服装生产工序改善研究
2017-04-25高学成
高学成
服装生产工序改善研究
高学成
(江苏新龙伟业有限公司,江苏镇江212003)
服装生产过程中,做好工序是生产的前提和基础,工序改善永远在路上。本文通过对上领切线免开缝、扣纽扣工具、固定缝头倒向、固定腰面宽勾腰里、九片裤腰做法、拉链正面装嵌条、裤腰面里贴条、羽绒服包边等8种工序的做法进行了探索研究,并在实际生产中进行了检验,取得了较好的效果。
生产工序;工具;改善
0 前言
服装企业生产效率的高低主要由缝纫生产效率来决定。随着纺纱、染整技术的不断进步,各类新型面料层出不穷。一件服装无论复杂与否总是由各种工序的生产组成。某些工序如无好的生产方法很容易成为流水中的瓶颈工序。工序生产方法的完善能使企业保证交期和充足的盈利能力。为使企业在当前严峻的市场竞争中站稳脚跟,本文研究了一些生产工序方面的改善方法。
1 上领切线免开缝
1.1 工具制作
将普通卷边器改造为如图1至图4所示的形状。图1为正面;图2为工具前端形状,透明部分为0.5mm厚亚克力PVC胶板;图3为工具反面形状;图4为工具侧面形状。

图1

图2

图3

图4
1.2 使用方法
勾好衬衫上领后,将工具前端的上下两层夹住领上口的缝头。因工具下层为亚克力PVC胶板,有弹力,当上下两层顶紧缝头时,便可直接切线。见图5。图6为切好线后的领子形状。

图5
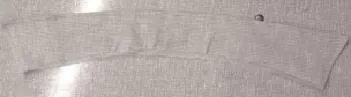
图6
1.3 特性作用
一般情况下,切上领上口线前需要小烫,保证领上口不含缝。使用该工具可直接切线而不需小烫,同时还没有含缝,保证了质量。
2 扣纽扣工具
2.1 材料准备
将钢丝弯成图7、图8所示的尺寸与形状。具体以纽扣大小为依据。

图7

图8
1.2 使用方法
将工具前端通过锁眼孔勾住纽扣,见图9,再轻轻一拉,便完成扣纽扣动作,见图10。此法对批量扣纽扣和锁眼洞较厚较硬的产品来说能完美的发挥其功效。

图9

图10
3 固定缝头倒向
方法一:用纽扣
3.1 工具制作
用一个普通纽扣按图11所示的位置粘在缝纫机上,注意纽扣的左边缘超过压脚止口3mm。
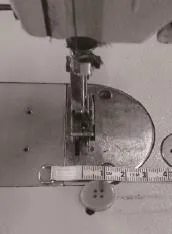
图11

图12
3.2 使用方法
将需要明切线的如裤内档裁片按如图12所示放置,便可按图13快速的切线而不用照顾下面的缝头。因为起手时缝头倒向固定了在纽扣的作用下后面的缝头会自然的倒过去。用此法切线效率上可提高30%以上。

图13

图14
方法二:用钢丝
将钢丝弯成图14、图15的形状,再按图16的位置将工具固定在缝纫机上。依图17工具的缝头倒向作用,可完成图18中快速切线的目的。

图15

图16

图17
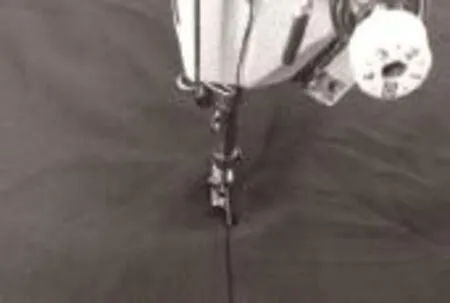
图18
4 固定腰面宽勾腰里
4.1 产品要求
腰面上下两节各4cm宽,总宽达到了8cm,且面料较软,见图19。腰里为整片,见图20。如何在省去小烫的情况下快速将腰面与腰里暗沟,这就需要使用图21的工具。
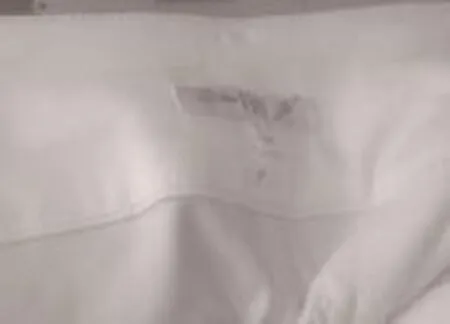
图19
图20
4.2 工具介绍
工具为多层1.5mm厚亚克力PVC胶板,中间用双面胶粘连。固定腰面的方法为用板夹住腰面上下节的缝头,使缝头距机针4cm,下方留有空隙方便腰里通过。固定腰里的方法为仍将板做成台阶形状,使腰里沿挡板通过。这样上下层都固定了可快速缝纫而不需要小烫固定腰面宽度,见图22。
5 九片裤腰做法

