超声波焊接对火工品密封性能的影响
2017-04-25付秋菠孙秀娟
杨 宁,付秋菠,孙秀娟
超声波焊接对火工品密封性能的影响
杨 宁,付秋菠,孙秀娟
(中国工程物理研究院化工材料研究所,四川绵阳,621900)
通过正交试验研究了超声波焊接参数对火工品密封性和电阻的影响。试验结果表明:超声波焊接压力对于密封性和电阻的影响最大,熔接时间次之,发振位置对焊接效果影响不显著。随着焊接压力升高、熔接时间延长,焊接量会增大,更有可能导致电极的焊点损坏和插针松脱等缺陷,破坏桥路连通性并造成泄漏。
火工品;超声焊接;泄漏率;电阻;正交试验
随着武器系统使用环境、贮存环境的多样性变化,对其内部火工品的适应性要求也逐步提高,例如抗过载性能、密封性能等。因此,火工品封装技术也与时俱进,除了采用传统手工螺钉连接之外,开始逐步引入半自动或自动化技术,如激光焊接、储能焊接、超声波焊接等。这些技术不仅效率高、装配一致性好,还可以在不使用灌封胶的情况下使火工品密封性达到国军标的要求。
超声焊接是利用高频机械振动引起的局部高温使焊接区表面产生熔化,在压力的作用下熔接,冷却后即形成可靠连接的焊点或焊缝。超声波焊接快速、无损、对周围工件温度污染小,而且可焊接材料范围非常广泛,包括塑料、金属、纸制品等,因此在航空航天、精密电子、MEMS,甚至食品包装领域都有应用。
为了探索超声波焊接在火工品封装方面的应用,本文研究了一种热塑性材料火工品封装结构的超声波焊接工艺,通过正交试验对不同的工艺参数与封装效果的关系进行研究。
1 试验设计
1.1 样品及试验方法
试验以一种集成化冲击片雷管封装壳体为研究对象,样品外壳材料为一种热塑性高分子材料。清洗烘干后的样品上下壳体进行配合,在超声波焊接机上快速焊接。焊接试验使用明和公司的H031FK0164型超声波焊接机,设备空载频率19.97kHz,振幅13.21μm。标定本底漏率为6.4×10-11Pa·m3·s-1。
