高亲水中空涤纶短纤维纺丝工艺探讨
2017-04-20张鑫
张 鑫
(中国石化股份有限公司天津分公司化工部,天津 300271)
高亲水中空涤纶短纤维纺丝工艺探讨
张 鑫
(中国石化股份有限公司天津分公司化工部,天津 300271)
以特性黏数0.598 dL/g的高亲水聚酯切片为原料,采用双C型喷丝板生产高亲水中空涤纶短纤维,探讨了生产工艺条件对产品质量的影响。结果表明:控制高亲水聚酯切片的含水率小于30 μg/g,组件初始压力9.5~11.0 MPa,纺丝温度276~282 ℃,环吹风温度23~25 ℃、速度1.0~1.1 m/s,拉伸槽温度58~63 ℃,紧张热定型温度140~150 ℃,总拉伸倍数2.20~2.25等工艺条件,纺丝过程稳定,后加工顺利;上述工艺条件下,生产的2.53 dtex高亲水中空涤纶短纤维产品质量达到预期效果,断裂强度2.23 cN/dtex,断裂伸长率22.5%,回潮率1.17%,中空度大于等于20%。
聚对苯二甲酸乙二醇酯纤维 短纤维 高亲水纤维 中空纤维 生产工艺
聚酯纤维(俗称涤纶)作为世界第一大合成纤维品种,具有成本低、强度高、去污性能好等特点而被广泛应用于服装面料以及其他领域。然而涤纶也是一种典型的疏水性纤维,在20 ℃、相对湿度65%时的回潮率仅为0.4%[1],穿着舒适度低,透气性差。高亲水纤维系列产品的研发更加重视多种差别化、功能性技术的整合发挥,强调聚合、纺丝、织造、染整技术的相互融合,整体调控纤维光泽、手感、以及热湿舒适性能,满足人类在新技术时代的需求[2]。作者以通过化学改性方法加入亲水官能团的高亲水聚酯切片为原料,利用物理改性方法进行中空纤维的纺制,纤维具有弹性好、手感丰满、抗变形和起毛球能力强、易洗快干、免烫性好等特点,同时因其亲水特性和芯吸效应,能将体表湿气迅速而自然地排出,具有优异的柔软性、保暖性、亲肤性、舒适性。
1 试验
1.1 原料
高亲水聚酯切片:特性黏数([η])为0.598dL/g,玻璃化转变温度63.91 ℃,热结晶温度152.29 ℃,熔点241 ℃,采用化学改性方法在对苯二甲酸、乙二醇中添加第三单体间苯二甲酸乙二酯-5-磺酸钠(SIPE)、第四单体聚乙二醇(PEG)和第五单体(亲水剂)进行共聚反应,切片表面接触角为55°~60°,东华大学提供。
1.2 生产设备与仪器
干燥设备:流化床预结晶器加充填干燥塔,干燥能力500kg/h,英国Rosin公司制;纺丝卷绕设备:6纺丝位,螺杆挤压机能力480kg/h,牵引机最大纺速2 000m/min,日本ABE机械工程公司制;纺丝空调:瑞士Luwa公司制;后加工设备:拉伸后丝束总线密度6.67×105dtex,最大生产速度300m/min,生产线PCS自动控制,德国Fleissner公司制。
Lenzingskop400线密度仪:奥地利兰精公司制;Lenzingskop400等速伸长型单纤维强伸度仪:奥地利兰精公司制;XH-1单纤维热收缩仪:上海新纤仪器有限公司制。
1.3 生产工艺
高亲水聚酯切片经脉冲输送至中间料仓,送至流化床充填干燥,再经螺杆挤压机、增压泵、熔体过滤器、纺丝箱体、环吹风冷却、卷绕、横动落桶装置、集束、拉伸、紧张热定型、冷却机、二次上油、卷曲、松弛热定型、切断、打包,得到高亲水中空涤纶短纤维。
主要工艺参数如下:
(1)纺丝工艺条件
