基于S7—200 SMART PLC的多步进电机控制系统设计
2017-05-04吴宝春杨亚宁孙炎辉丁纪峰
吴宝春+杨亚宁+孙炎辉+丁纪峰
摘 要: 本文以静电纺丝设备中纺丝喷头的三维运动装置作为研究对象,以S7-200 SMART系列 PLC作为核心控制器,结合多步进电机以及人机界面设计开发纺丝喷头的三维运动控制系统。详细介绍控制系统的结构组成、硬件设计以及软件调试。运用STEP 7-Micro/WIN SMART编程软件完成PLC控制程序的编写,借助SIMATIC WinCC flexible 2008完成了人机界面开发,运用以太网通信实现通过人机界面对多步进电机的运动控制。
关键词: S7-200 Smart PLC;步进电机;人机界面;运动控制
中图分类号:TP273+.5
文献标志码:A
文章编号:2095-2163(2017)02-0113-03
Abstract:This paper designs a three-dimensional motion control system for three-dimensional motion device controlling electrostatic spinning nozzle on electrospinning apparatus. The three-dimensional control system consists of Siemens S7-200 SMART PLC as the control core, multi-stepper motors, and a HMI control interface. The paper focuses on the overall architecture of the control system, hardware design and software debugging. The programs of PLC are developed in STEP 7-Micro/WIN SMART. The HMI control interface is developed with SIMATIC WinCC flexible 2008. The HMI control interface realizes motion control for multi-stepper motors via Ethernet communication.