考虑到火工品封装方面的安全性及使用要求,本文主要研究密封性以及焊接对电阻的影响。密封性使用成都仪器厂ZLS-260/M型氦质谱检漏仪进行检测,检测方法按照GJB 5309.3 火工品试验方法第3部分泄漏试验氦气法中的方法执行。桥路电阻由微电阻仪测量,量程300mΩ。每组试验5个样品。按照国军标要求,泄漏率小于1×10-6Pa·m3·s-1为合格,检测后计算每组样品的合格率;<100mΩ为合格,检测后计算每组样品的合格率。非破坏性测试结束后解剖样品,观察零部件内部质量变化情况。
1.2 正交试验设计
前期的研究发现,除了焊接材料和超声波本身的特性之外,影响超声波焊接效果的主要工艺参数包括焊接压力(A)、发振时机调度(由延迟时间(B)决定)、熔接时间(C)。选取这3个因素为考察对象,分别取3个水平,选取L9(34)正交试验表安排试验。因素水平表见表1。
表 1 L9(34)正交试验因素水平表

Tab.1 Factors and levels of L9(34)orthogonal experiment
2 试验结果分析
2.1 正交试验结果
正交试验结果统计表如表2所示。根据表2的试验结果,考察综合评分,最优组合条件为A2B2C1,即焊接压力0.15MPa、延迟时间0.15s、熔接时间0.20s的条件下,焊接密封性合格率与电阻合格率均较高。根据值分析的预测最优条件组合为A2B1C1,本次试验没有该组合,其性能有待进一步试验验证及研究。
根据表3的方差分析可知,焊接压力对综合评分的影响最大,熔接时间次之,延迟时间影响最小,与根据极差值分析的结果相一致。
表 2 L9(34)正交试验结果
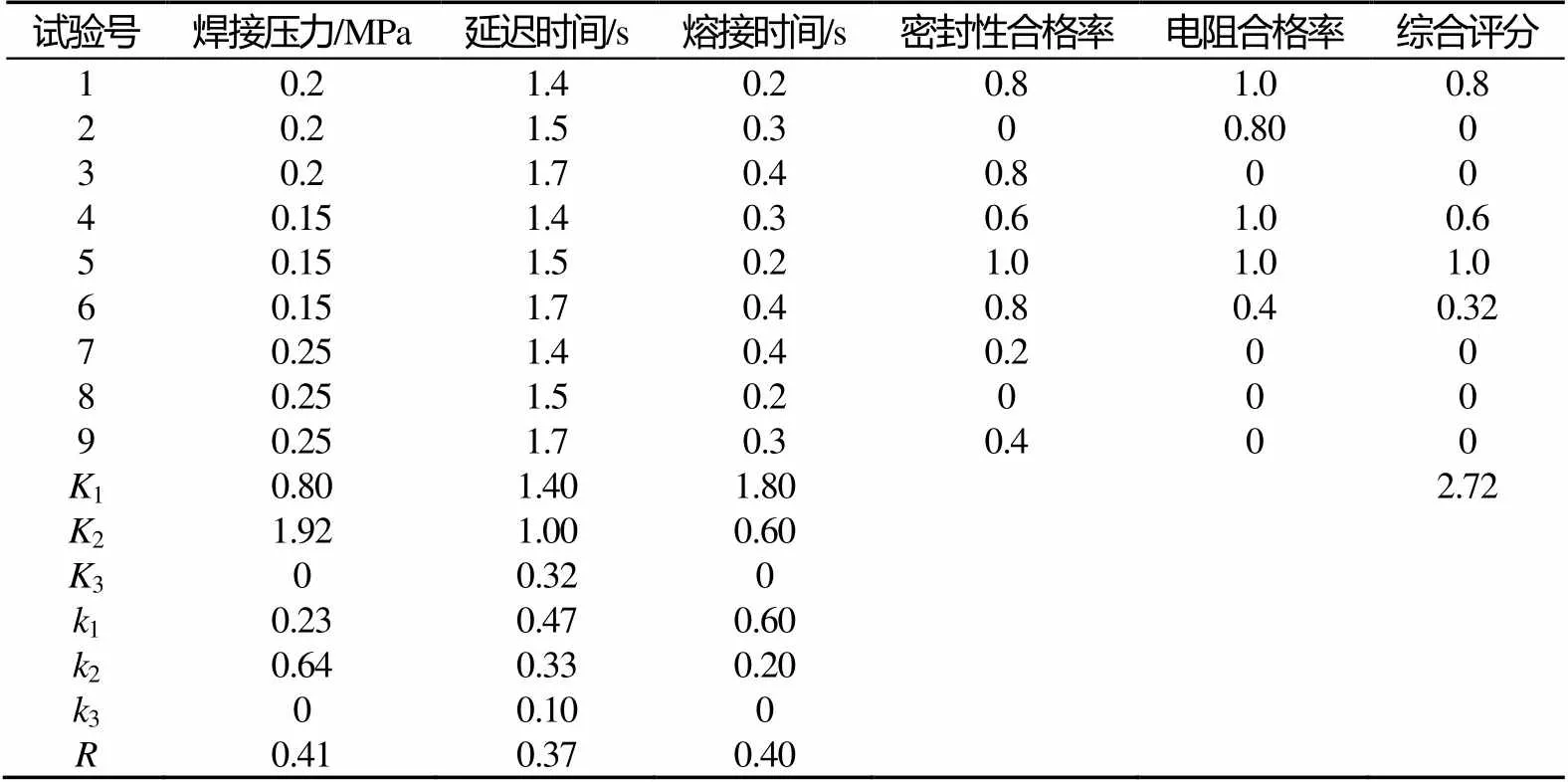
Tab.2 Results of L9(34)orthogonal experiment
表 3 方差分析表
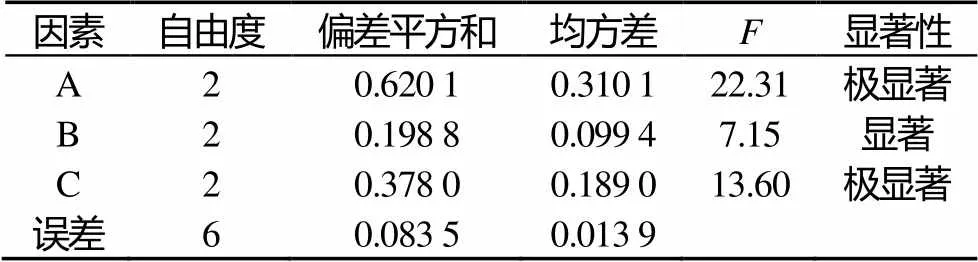
Tab.3 Variance analysis
0.05(2,6)=5.14,0.01(2,6)=10.92
2.2 超声波焊接对密封性的影响