结晶器进风温度150~155 ℃,干燥时间5~6h,组件初始压力为9.5~11.0MPa,纺丝温度为276~282 ℃,环吹风温度23~25 ℃,单纺丝位环吹风速度1.0~1.1m/s。纺丝速度950~1 050m/min,原丝线密度4.40~4.65dtex。
(2)后加工工艺
拉伸后丝束总线密度为6.67×105dtex,拉伸槽温度为58~63 ℃,第二拉伸机温度为65~75 ℃,第三拉伸机温度为105~115 ℃,紧张热定型温度140~150 ℃,总拉伸倍数2.2~2.25,卷曲机温度65~75 ℃,松弛热定型温度55~65 ℃,生产速度80~110m/min。
1.4 测试方法
力学性能:从已平衡的试样中随机取出1根纤维,用规定名义隔距长度和拉伸速度在仪器上拉伸至断裂时,得出断裂强度与断裂伸长率。测试50根取得平均值。
回潮率:采用箱内热称法测试。称取(50±0.01)g的试样,在(105±3)℃烘箱烘燥1h后称重,根据烘燥前后质量差计算。
中空度:将纤维试样切断做成金属断面,放置于显微镜下,测定一个视野中该断面的内外直径,进而计算得出纤维断面空腔的面积占纤维断面周界内面积的百分数即为中空度。
干热收缩率:随机取平衡后纤维约5g,随机取出6小束,每束取5根,用热收缩率测定仪测定单根纤维经干热空气处理前后的长度变化,最后取其平均值。
2 结果与讨论
2.1 喷丝板的设计
改变喷丝孔形状是对纤维物理改性最直观和行之有效的方法,而纺制中空纤维,喷丝板的设计和选择直接影响到中空纤维的成形和纺丝能否顺利进行。中空喷丝板截面设计包括:单C、双C、八角、多弧等,以孤型设计居多。一般来说,喷丝板圆弧形狭缝设计越多,熔体经挤出、膨化、粘合后,所形成的中空腔体形状越规整,但过多的圆弧和缝隙设计对加工精度要求极高,导致喷丝板强度变低,易损坏,清洗困难[3]。
喷丝板的结构参数(如孔数、孔排列方式、孔的间距形状等)也是喷丝板设计的技术关键。这些参数的制定,受装置生产能力、工艺空调冷却能力、卷绕机速度、喷丝板的直径及纤维成形效果和质量要求等综合因素的影响。
综合考虑生产能力、成形效果、板面面积、冷却能力、加工和清洗难易等因素,选用双C型喷丝板,孔数为1 800,同心圆排布,共8圈,孔与孔间距不小于2.2mm,以保证丝束有良好的成形效果和冷却效果。
2.2 组件初始压力和组件温度
组件初始压力的大小取决于组件过滤层结构及流经熔体的温度,不同的品种要求组件初始压力不同。中空截面形状涤纶要求组件初始压力较常规涤纶高,提高组件中砂腔金属砂的添加量能够改善熔体的流动性,增强过滤效果,减少微量杂质进入喷丝孔,有利于纤维截面的形成。同时,亲水单体的加入使熔体的热稳定性变差,易产生降解,导致大分子链断裂,易产生毛丝、飘丝、断头、粘板等现象。控制组件初始压力在9.5~11.0MPa,组件温度在276~280 ℃,纺丝能够顺利进行,中空成形良好,原丝中空度大于等于25%。
2.3 切片干燥
亲水单体的加入破坏了亲水聚酯中链段的规整性,使得共聚酯的结晶能力下降,同时由于第三单体磺酸基团的极性和空间位阻,使晶体的生长受到影响,形成的晶粒尺寸较小,导致其在较低的温度下即可熔融,结晶温度以及切片的软化点偏低[4]。由于原料的亲水特性以及纺制中空纤维对干燥后切片含水率更高的要求(切片含水率在30μg/g以下),需要对干燥工艺控制更加精确。试验初期曾出现堵料、粘连现象,采取适当降低干燥风温、减少喂入量、延长干燥时间的方法,压缩空气露点降至-77 ℃,结晶器与干燥塔进风温度控制150~155℃,干燥时间5~6h,干燥过程恢复平稳,干切片的含水率达到30μg/g以下,黏度降小于0.015dL/g。