Keywords:S7-200 Smart PLC;stepper motor;HMI;motion control
0 引 言
隨着静电纺丝技术的发展,静电纺丝设备的研发进入了新的发展阶段,开发高度智能化和自动化的静电纺丝设备是目前研究的热点问题。三维运动平台是自动化设备中比较典型的运动装置,将静电纺丝喷头装置安装在三维运动平台上,能够实现纺丝喷头在三维空间的运动调整,有效提高静电纺丝设备的自动化水平。
本文以静电纺丝装置中纺丝喷头的三维运动平台作为研究载体,以SMART系列ST40 PLC 作为核心控制器,步进电机作为研究对象,通过SMART 700 IE人机界面的开发,实现系统参数的设置,借助以太网通信,实现人机界面与2台ST40 PLC的信息传输,PLC通过控制步进电机驱动器实现对多步进电机的速度和位置的协调控制,完成静电纺丝喷头位置的自动调整。
1 控制系统总体结构
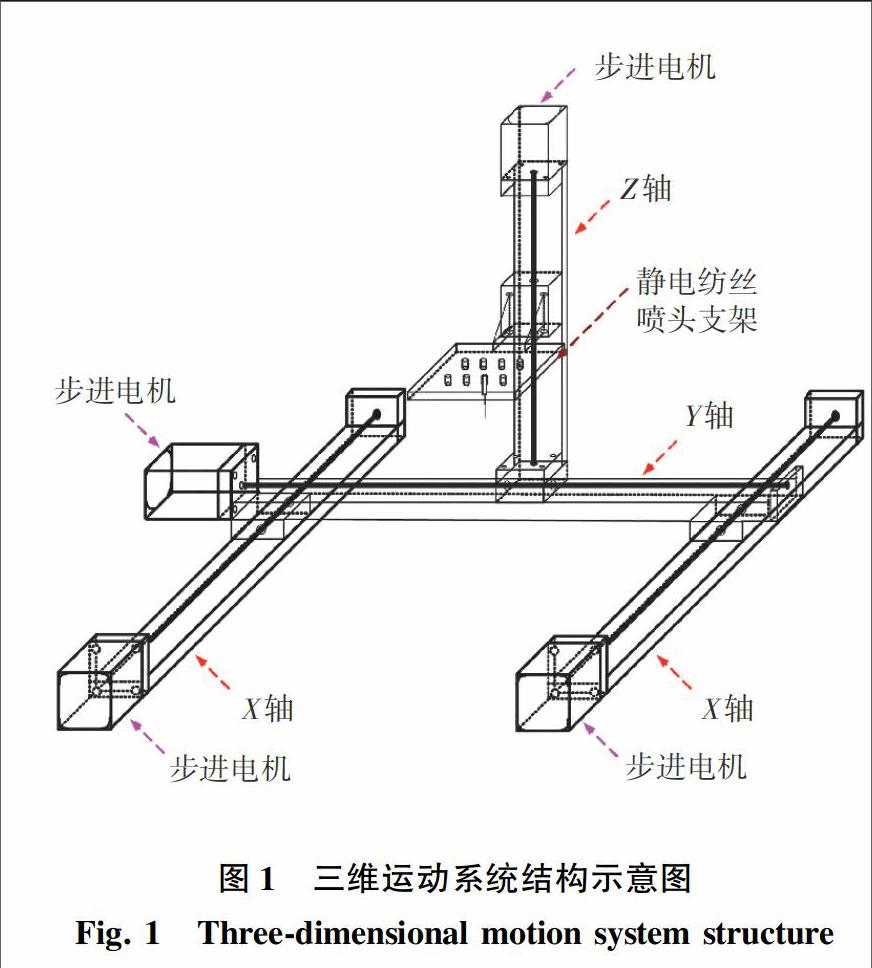
本文所研究的多步进电机控制系统是基于三维运动平台展开的,包括X轴丝杠导轨、Y轴丝杠导轨和Z轴丝杠导轨及各导轨对应的步进电机组成,为保证系统丝杠导轨滑动的稳定性和精度,X轴由2组丝杠导轨和步进电机组成,静电纺丝喷射装置固定Z轴滑动导轨上,三维运动系统结构示意图如图1所示。
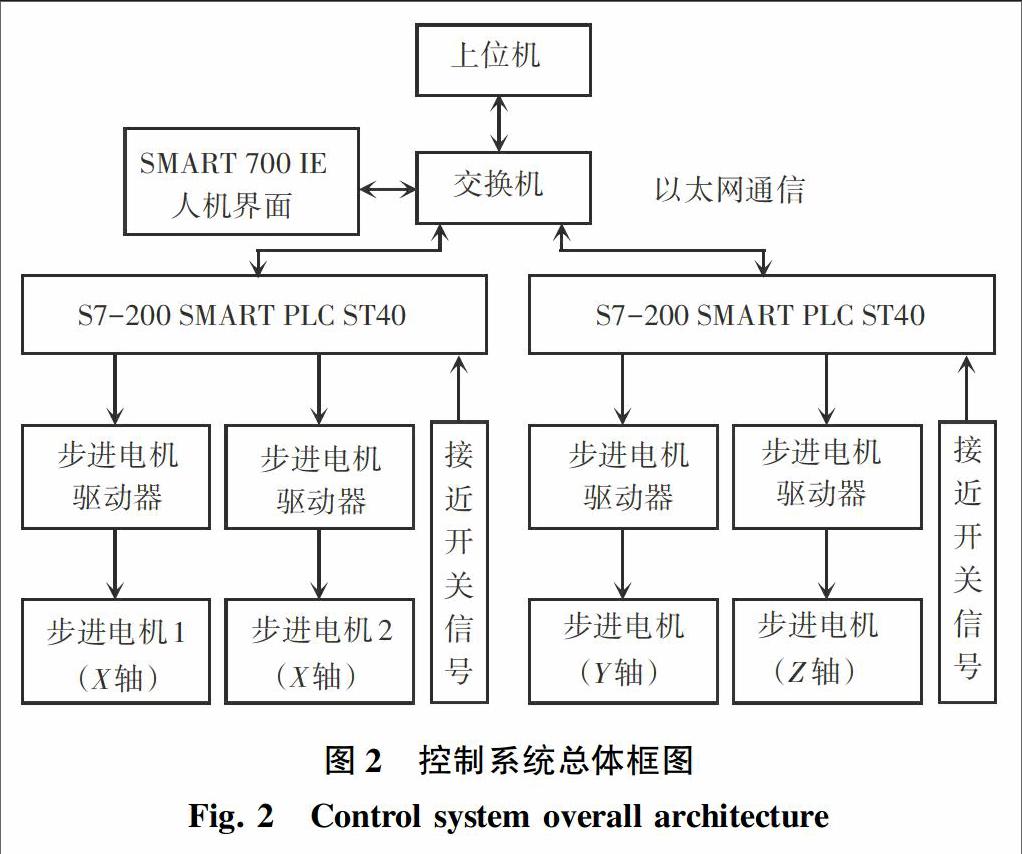
多步进电机控制系统,主要由2台ST40 PLC、SMART 700 IE人机界面、交换机、步进电机控制器、步进电机、接近开关等组成,控制系统总体框图如图2所示。
在控制系统中,人机界面主要实现步进电机控制时参数的设置、调整以及运动控制;PLC主要通过控制步进电机驱动器实现对步进电机的运动控制,同时完成接近开关等信号的采集与处理功能,接近开关主要实现对步进电机运动位置的限位控制,交换机主要实现设备间的以太网通信。
2 控制系统硬件设计
