TRIP800高强度钢激光焊工艺
2017-04-28贾坤宁秦汉林孟大伟姜秋月
贾坤宁,秦汉林,孟大伟,姜秋月,董 文
(长春工程学院 机电学院,吉林 长春 130012)
TRIP800高强度钢激光焊工艺
贾坤宁,秦汉林,孟大伟,姜秋月,董 文
(长春工程学院 机电学院,吉林 长春 130012)
针对TRIP800高强度钢进行激光焊接工艺研究。实验结果表明:1.8 mm厚的TRIP800高强度钢在纯度大于99.9%的氩气保护下,采用光纤激光器焊接,在焊接速度7mm/s、激光功率570W、离焦量0mm的工艺参数条件下可以获得优质的焊缝;焊接接头的抗拉强度660 MPa,断裂方式为塑性断裂。最佳工艺参数条件下的焊缝硬度呈现“M”形分布,接头的最高硬度出现在热影响区,焊缝区硬度较高,母材硬度最低。
TRIP800高强度钢;激光焊;激光功率;焊接速度;离焦量
0 前言
随着汽车制造行业的进步和发展,各国汽车制造行业加快了对质轻、安全、节能又环保型汽车的研究。TRIP800高强度钢板既能保证车体整体安全,又能使车身整体实现轻量化,被认为是新一代最佳高强度汽车板用钢[1-2]。激光焊接是一种先进的生产工艺,它能以高速度施焊,焊接完成后形成性能优良的焊缝,然而不同的焊接参数会影响接头质量。本研究采用激光焊对TRIP800高强度钢板进行焊接,研究激光功率、焊接速度、离焦量对TRIP800高强度钢板激光焊的焊缝成形及性能的影响,为TRIP800高强度钢板的实际应用奠定理论数据基础。
1 实验材料及方法
试验钢为厚度1.8 mm的TRIP800高强度钢板,其化学成分见表1。焊接设备为2 000 W的IPG激光器和KUKA焊接机器人,焊接试样尺寸100mm× 150 mm×1.8 mm,焊接接头采用对接,焊接过程采用纯度大于99.9%的氩气保护,焊前清理表面油污[3]。将不同焊接参数下获得的焊接件加工成金相试样和标准拉伸试样,测试组织性能。

表1 TRIP800钢板的化学成分Table 1 Chemical component of TRIP800 steel %
2 实验结果和分析
2.1 焊接速度对焊缝成形质量的影响
焊接功率570 W,离焦量0 mm,焊接速度分别为5 mm/s、7 mm/s、9 mm/s进行激光焊接,所获接头的焊缝成形如图1所示。当焊接速度为5 mm/s时,由于焊接速度较慢,热输入量较大,焊缝出现塌陷;当焊接速度为7 mm/s时,焊缝宽度恰当,成形效果较好;当焊接速度提高到9 mm/s时,焊缝处出现未熔合现象,原因是焊接速度的增加减少了接头的焊接热输入,焊缝冷却速度加快,使得焊缝成形所需热量不足,从而出现未熔合的焊缝。

图1 不同焊接速度条件下的焊缝形貌Fig.1 Weld seam appearance under different weld speed
2.2 焊接速度对焊缝成形质量的影响
焊接速度7 mm/s,离焦量0 mm,焊接功率依次为550 W、570 W、600 W进行激光焊接,接头焊缝成形如图2所示。在焊接功率较小的条件下,焊缝可能会出现未熔合或未焊透现象,这是由于焊接功率较小导致焊接接头的热输入不足所引起。随着激光焊接功率的增大,达570 W时,接头成形性能较好,焊缝宽度正好。随着激光功率的继续增大,达到600 W时,焊缝成形性能依然较好,但焊缝宽度变大,这是因为在相同的焊接速度条件下,较大的焊接功率会增加对接头的热输入。

