工厂级排产系统实践
2017-04-27刘一博
刘一博
(山西太钢不锈钢股份有限公司, 山西 太原 030003)
生产实践·应用技术
工厂级排产系统实践
刘一博
(山西太钢不锈钢股份有限公司, 山西 太原 030003)
太钢炼钢厂排产系统以炼钢厂过程控制二级系统、数据采集系统和MES系统为基础,对太钢炼钢厂生产提供信息化支撑,通过可视化GANTT图工具展示排产结果。排产人员可以根据实际设备状况和原材料准备情况对计划进行调整,从而提高生产效率。通过排产系统的实施,提高了太钢炼钢厂的信息化水平,降低了炼钢成本。
排产系统 递推算法 GANTT图
山西太钢不锈钢股份有限公司(全文简称太钢)炼钢厂包含多座冶炼工序、精炼工序、多台连铸机、多部天车,这些工序协作生产决定成品的钢种和质量,太钢炼钢厂排产是一个典型的多工序生产、多运输平台的离散和连续相结合的复杂生产过程,其生产流程具有工序多、人工干扰大、原料不稳定、动态无规律性等复杂系统的特性,生产组织和运行难度较大。
排产系统是指在炼钢、精炼和连铸生产作业计划基础上,尽可能满足炼钢厂当前生产条件下,通过下达生产指令,安排各炉次在各工序上的加工设备、加工时间和加工顺序,以获得生产作业计划的总流程时间或生产成本最优化。钢铁企业信息系统可分为4层,包括:L1基础自动化级、L2过程控制级(Process Control System,PCS)、L3制造执行系统(MES)、L4公司管理级(ERP)。其中MES系统在炼钢厂制造过程中处于关键地位,排产系统作为MES系统的核心组成部分,对信息化系统的健康稳定运行起到统领作用,对计划、投料、报工和实绩收集起到串联的作用,并且使生产产能最大化和各工序负载实现均衡。
1 排产系统的综述
炼钢的最基本单位是炉次。一个炉次是指在同一个电炉、AOD炉或转炉内冶炼的钢水,从开始冶炼到连铸或者模铸为止的整个过程称为一个炉次;浇次是指在同一台连铸机上同一个或者多个中间包使用同样的结晶器下连续浇铸的炉次的集合。在炼钢—连铸生产当中,对于连铸机来说,每更换一次中间包都需要设备调整时间,以及辅助材料的消耗。排产系统是在连铸机连浇的前提下,利用逆推式算法,对加工设备、加工时间、调运时间等排出生产计划,得到未来数小时内最优的生产计划[1]。
通过实施排产系统,在炼钢厂复杂的生产环境下,充分考虑钢厂的特殊性,输出每台设备的详细作业计划,并根据设备的实际开始和结束时间实时调整作业计划,达到各生产设备的饱满生产,且保证连铸机连浇。
2 厂级作业计划的特点
太钢炼钢厂是钢铁企业的重要组成部分,承担着由铁水转变为钢水的生产任务,具有产量大、钢种多、工艺路线复杂多变的特点。具有碳钢和不锈钢两条生产线,包含中频炉、转炉、电炉、VOD、AOD、LF、连铸和模铸等工序,每个工序又包含多个工位;另外还存在运输钢包的过跨车和吊运钢包的天车等。组织各工序之间的生产是一项复杂调度过程,要实现对生产过程的有效控制,为生产的组织指挥提供辅助支持。进行炉次的合理调度是完成炼钢任务的重要保证。排产系统是钢铁企业信息化的重要组成部分,其运行质量的高低将直接影响整个炼钢过程的生产效率[2]。
从太钢的生产计划层次来看,厂级排产系统接受上一级生产计划模块的浇次计划,生成厂级的生产计划。厂级再生成具体的计划发给各个二级系统。厂级对整个生产管理和控制起到承上启下的作用。
3 排产系统的架构
炼钢生产节奏紧,异常因素多,不仅要求系统能够快速排出所有炉次的预计生产计划表,也要求在生产扰动事件发生时能在短时间内协助调度员修正原来的生产计划,恢复生产的可行性,并使由于扰动时间引起的生产损失达到最小。