根据正交试验结果表2分别做出工艺参数对密封性合格率影响趋势图,如图1所示。由图1可以看出,随着焊接压力增大,密封性呈恶化趋势。延迟时间和熔接时间对密封性的影响是非单调的。试验中的样品可能出现泄漏的位置主要有两个:一个是焊缝,另一个是电极插针和上端盖的连接位置。分析认为发振时机调度对密封性的影响体现在焊缝质量,而电极插针和上端盖的连接主要受到熔接时间的影响。
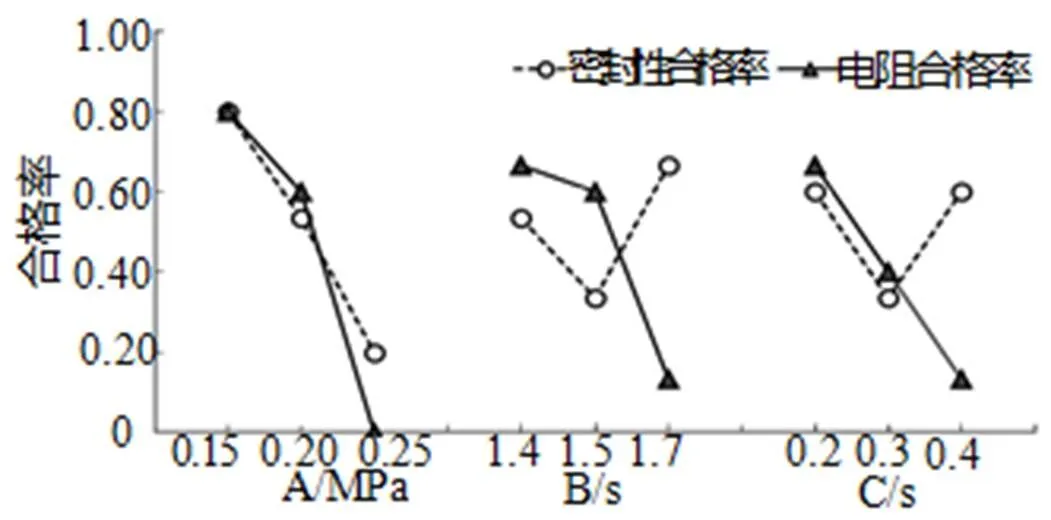
图1 工艺参数对密封性和电阻合格率影响趋势图
较短延迟时间可以使超声在空载的情况下使用较小功率起振并维持,然后以此稳定状态接触工件,进行焊接作业。这种方式可以有效地避免工件表面和内部的损伤。加长延迟时间,在焊头接触工件并产生稳定压紧之后再起振,预压紧力可以使超声线发生一定程度的形变,上下壳体形成平整的接触,超声负载稳定。以上两种模式的超声波都在相对稳定的工作状态,有利于形成可靠的焊缝。但在接触瞬间负载正在变化,此时发振工作状态不稳定,从而有可能发生焊接缺陷,影响密封性能。较短的熔接时间不会破坏插针与端盖的连接,较长的熔接时间在破坏之后形成了二次熔接,表现出密封性能较好,而介于二值之间的熔接时间会将插针与上端盖分离,因此产生泄漏。
2.3 超声波焊接对桥路电阻的影响
根据正交试验结果表2分别作出工艺参数对电阻合格率影响趋势图,如图1所示。由图1可以看出,电阻合格率与3个工艺参数均呈负相关关系,随着焊接压力增大、熔接时间延长,电阻合格率下降。观察解剖之后的样品发现,电极焊点破坏的趋势与此一致,在较高的焊接压力和较长的熔接时间作用下,发生电极插针脱出的缺陷的概率更高,见图2。这些缺陷直接导致插针电极与桥箔焊点被破坏,样品电阻不合格。
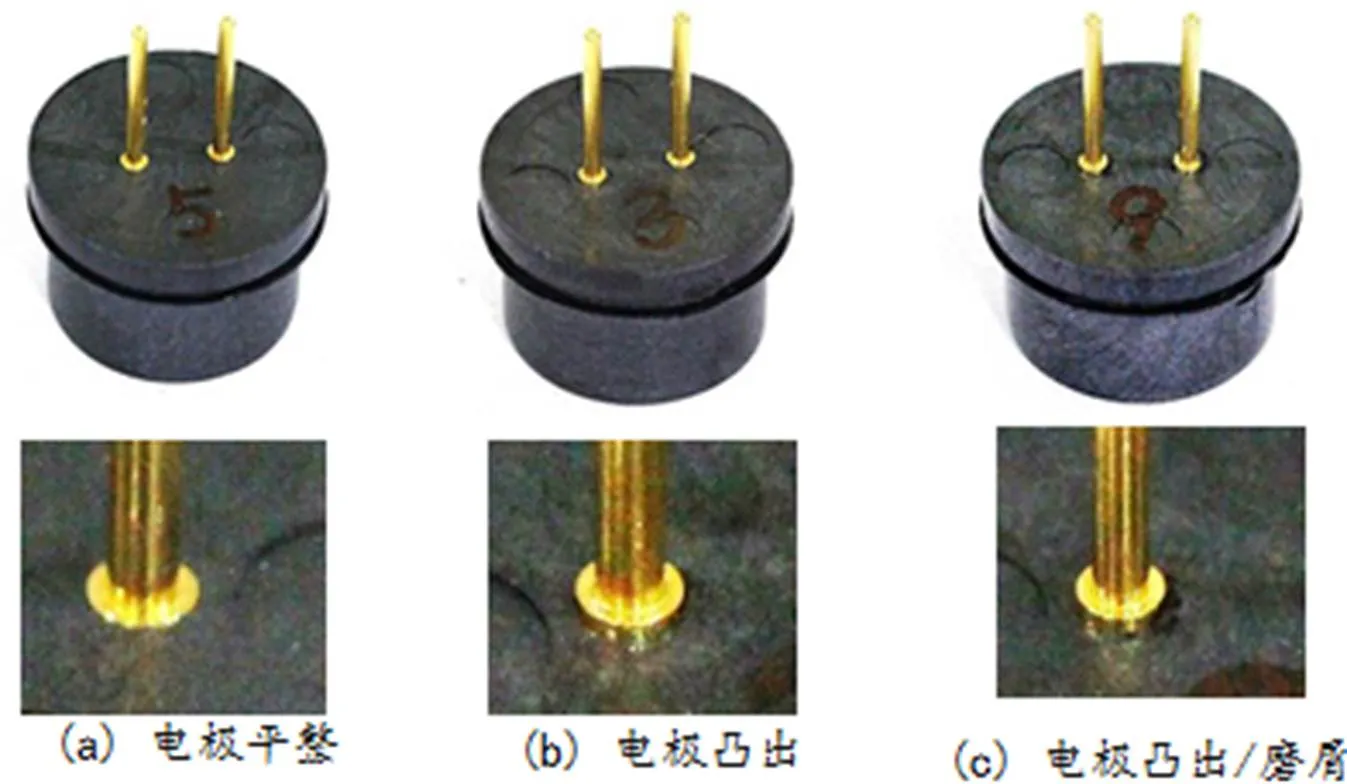
图2 焊接后样品电极松脱现象
根据超声焊接机的动作顺序,可以根据设定的延迟时间和熔接时间计算出超声波实际作用于工件的时间,如表4所示。由表4分析可知,焊接量由实际熔接时间和压力共同决定,焊接压力越大、实际熔接时间越长,焊接量越多。可以看出焊接件的电阻合格率与焊接量呈负相关。
表 4 焊接压力与实际熔接时间作用表
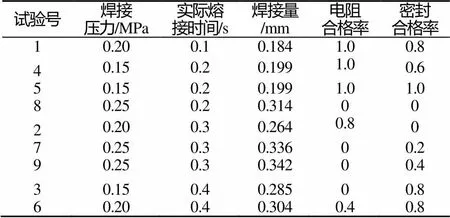