图2 不同焊接功率条件下的焊缝形貌Fig.2 Weld seam appearance under different weld power
2.3 离焦量对焊缝成形质量的影响
焊接功率570 W,焊接速度7 mm/s,离焦量分别为0 mm、+1 mm、-1 mm时的焊缝成形如图3所示。较薄的板材进行激光焊接试验时有一个最好的离焦量,在这个离焦量条件下进行焊接,所得焊缝形貌最好,整个焊缝的宽度也适当;当离焦量小于或者大于该值时,导致焊接热输入变化,所得焊缝的宏观形貌都不是最适当的。由图3可知,在焊接速度和焊接功率不变的条件下,当离焦量为+1 mm时,焊缝宽度明显小于另外两个离焦量的焊缝宽度;当离焦量为0 mm或-1 mm时,焊缝宏观形貌基本无差别,但是由于-1 mm热输入量大,所以变形程度大于前者,加之焊接材料属于薄板,所以选择离焦量为0 mm较为适当。
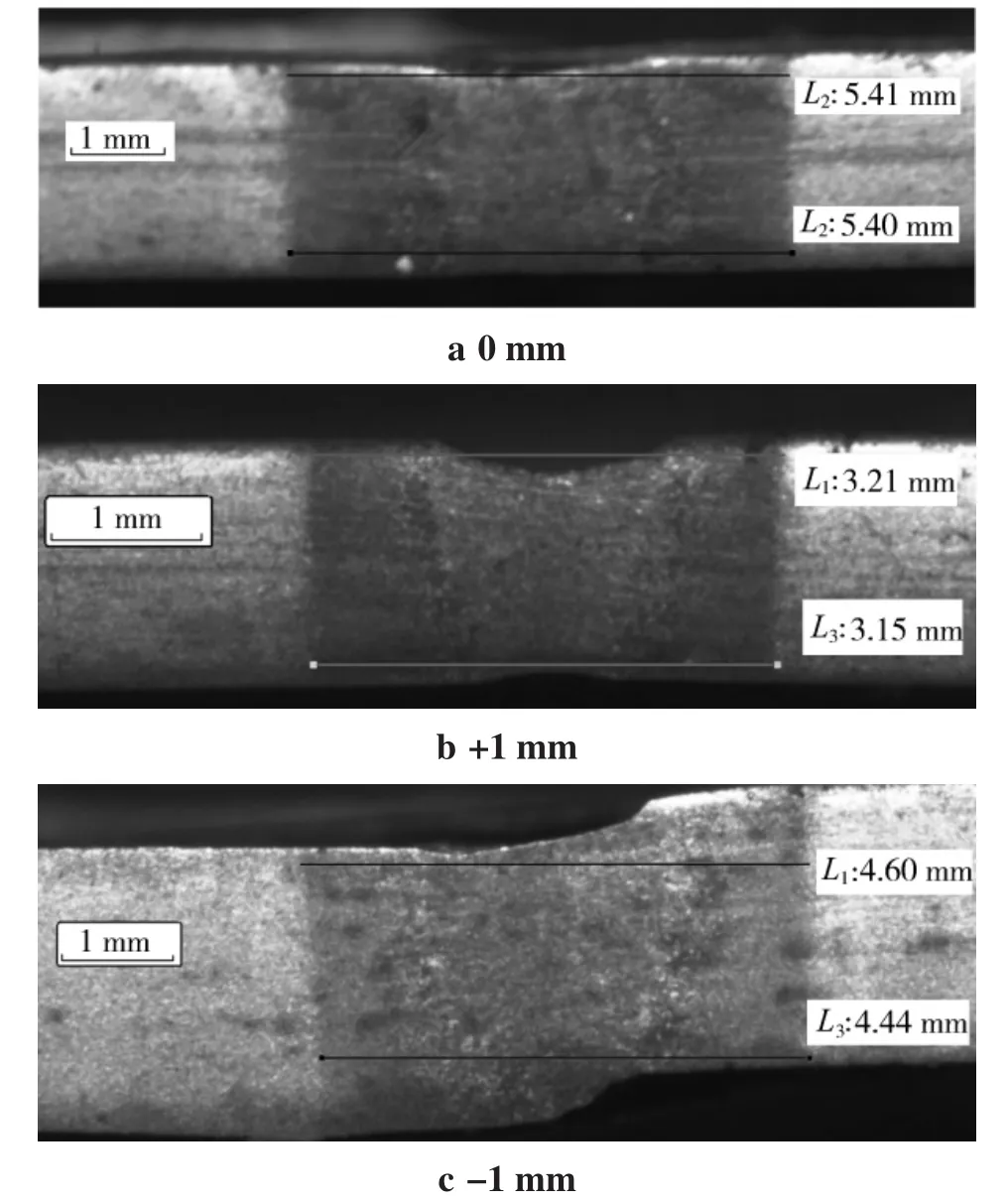
图3 不同离焦量条件下的焊缝形貌Fig.3 Weld seam appearance under different defocus amount
综上所述,TRIP800高强度钢优化的激光焊工艺参数为:焊接速度7 mm/s,激光功率570 W,离焦量0 mm。
2.4 力学性能
采用优化后的工艺参数焊接试件,按照国家标准加工标准的拉伸试样,经过拉伸测试,拉伸试样断裂部位为母材,焊接接头的抗拉强度为660 MPa。在扫描电镜下观察拉伸后的断口,断口形貌如图4所示,在母材的断裂位置有较多的韧窝,符合塑性断裂的基本特征,所以这种断裂方式是塑性断裂。
选取焊接功率570 W、离焦量0 mm、焊接速度7 mm/s的接头进行硬度测试,利用origin软件对测试后的数据进行数据处理,结果如图5所示。焊缝硬度呈“M”形,接头最高硬度出现在热影响区,为513HV,焊缝区也有较高硬度;母材硬度最低,平均硬度约为240 HV。究其原因,随着焊接速度的增大,对接头的热输入减小,冷却速度增大,晶粒变小,从而增加接头强度。
3 结论
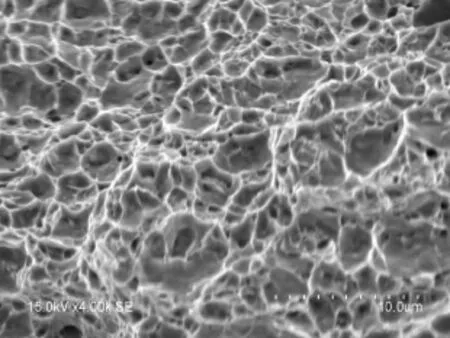
图4 断口微观形貌Fig.4 Fracture morphology of tensile specimen
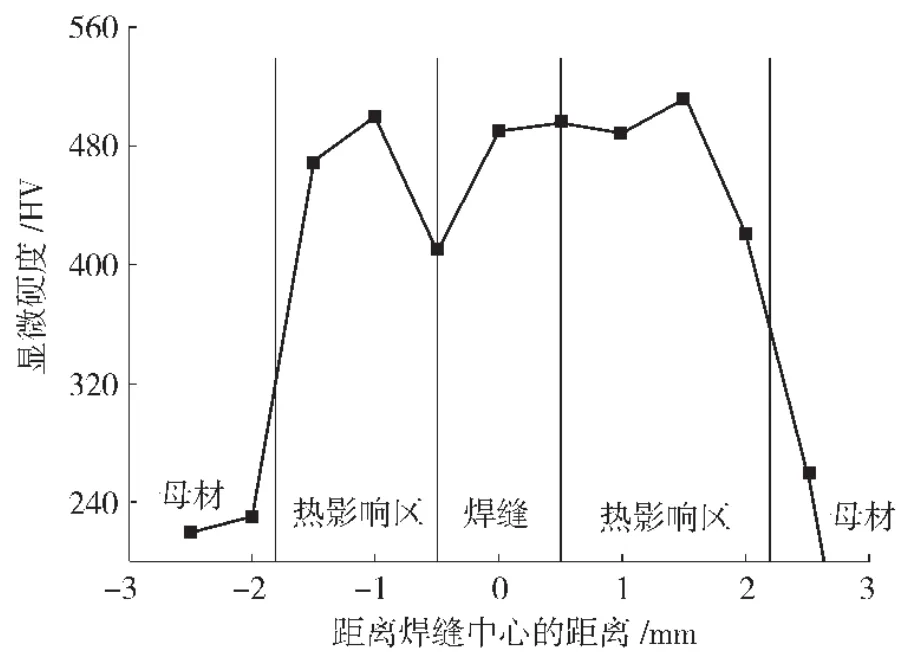
图5 焊缝硬度Fig.5 Hardness of weld
(1)TRIP800高强度钢激光焊最佳焊接工艺参数为:焊接速度7 mm/s,激光功率570 W,离焦量0 mm。
(2)在最佳工艺参数条件下获得的焊接试件经过拉伸测试,拉伸试样断裂部位为母材,焊接接头抗拉强度为660MPa,断裂方式是塑性断裂。
(3)最佳工艺参数条件下的焊缝硬度呈“M”形,接头的最高硬度出现在焊缝的热影响区,焊缝区也有较高硬度,母材的硬度最低。焊缝热影响区的最高硬度可达513 HV,而母材的平均硬度约为240 HV。
