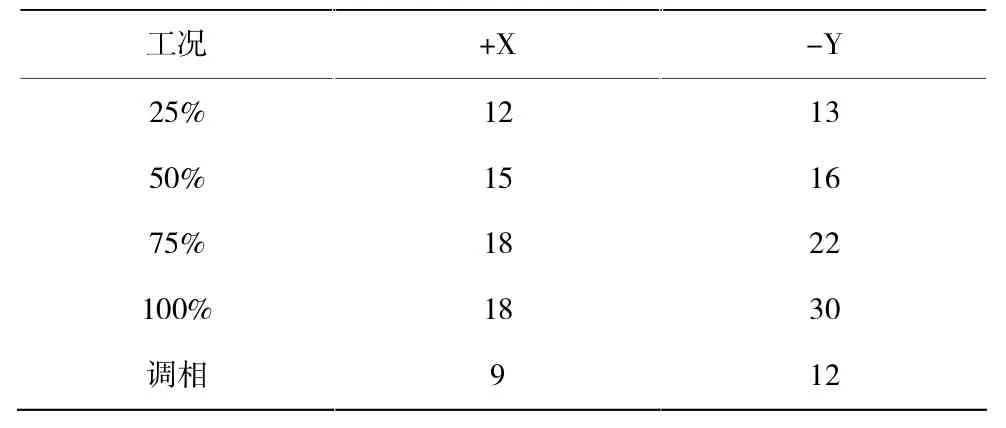
表6 修后试验数据 单位:0.01mm
机组12 h试运行数据也比较好,未见超标。
5 检修总结
本次机组C修后情况也不是很理想,虽然水导摆度现在符合要求,但是水导瓦是新瓦,轴瓦间隙较小,因此存在随着瓦的磨损摆度逐渐加大的可能,另外,我们机组大修水导摆度也是基本控制在0.20mm之内的,但是此次修后最大还是有0.30 mm。分析整个检修过程,我们认为问题可能有以下几点:
1)推力相关部分硬度不够。因推力瓦和托盘为2013年大修更换,故怀疑抗重螺栓头部硬化层已被磨光,头部圆度已不符合R1000要求,盘车时产生异常移动。
2)推力头与大轴间隙配合。2013年大修时实际采用冷拔方式拆卸推力头,且拆卸后无明显拉毛,故怀疑两者实际已为间隙配合。加上大轴垂直度差,故怀疑盘车时大轴与推力头间存在相对位移。
3)机架及轴承座等金属老化,瓦架距离增大过程中,相关部位下沉导致推力瓦并未上升足够距离。另外盘车时扰度变化可能过大。
4)镜板波浪度过大,该机组镜板未进行更新(H(厚度)=115 mm),在工作面架设百分表盘车检查波浪度显示镜板波浪度最大为0.085 mm。
6 小结
6号机C修后,水导摆度得到了改善,但是离理想的摆度值还是有差距,目前问题的症结已经找到,那就是在推力轴承及轴承座上。新安江电厂推力轴承及轴承座已经使用多年,存在设备老化和变形的情况,为了机组安全运行,有必要在以后的大修中进行这一块的改造,彻底解决水导摆度偏大的问题。
TK730.3+22
B
1672-5387(2017)04-0051-04
10.13599/j.cnki.11-5130.2017.04.015
2017-01-04
邓金荣(1984-),女,工程师,从事水轮发电机组检修管理工作。