Tab.4 Interaction of the welding pressure with the actual welding time
对以上试验结果进行分析,认为焊点破坏电阻不合格的可能原因有3个:首先,材料性质的不同导致插针和壳体对超声波的响应不同,在连接位置产生应力集中,使插针和壳体发生相对位移;其次,随着焊接时间延长、焊接量增大,会造成上下壳体除了焊接环之外的位置接触,随着振动将插针顶出;第三,大焊接量以及干涉接触在超声波的作用下振动摩擦,产生大量的热,而金属插针电极导热快且热容较小,相比于高分子壳体升温更快,高温的电极使周围的材料发生局部软化甚至熔化,熔融状态的材料强度下降,更容易产生变形和破坏。
3 结论
本文通过正交试验的研究,发现超声波焊接工艺参数对火工品密封性和电阻影响显著。焊接压力对于密封性和电阻的影响最大,熔接时间次之,发振时机调度影响较小。随着焊接压力增大,密封性呈恶化趋势。延迟时间和熔接时间对密封性的影响是非单调的。较小的焊接压力、较短延迟时间和较短的熔接时间有利于保护零部件并形成可靠焊缝,焊接件密封性能好。电阻合格率与焊接量呈负相关关系,是焊接压力和实际熔接时间二者综合作用的结果。随着焊接压力升高、实际熔接时间延长,焊接量会增大,更有可能导致电极的焊点损坏和插针脱出等缺陷问题的产生,破坏桥路连通性并造成泄漏。其他焊接封装性能,例如焊接强度、在焊接过程中的温度场变化等,有待进一步研究。
[1] 杨德.试验设计与分析[M].北京:中国农业出版社, 2002.
[2] 范阳阳,杨春利,刘文歌,范成磊,付业军,林三宝.超声波在焊接领域的应用及研究进展[J].焊接,2010 (11):15-19.
[3] 高阳,陈风波,赵云峰.塑料超声波焊接质量影响因素的研究进展[J].宇航材料工艺, 2006 ,36(6):9-13.
[4] 周玉生,闫久春,董震,杨士勤.塑料超声波焊接过程及质量研究 I焊接过程接头熔化状态分析[J].材料科学与工艺,1999 (S1):54-56,60.
Effect of Ultrasonic Welding on Sealing Property of Initiating Explosive Device
YANG Ning,FU Qiu-bo,SUN Xiu-juan
(Institute of Chemical Materials, CAEP, Mianyang, 621900)
The influence of ultrasonic welding parameters on leakage rate and resistance of initiating explosive device was studied, based on the orthogonal experiment. The experiment results showed that, welding pressure has the highest effect on sealing property and resistance, welding time has certain effect, while the effect of vibration location is little. With the increase of welding pressure and prolong of welding time, the welding amount would be enlarged, the defects of electrode pins loosing up during the process would exist more possible, which would induce the leakage of initiating explosive device.
Initiating explosive device;Ultrasonic welding;Leakage rate;Resistance;Orthogonal experiment
1003-1480(2017)01-0058-03
TJ450.5
A
2016-11-11
杨宁(1973 -),女,技师,主要从事火工品工艺技术研究。