控制系统采用S7-200 SMART 系列PLC作为核心控制,S7-200 SMART系列PLC 是在西门子S7-200 系列基础上发展而来,并具有一些新的优良特性。本文主要采用PLC实现对三维运动系统中步进电机的控制以及限位开关信号的采集与处理等功能,结合实际需要,系统采用标准的晶体管输出型CPU ST40模块,该模块包含板载24DI、16DO,CPU模块本体集成3路频率可达100 KHz高速脉冲输出,支持PWM/PTO输出方式以及多种运动模式,可以自由设置运动包络,可以方便实现对步进电机的位置和速度控制。同时该模块本体标配以太网接口,集成了以太网通信功能,通过网线借助以太网能够实现程序的下载和调试,同时也可以借助以太网实现与其他CPU模块、触摸屏以及计算机等进行通信。
人机界面采用SMART 700I IE触摸屏,该触摸屏具有以太网接口和RS485接口,通过在触摸屏控制面板设置触摸屏的相关参数,完成触摸屏与PLC以太网通信的设置。借助交换机实现触摸屏与多个PLC以及上位机的通信。
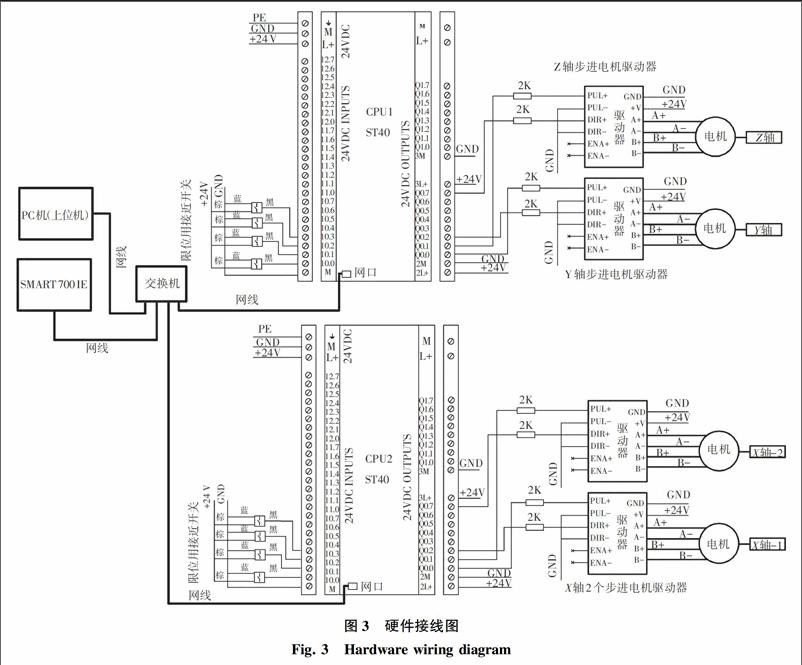
驱动装置主要由步进电机以及步进电机驱动器组成,步进电机采用57系列步进电机,驱动器采用DM542,该驱动器是一款专业的步进电机驱动器,可达128细分,电流可达4.2 A,噪音小,运行较为平稳。在本系统设计中,驱动器输入端接线方式采用的是共阴极接法,分别将驱动器中PUL-,DIR-连接到控制系统的地端;脉冲输入信号通过PUL+接入,方向信号通过DIR+接入,PLC输出信号不能直接与步进电机驱动器信号输入端进行连接,需要串联2K限流电阻,按照电机接线方式,完成步进电机与驱动器的连接。最后,根据控制系统的要求完成驱动器细分设定以及电流设置。
控制系统的硬件接线图如图3所示。
3 控制系统软件设计
控制系统软件设计主要包括人机界面组态以及PLC控制程序设计,通过对人机界面参数设置,实现对X、Y、Z三轴步进电机的运行速度控制,保证系统的稳定运行。
3.1 人机界面组态
人机界面设计是通过SIMATIC WinCC flexible 2008组态软件完成,通过软件完成项目的创建,在项目中完成项目视图中连接、变量以及画面等设置与编辑。首先,打开连接编辑器,完成名称以及通讯驱动程序的设置,由于本系统采用以太网通信,所以在参数区设置接口方式为以太网,并将人机界面以及PLC的IP地址进行分配,本系统中人机界面IP地址为192.168.2.7,PLC1的IP地址为192.168.2.1,PLC2的IP地址为192.168.2.2,上位机的IP地址为192.168.2.8;在进行组态变量时,主要完成程序所用到的全部变量的参数设定;在项目树中打开画面编辑器,完成画面组态。为了实现与人机界面的正常通信,需要对人机界面的内部参数进行设置,主要完成人机界面中以太网端口的通信设置以及传输设置,保证人机界面能够通过以太网进行正常通信。控制系统的主界面如图4所示。
