不锈钢复合管的焊接性探讨
2017-04-26孙倩范蕙萍
孙倩+范蕙萍

摘 要:不锈钢复合管的焊接中基层材料和覆层材料的焊接属于同种材料的焊接,同种材料焊接工艺比较容易选择;过渡层的焊接属于异种金属的焊接,异种材料的焊接性取决于两种材料的组织结构、物理化学性能;鉴于不锈钢复合管焊接的特殊性,应从焊接材料、焊接方法、焊接坡口和工艺参数方面着手,关键在于坡口形式的合理设计。
关键词:不锈钢复合管 焊接坡口 焊接
中图分类号:G45 文献标识码:A 文章编号:1672-3791(2017)02(c)-0118-03
近些年来,节约资源、能源成为国家大力倡导建设节约型社会的一个重要主题。其中金属基复合材料的研究及应用空间越来越广泛,因为金属基复合材料集合了两种或两种以上材料的优异性能,一方面解决了单一材料性能应用的局限性;另一方面又为生产企业降低成本,节约资源。该文对不锈钢复合管的焊接性方面作简要陈述,在企业在不锈钢复合管焊接应用中具有工程指导意义。
1 不锈钢复合管的焊接性
不锈钢复合管的焊接包括基层材料的焊接、覆层材料的焊接和过渡层材料的焊接;此类结构件采用不锈钢作为覆层材料,基层材料一般选用低碳钢或低合金钢。在焊接冶金领域分析中,基层和覆层材料的焊接属于同种材料的焊接,焊接工艺比较容易选择;关键问题在于过渡层的焊接,过渡层的焊接属于异种金属的焊接,异种材料的焊接性取决于两种材料的组织结构、物理化学性能等。现以常用的不锈钢-碳钢内衬式复合管为例分析其焊接性。
(1)母材物理性能的差异。不锈钢的线膨胀系数约为碳钢的1.3倍左右,过渡层焊缝在焊接热循环的作用下,很容易引起热应力,而且这种热应力不容易消除,易于产生焊接变形,最终导致接头处产生裂纹。
(2)碳元素扩散迁移。在焊接时,碳由低Cr的碳钢基层向高Cr的不锈钢覆层金属扩散迁移,在过渡层熔合区靠近碳钢基层一侧产生脱碳层,靠近不锈钢覆层一侧产生增碳层,这种增碳和脱碳现象在焊接热循环作用下会引起熔合区的脆化和软化。
(3)焊缝稀释率的影响。当采用不锈钢焊材焊接过渡层时,由于基层和过渡层焊缝的化学成分不同,基层金属势必会对过渡层焊缝金属产生稀释,容易形成马氏体淬硬组织,熔合区附近的狭小区域硬度和脆性增加,使焊缝性能降低。
(4)腐蚀性影响。在不锈钢覆层和过渡层熔化焊接时,靠近不锈钢侧的熔合区附近由于过热大部分碳化物被溶解。当焊接基层材料时,在焊接热循环的作用下,碳化物被重复受热,沿晶界间析出含有铬的碳化物,焊缝晶间造成“贫铬”现象,导致晶间腐蚀的发生;另也有点蚀、缝隙腐蚀和应力腐蚀产生的可能。
2 不锈钢复合管焊接的工艺措施
针对上述不锈钢复合管焊接过程中出现的问题,应采取一定的工艺措施,防止裂纹的出现,避免增碳脱碳现象,提高焊缝过渡层金属的耐蚀性,进而得到性能优良的焊接接头。
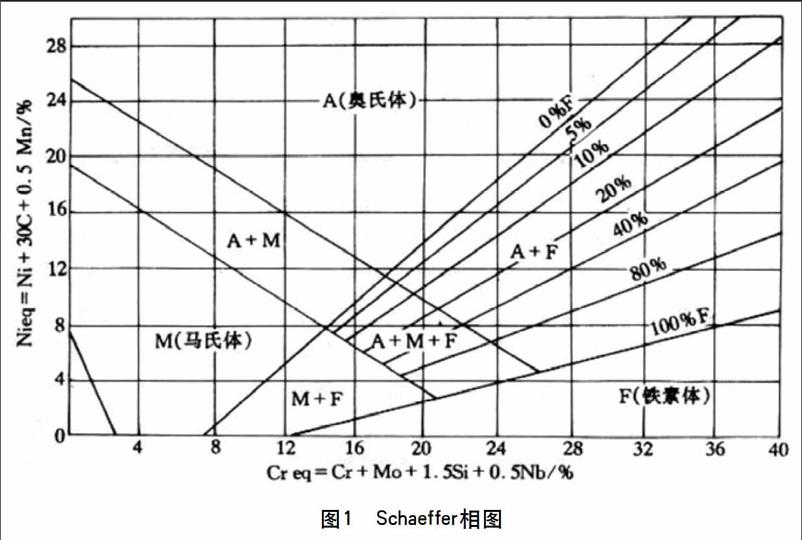