2.4 纺丝温度
纺丝温度的设定关系到高亲水纤维纺丝能否顺利进行。亲水切片因第三单体、第四单体和亲水单体的加入,破坏了大分子链结构的规整性,在较低的温度下即可熔融。一方面,切片的可纺性变差,导致原丝的拉伸性能变差,需要适当提高纺丝温度,降低熔体黏度,改善其流动性能,提高初生纤维剩余拉伸倍数,保证后加工拉伸工序顺利进行;另一方面,熔体的热稳定性变差,易产生降解,导致大分子链断裂,产生毛丝、飘丝、断头、粘板等现象。
纺丝温度对中空纤维的成形也有很大影响。纺丝温度高,熔体黏度小,熔体出喷丝孔后膨化现象大大降低,熔体形变阻力下降,表面张力随之下降,熔体细流产生表面萎缩,从而使空腔部分变小,原丝中空度减少;纺丝温度低,熔体黏度增大,熔体形变阻力和表面张力大,有利于中空的形成,但熔体温度太低、熔体流动性差、纺丝成形不好,同时黏度增高使熔体在喷丝孔中切应力增大,熔体与毛细孔管壁之间的粘附力减弱,在壁上产生滑移,引起不稳定流动,造成熔体破裂,出现硬头丝等现象。根据亲水聚酯切片原料性质和生产中空截面纤维工艺要求,纺丝温度选择在276~282 ℃为宜。
2.5 冷却成形条件
亲水单体的加入破坏了大分子链结构的规整性,纤维可纺性变差,相对缓和的冷却条件,可以降低原丝预取向度,提高剩余拉伸倍数,有利于后加工的顺利进行。然而过于缓和的冷却条件极易使丝束冷却不透,或者导致中空度降低,截面内圆偏小、壁偏厚。一般来说提高环吹风速度,冷却条件加剧,熔体细流的固化速率加快,使得在纺程上形成的空腔部分来不及萎缩而加快固化,有利于中空纤维内空腔的形成,但环吹风速度太高会造成丝条摇晃抖动,使喷丝板板面的温度下降,出丝不畅,易产生硬丝、并丝、断头等现象[5]。降低环吹风温度,冷却成形条件加剧,提高熔体细流的固化速率,有利于中空度的提高,但是降低环吹风温度的同时,原丝剩余拉伸倍数降低,给后加工带来困难。综合考虑各项因素,选择环吹风温度为23~25 ℃、速度为1.0~1.1m/s。
2.6 后加工工艺条件的控制
2.6.1 拉伸与紧张热定型温度
高亲水聚酯玻璃化转变温度为63.91 ℃,在第一道油水浴拉伸中油剂的增塑作用下控制拉伸槽内温度为58~63 ℃即可满足顺利拉伸的要求。拉伸工序与紧张热定型温度的选择应比常规棉型涤纶后加工时要低些,在满足拉伸过程不产生毛丝、绕辊的前提下,适当提高紧张热定型温度对成品纤维的断裂强度、断裂伸长率、180 ℃干热收缩率等指标有一定贡献,但亲水中空涤纶短纤维的目的不在于追求高强高模,紧张定型温度越高会使成品纤维的中空度损失更多。因此,综合考虑各项因素的影响,控制紧张热定型的温度在140~150 ℃为宜。
2.6.2 拉伸倍数
高亲水聚酯中链段的规整性降低,结晶能力下降,可拉伸性能降低,拉伸倍数的选择对纤维拉伸的稳定运行有重要影响,同时还要兼顾成品丝中空度、手感等影响。在实际生产中,总拉伸倍数为2.20~2.25,选择一次拉伸成形的方法,即所有的拉伸基本在一级油浴拉伸完成,能够提高生产的稳定性,有效减少缠丝、绕辊等现象,拉伸、生产过程较为顺利。
2.7 产品测试结果
应用以上工艺生产的高亲水中空短纤维,线密度为2.53dtex,断裂强度为2.23cN/dtex,断裂伸长率为22.5%,180 ℃干热收缩率为9.6%,回潮率为1.17%(普通纤维回潮率为0.4%~0.8%),中空度大于等于20%,相关物性指标和截面形状见表1与图1。