太钢炼钢厂选用Broner排产系统,经过多年的实践和完善,已能够适用于各种正常和异常情况。不仅要求实现以总冶炼时间最短为最优目标,更要加入产量和成本因素。在市场形势好时,以产量为最优目标,围绕产量优先的工艺路线组织生产;在市场形势不好时,以降低生产成本为最优目标,围绕成本控制优先的工艺路线组织生产。
排产系统主要有两个模块组成,接口模块和MSCC模块(热区控制中心MeltShopControl Center)。
1)接口模块起到承上启下的作用,负责接受公司产销系统下发的生产计划和向过程控制系统传输具体的炉次计划,分别以XML格式电文和表格式进行传输。
2)MSCC(Meltshop Control Centre)接收到生产浇次计划后,对浇次计划进行逆推,产生全部炼钢工序的作业计划,通过实时的控制生产节奏和协调物流组织,识别资源冲突,减少缓冲时间,提高生产效率(见图1)。MSCC是一个交互式的甘特图平台,显示当前排产的浇次信息、炉次信息,以及当前的作业计划,并允许以鼠标拖动炉次的方式修改生产计划,并把已排好的生产计划以图的形式下发给相关炼钢工序。
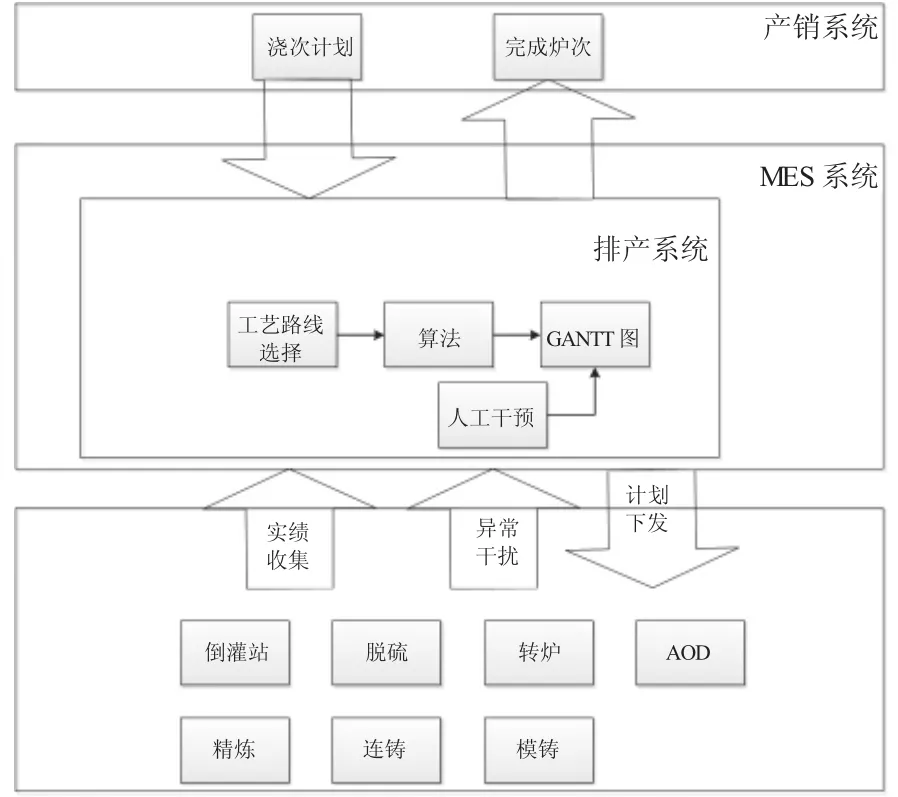
图1 生产计划图
4 主要系统功能
4.1 参数管理
生产环境参数是Broner排产系统运行的基础,生产环境参数管理为系统提供设备类型、数量、默认处理时间及各个工位间传输时间、炉次在工序间的等待时间等静态数据管理。系统提供录入这些数据的界面。配套还有维护各个钢种的独有工艺路线和加工时间。
4.2 工艺路线管理
太钢炼钢厂同时拥有碳钢和不锈钢生产能力,有两台一机双流的碳钢连铸机,三台一机一流的不锈钢连铸机,四个模铸工位。排产系统根据人机互动对未来的生产计划预排产,以供调度参考,提高作业能力和工作效率。
排产系统在SDB里设置铸机属性。设计BOF炉、AOD炉、中频炉、LF炉、RH炉、EAF炉等工序的工位名,碳钢不锈钢属性,标准的工艺冶炼时间。设计天车调运时间。分别设计碳钢和不锈钢的各种工艺路线包,在工艺路线包里增加工艺路线,工艺路线里包含对应的工位和顺序。设计约束条件,一台过跨车对应一座转炉,一座大包回转台对应一台连铸机等约束规则。
排产系统在SGD里编辑钢种,填写钢种对应的工艺路线包,以及针对钢种和工艺路线下精炼的冶炼时间。
排产系统通过工序属性、约束条件、钢种管理等一系列规则,并逆推式算法结合计算出的最优生产计划。
4.3 接口方式
接口的作用是不同的系统之间交换数据,对速度、准确性、完整性要求十分严格,这三个要素决定信息系统的实用性。在排产系统中,原设计是各个系统将实际数据流信息发送到服务器上,写成一个CSV文档,对方系统获取后即清除。这种方式查错困难,异常时服务需要重启。通过分析这种方式存在不足,将接口方式改为报文,由报文的形式直接传送。根据传送内容的不同,将报文分为8002、9000、9001和9016等;每条报文以XML格式保存在CLOB字段中。即使在网络信息流量大、负荷重时,数据也不会丢失。
4.4 GANTT图功能
MSCC模块根据逆推式算法生成的计划是通过GANTT图进行展示的,能够显示过去和未来共计48 h的计划。GANTT图是排产系统的人机交互界面,直观地将计划的开始和结束时间、钢种和预订炉号等信息显示出来。
GANTT图最主要的是显示各个设备的占用情况和前后设备的关联情况。显示转炉、精炼和连铸等工序各台设备正在生产和计划生产的炉次;显示正在生产的所有钢种和工艺路线。能够直观地看出各个设备的运行情况,在下道工序快要出钢时,能够提前对上道工序进行预警;尤其在连铸工位要确保连浇,出现预计断交时,能够及时对前部工序的生产节奏进行调整。
GANTT图接受L2过程控制级各系统发出的炉次实际生产开始和结束信号,代替预计的开始和结束时间;既能保证生产完的炉次开始和结束时间与实际相符合,又能对未来的计划进行实时修正。