[1]姜秋月,王风雪,于燕.汽车用TRIP800高强钢板点焊工艺优化研究[J].热加工工艺,2012(7):154-156.
[2]叶平,沈建平.汽车轻量化用高强度钢现状及其发展趋势[J].机械工程材料,2006,30(3):4-7.
[3]梅述文,成群林,胡佩佩,等.TC4钛合金蒙皮骨架结构件光纤激光焊工艺研究[J].热加工工艺,2015(2),83-86.
Laser welding process of TRIP800 high strength steel
JIA Kunning,QIN Hanlin,MENG Dawei,JIANG Qiuyue,DONG Wen
(Department of Electrical and Mechanical,Changchun Institute of Technology,Changchun 130012,China)
Laser welding process of TRIP800 high strength steel was studied in this paper.The results showed that,when the tested steel is 1.8 mm thick and the concentration of argon is greater than 99.9%,the high-quality welds can be obtained when laser welding speed is 7 mm/s,the laser power is 570 W,the defocus amount is 0 mm;tensile strength of welded joints is 660 MPa,the fracture mode is ductile fracture.The hardness of the weld under optimum conditions presents"M"shape,the maximum hardness at heat-affected zone of the weld joint,the weld zone also has high hardness,the hardness of the base material is the lowest.
TRIP800 high strength steel;laser welding;laser power;welding speed;defocus amount
TG456.7
B
1001-2303(2017)03-0102-03
10.7512/j.issn.1001-2303.2017.03.20
献
贾坤宁,秦汉林,孟大伟,等.TRIP800高强度钢激光焊工艺[J].电焊机,2017,47(03):102-104.
2016-03-25;
2016-11-30
大学生创新创业训练计划项目(201511437039)
贾坤宁(1978—),女,吉林长春人,副教授,博士,主要从事金属材料焊接的研究工作。