表1 亲水中空涤纶短纤维质量指标Tab.1 Quality index of hydrophilic hollow PET staple fiber
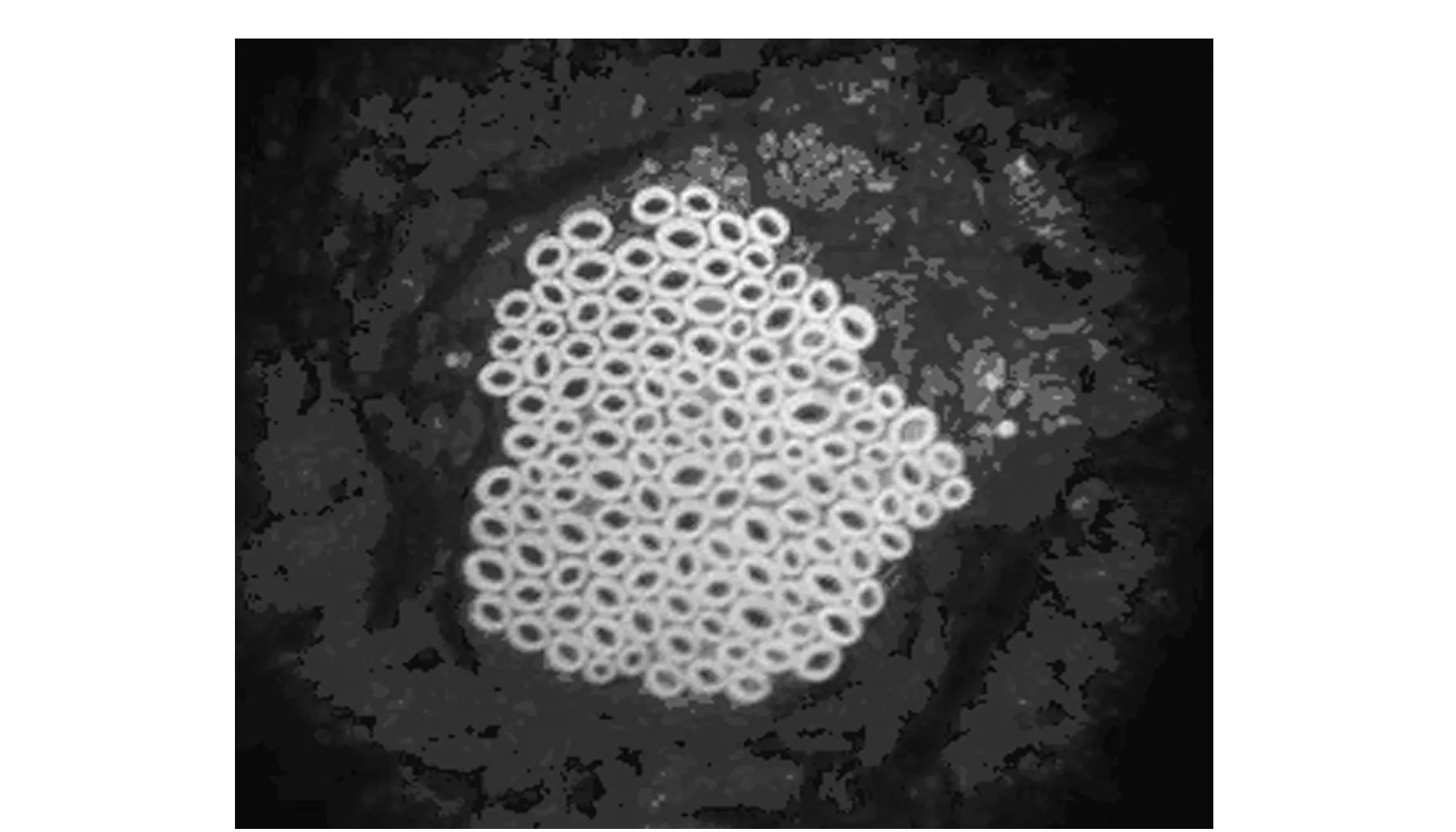
图1 高亲水中空涤纶短纤维截面示意Fig.1 Cross section diagram of high-hydrophilicity hollow PET staple fiber
产品应用表明,高亲水中空涤纶短纤维具有常规涤纶良好的力学性能、耐热性的同时,利用聚酯分子结构可设计性和中空的芯吸效应,提高了其亲水和透气性能,具有保暖亲肤、舒适性高等特点,产品质量达到预期效果。
3 结论
a. 生产高亲水中空涤纶短纤维时,根据装置的具体情况选择合适的喷丝板(双C型),控制组件初始压力为9.5~11.0 MPa,纺丝温度为276~282 ℃,纺丝过程稳定。
b. 采取适当降低干燥风温、减少喂入量、延长干燥时间的方法,可以减少亲水聚酯切片堵料、粘连现象。
c. 冷却工艺的设定在保证中空纤维成形的同时,应尽量提高剩余拉伸倍数,有利于后加工工序的顺利进行。
d. 选择适当的拉伸和热定型温度,在保证拉伸过程稳定的基础上兼顾纤维手感、中空度等物性指标,油浴阶段一次拉伸完成的办法,能够提高生产的稳定性,有效减少缠丝、绕辊等。
[1] 王显楼,施蕴玉,陈理.高吸水涤纶的制备及结构、性质[J].合成纤维工业,1987,10(1):42-49.
Wang Xianlou, Shi Yunyu, Chen Li. Preparation, structure and properties of high-hydrophilicity polyester fiber[J]. Chin Syn Fiber Ind, 1987,10(1):42-49.
[2] 王鸣义.超仿棉聚酯纤维的开发现状及发展前景[J].纺织导报,2011(2):26-28.
Wang Mingyi. Development status quo and potential of cotton-like PET fiber[J].Chin Text Lead, 2011(2):26-28.
[3] 崔岩.熔纺中空纤维喷丝板的设计与应用[J].河南化工,2002(11):38-40.
Cui Yan.Design and application of profile spinnerets for melt-spinning hollow fibers[J].Henan Chem Ind,2002(11):38-40.
[4] 方孝芬,王朝生.新型阻燃亲水聚酯纤维的制备及其性能[J].纺织学报,2013,34(2):18-22.
Fang Xiaofen, Wang Chaosheng. Preparation and properties of new flame retardant hydrophilic polyester[J]. Chin Text Lead, 2013, 34(2):18-22.
[5] 秦伟明.3.33 dtex中空短纤维纺丝加工工艺研究[J].合成纤维工业,1999,22(3):47-49.