3.2 PLC 控制程序设计
PLC控制程序設计主要采用STEP 7-Micro/WIN SMART编程软件完成,根据控制系统的设计要求,需要对三轴的步进电机进行运动和速度控制,该编程软件提供了“运动向导”来组态运动轴,通过向导逐步完成各运动轴的组态,创建相关的运动指令,并生成运动控制子例程,在PLC程序设计过程中直接调用相关运动子程序,本次设计中主要使用AXISx_CTRL指令完成启用运动轴,使用 AXISx_GOTO指令将电机移动到一定位置。结合人机界面中相关变量信息,完成PLC整体程序的设计,并将程序通过以太网下载到相应的PLC中。通过编程软件中的调试功能区可以进行程序的调试以及程序运行状态的监视。经过实验调试,通过触摸屏控制界面能够实现对三轴步进电机速度设定以及运动状态的显示,PLC能够通过步进电机控制器实现对步进电机的运动状态的控制。
4 结束语
本文是以实际项目为背景,开发基于S7-200 SMART PLC的多步进电机控制系统。运用具有高性价比的Smart 700 IE触摸屏完成人机界面开发,借助PLC编程软件中的“运动向导”完成运动轴的组态,系统采用以太网通信,通过对人机界面参数设置,完成对三轴步进电机运动速度控制,实现三维运动控制系统的平稳运行,应用效果较好,为后续静电纺丝设备的开发提供了一定的技术基础。
参考文献:
[1]向晓汉. S7-200 SMART PLC完全精通教程[M]. 北京:机械工业出版社, 2013.
[2] 王志新,罗文广. 电机控制技术[M]. 北京:机械工业出版社,2011.
[3] 陈跃华,冯殿义,李煜,等. PLC的步进电机三轴运动控制在塑料瓶包装线中的应用[J]. 制造业自动化, 2014(19):115-117.
[4] 西门子(中国). SIEMENS SIMATIC S7-200 SMART系统手册[Z]. 北京: 西门子(中国)有限公司, 2013.
[5] 党媚. 基于S7-200 Smart PLC 三轴运动控制系统设计[J]. 自动化与仪器仪表,2015(9):92-94.