GANTT图允许人为干预作业计划。在遇到成分不达标或者临时的设备或工艺异常情况时,会手动更改单炉钢的钢种与工艺路线或者交换相邻两炉钢的相关信息。
4.5 逆推式算法功能
采用逆推式算法排出符合实际的生产计划。此算法属于启发式算法,最低目标是保证连铸机的浇次内连续生产。每次要至少排出碳钢和不锈钢未来8 h的计划。首先操作员可以优先选择工艺路线,如果不选择会有默认的工艺路线,从连铸机开始向前推,最后查找转炉,如果此工艺路线上的设备空闲,则选择此设备[3]。

图2 GANTT图案例
5 结语
通过在太钢炼钢厂应用排产系统,提高调度员的工作效率。该系统通过MES接口接收产销下发的连铸浇次计划,并对浇次计划进行排产,逆推出炉次计划,并把生产计划下发给各工序的L2过程控制系统,实时获取各工序的生产实绩信息,通过系统计算和人工干预实时对生产计划进行调整,为调度员协调生产和物流组织提供帮助。通过在太钢炼钢厂的长期运行表明了该系统的有效性,并在实践中不断改进,成为了炼钢厂信息化系统中不可分割的一部分。
[1] 唐立新,杨自厚,王梦光.炼钢-连铸最优浇次(CAST)计划[J].东北大学学报(自然科学版),1996,17(5):2-3.
[2] 孙玲,刘继超.炼钢-连铸生产调度系统及应用[J].冶金自动化,2013(S2):19-20.
[3] 玉双明,肖正宇,孙彦广,等.应用逆推算法解决炼钢连铸计划排产问题[J].冶金自动化,2005(增刊):47.
(编辑:苗运平)
Practice of Scheduling System at Factory Level
Liu Yibo
(Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan Shanxi 030003)
The scheduling system of TISCO steel plant is based on the secondary system in steel-making plant process control,data acquisition system and MES system to provide information technology support for production of TISCO steel plant.The visualized GANTT diagram tools show the scheduling results.The production personnel can adjust the plan according to the actual equipment status and raw material preparation so as to improve the production efficiency. Through the implementation of scheduling system,the informatization level of TISCO steel plant is improved and the cost of steelmaking is reduced.
scheduling system,recursive algorithm,GANTT diagram
TP315
A
1672-1152(2017)01-0089-03
10.16525/j.cnki.cn14-1167/tf.2017.01.35
2016-11-25
刘一博(1985—),男,山西省运城市人,2008年毕业于太原科技大学,学士学位,助理工程师,山西太钢集团炼钢二厂信息化室系统维护员。