Qing Weiming. Study on the spinning process of ECDP staple[J].Chin Syn Fiber Ind, 1999,22(3):47-49.
Discussion of spinning process of high-hydrophilicity hollow polyester staple fiber
Zhang Xin
(ChemicalEngineeringDivision,SINOPECTianjinCompany,Tianjin300271)
A high-hydrophilicity hollow polyester staple fiber was prepared from a high-hydrophilicity polyester chip with the intrinsic viscosity of 0.598 dL/g by using a double C-shaped spinneret. The effect of process conditions on the product quality was discussed. The results showed that the spinning process was stable and the post-processing process was smooth under the conditions as followed: water content of high-hydrophilicity polyester chip below 30 μg/g, initial pressure of spin pack 9.5-11.0 MPa, spinning temperature 276-282 ℃, cross air blow temperature 23-25 ℃ and speed 1.0-1.1 m/s, drawing temperature 58-63 ℃, heat setting temperature 140-150 ℃ under tension, total draw ratio 2.20-2.25; the produced 2.53 dtex high-hydrophilicity hollow polyester staple fiber was of the quality satisfying the desired level with the breaking strength of 2.23 cN/dtex, elongation at break 22.5%, moisture regain 1.17% and hollowness not less than 20% under the above process conditions.
polyethylene terephthalate fiber; staple fiber; high-hydrophilicity fiber; hollow fiber; production process
2017- 01-13; 修改稿收到日期:2017- 03-01。
张鑫(1980—),男,工程师,主要从事差别化化纤的研究与开发工作。E-mail:alaxin@sina.com。
TQ342+.21
B
1001- 0041(2017)02- 0059- 04