图21

图22
5.1 成品要求
腰面分左中右,同时左中右又分上下两节,腰面共6片,见图23、图24;腰里分左中右,共3片,见图25、图26。整根腰合计9片,腰宽4cm。
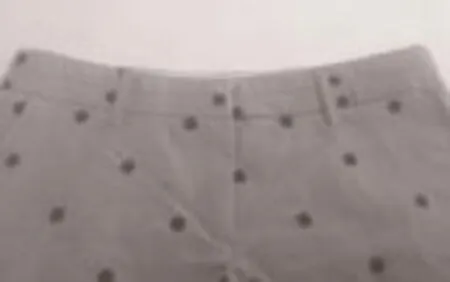
图23

图24
5.2 腰里做法
用模板将3片腰里暗勾,见图25、图26。

图25

图26
5.3 腰面做法
5.3.1 腰面面料无绣花或绣花较软
步骤一:将腰面上下层3片分别勾好,再将上下片暗沟。
步骤二:将上下片缝头小烫开缝,见图27。
步骤三:为保上下节腰各2cm宽,用2cm宽样板分别顶住缝头包烫,见图28、图29。

图27

图28

图29

图30
5.3.2 腰面绣花较硬无法小烫
用图30的止口压脚跑一道定位线来解决宽度问题,见图31,然后将腰里沿定位线切住,保证定位线不外露。

图31

图32
6 拉链正面装嵌条
6.1 工具准备
图33、图34为拉嵌条的工具(此工具做法见作者发表于《中外缝制设备》2007年第3期“嵌条工具的制作及使用方法”一文)。图35为T35型底面带凹槽的特氟龙压脚,图36为将压脚边进行打磨后的形状。

图33

图34

图35

图36
6.2 使用方法
拉嵌条工具和专用压脚安装好后见图37。为保证拉链装上嵌条后拉链不起拱,故将嵌条及棉绳置于拉链下方。而棉绳凸起的高度正好在压脚凹槽内,保证了嵌条宽窄一致。

图37
图38
7 裤腰面里贴条
7.1 成品要求
该款休闲裤为螺纹腰,大身为麻料。腰与大身之间面里装有贴条,面里贴条分别宽2.5cm、2.8cm,成品见图39。
图39

图40
7.2 工具准备
面里贴条式样见图44。由于贴条为麻料,小烫不易烫死,故采用温度、压力可调的粘合衬机进行整烫。在粘合衬机前安装如图40(正面)、图41(反面)所示的小工具能将麻料贴条烫死,而且生产效率很高,见图42。

图41

图42
7.3 缝纫方法
在单针平缝机上装上止口压脚,压脚前端装上如图43所示的贴条挡板。将腰里贴条放于下方紧靠止口压脚和挡板,见图44,再依次放螺纹腰和腰面贴条,见图45、图46。这样腰面里贴条的上、下止口都易于控制。

图43
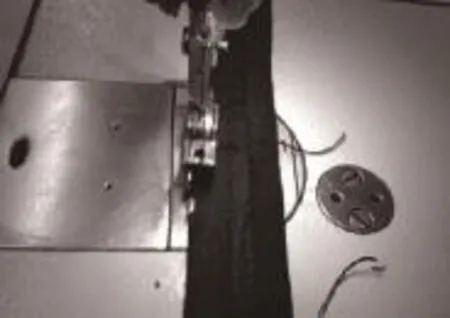
图44

图45

图46
8 羽绒服包边
8.1 工具介绍
图47、图48、图49分别为工具的正面、反面及侧面,图49前端的尺寸依包边条的宽度而定,安装在平缝机上见图51。工具中的两个螺钉起调节作用。
8.2 使用方法
图51为羽绒服下摆的包边。在包边前包边条两端先暗勾在门襟下端,翻过来见图50。缝制过程中将包边条夹入小工具,用手捏住包边条与下摆的定位点,可快速包边。成品羽绒服包边条正反面止口大小一致,外形美观。

图47

图48

图49

图50

图51
9 结束语
生产工序的改进方法多种多样,一些看似无法下手的工序只要善于钻研,总能找到相应的改善办法。一般情况下某道工序越是好做,其质量越好把控。企业应组织相关人员进行专门技术攻关。研究生产工序的改善,能提高产品核心竞争力。
[1]高学成.嵌条工具的制作及使用方法.中外缝制设备,2007(5):115-116.
Research on garment production process improvement
GAO Wei-cheng
(Jiangsu Xinlong Weiye Co. Ltd.,Jiangsu Zhenjiang 210003,China)
The garment production process, completes the process is the premise and foundation of production, process improvement is always on the road. Based on the tangent free collar slot, button tool, fixed joint fixed backward, waist wide hook waist, nine waist approach, zipper front loaded strip, waist face stickers, down jacket wrapping the 8 step approach was studied, tested and in the actual production, and achieved good results.
production process; tool; improvement
TS941.56
A
投稿日期:2017-02-20
高学成,男,服装高级工程师,现任 服装公司副经理。