(1)焊接材料。基层和覆层焊材较易选择,严格控制焊缝中S、P杂质含量,基层按等强度原则来选择,覆层按等性能原则来选择,过渡层由于合金元素稀释作用应选Cr、Ni元素稍高的焊接材料,并保证焊缝中含有δ铁素体、γ奥氏体双相组织,且δ铁素体含量控制在4%~12%,根据Schaeffer相图(如图1所示)按焊后所需的金相组织来选择合适的焊接材料。
(2)焊接坡口。焊接坡口选择原则:①要尽可能降低基层对覆层合金元素的稀释,减小母材熔合比;②要利于车削加工。
如图2所示,图2a[1]无论过渡层怎样施焊,都会使覆层和部分基层同时熔化,而且基层材料所熔化的量很难把握,导致焊接接头耐腐蚀性能可能达不到要求。经改进后对冶金复合管的焊接常采用图2b(覆层材料剥离式坡口);机械复合管的焊接常采用图2c,一定要封焊上复合界面。图2d是文献[2]设计的机械结合复合管的坡口图,采用此坡口,保证了接头的强度和性能质量,并提高了工作生产效率。综上,图2b、d有较高的应用性。
(3)焊接方法。打底层和过渡层的焊接较为重要,打底层要实现单面焊双面成型工艺,过渡层焊接尽量降低母材熔合比,形成优良的焊接接头,一般选用焊条电弧焊和钨极氩弧焊。
(4)工艺参数。过渡层焊接时为了避免马氏体的出现,焊接线能量不能过大;但也不能太小,太小影响接头韧性,易产生再热裂纹。故应采用小的焊接线能量、短道快速焊接的方法。
文献[3]基层焊接时加入了一块截面为等腰梯形的定位块,保证了坡口组对的间隙均匀性和根焊时不移位。文献[4-5]研究多层焊接再热作用对覆层组织形态的影响,当单层焊接覆层时金相组织为γ+δ,且δ铁素体组织较为粗大;多层焊接再热作用后覆层发生δ铁素体转变为γ奥氏体,且δ铁素体组织变成均匀球状。文献[6]研究主体材料316/20 g复合管采用焊条电弧焊打底、过渡(焊接材料为2.5 mm的A042A焊条)和盖面的焊接工艺。对焊接接头的化学成分、金相组织抗腐蚀性能等进行了研究,结果表明过渡层焊缝的化学成分与316 L母材相当,组织为γ+δ双相组织,焊接接头的抗电化学腐蚀性能能保证接头在使用过程中需要。
3 结语
针对不锈钢复合管的焊接,首先对基层材料和覆层材料进行焊接性分析,结合这两种材料的特点确定焊接工艺,尤其过渡层的焊接应合理地选择填充材料、坡口形式和焊接方法;經过系统的焊接工艺实验、焊接工艺评定,从而制定最优的焊接工艺,解决过渡层焊接这一难题,进而制造出高性能、高质量的复合管。
参考文献
[1] 中华人民共和国行业标准.JB/T 4709-2000,钢制压力容器焊接规程[S].
[2] 王学生,郭茶秀,王定标.不锈钢复合管的端部密封焊接[J].机械工程师,2002(10):52-53.
[3] 史维琴,陈保国.16MnR+0Cr13复合钢板焊接工艺[J].电焊机,2006,36(12):63-64.
[4] 许爱华,院振刚,杨光,等.双金属复合管的施焊技术[J].天然气与石油,2010,28(6):23-27.
[5] 王能利,张希艳,潘希德,等.多层焊对A/P异种钢复合管SMAW接头组织及性能的影响[J].焊接学报,2007,28(9):51-54.
[6] 张万鹏.316L/20g内衬式不锈钢复合管的焊接工艺研究[J].兵器材料科学与工程,2006,29(4):72-75.
