铜电解提高电解液温度的生产实践
2017-04-20乐安胜
乐安胜
(大冶有色金属集团控股有限公司, 湖北 黄石 435005)
铜电解提高电解液温度的生产实践
乐安胜
(大冶有色金属集团控股有限公司, 湖北 黄石 435005)
运用理论估算,分析单槽电解液的热量平衡。根据生产实践,得出了当电解液温度提升到65~67℃,对添加剂单耗、电解液蒸发量等没有明显的影响,有利于降低直流单耗和提升阴极铜质量。
铜电解; 永久阴极法; 槽温; 阴极铜质量
0 前言
在铜电解中,电解液的温度控制关系到阴极铜的能耗、质量以及现场环境等,是关键的控制工艺参数,一般厂家控制在58~65 ℃之间。普遍认为提高温度,添加剂的分解加快,使添加剂消耗增加,加剧铜的化学溶解,使电解液脱铜量增加,电解液蒸发量增大[1-7]。
大冶有色30万t永久阴极法电解系统自2012年10月投产,2014年5月系统达产达标,所产DJ-B牌阴极铜于2015年8月在英国LME注册成功。电解液循环采用的下进上出的循环方式,使用钛板换热器蒸气对电解液加热,电流密度控制在300 A/m2左右[8],工艺参数如表1。2015年3月开始将电解液温度由63~65 ℃提升至65~67 ℃。
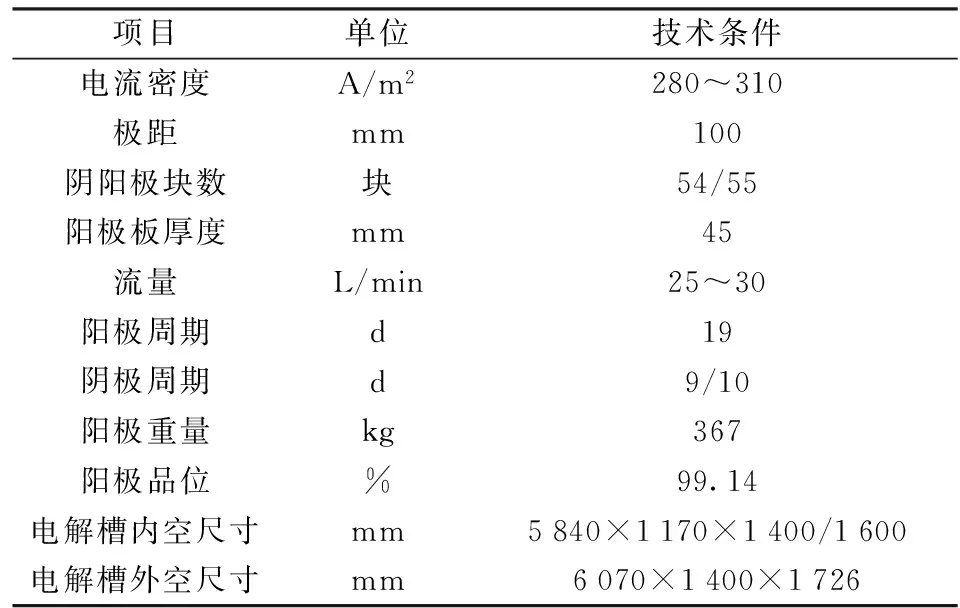
表1 大冶有色永久阴极法工艺参数
1 单槽电解液的热量平衡
在铜电解过程中为保证电解液温度,需要在电解液循环中进行加热,以补充各种散热损失。铜电解过程中也会产生大量的焦耳热,在高电流密度情况下,这种热量弥补部分电解液散热损失。取一槽初步估算电解液的热量平衡如下:
电解过程中产生的焦耳热,其计算公式如下[9]
Q=4.18×0.239EIt×10-3
(1)
式中E——消耗于克服电解液阻力的槽压,V,为槽电压的50%左右;
I——电流强度,A;
t——时间,为3 600 s。
槽压取0.31 V,即E为0.155 V,I取33 500 A,计算得Q=1.86×104 kJ/h。
电解槽液面水蒸发热损失q1:
q1=mc
(2)
式中m——蒸发量,kg,经验估值为3.5 kg/h;
C——水汽化热, kJ/ kg,取2 347.2 kJ。
计算q1=8.22×103kJ/h。
电解槽面液面辐射与对流损失q2:
q2=K1(t1-t2)F1
(3)
式中K1——辐射与对流损失联合导热系数,kJ/(m2·h·℃),取39.35;
t1-t2——电解液与车间空气温度差,℃;
F1——传热面积,即电解槽液面,m2。
电解液表面温度为65 ℃,空气温度为30 ℃,计算F1为4.45 m2。
计算q2=6.13×103kJ/h。
电解液外壁的辐射与对流的热损失q3:
q3=K2(t1-t2)F2
(4)
式中K2——对钢筋混泥土槽壁,kJ/(m2·h·℃),当槽壁温度为车间室温时,取35.17;
t1-t2——电解槽壁与车间空气温度差℃;
F2——电解槽外表面积,m2。
电解槽壁温度为40 ℃,空气温度为30 ℃,计算F2为13.33 m2。
计算q3=4.69×103kJ/h。表2为单槽电解液热平衡表。
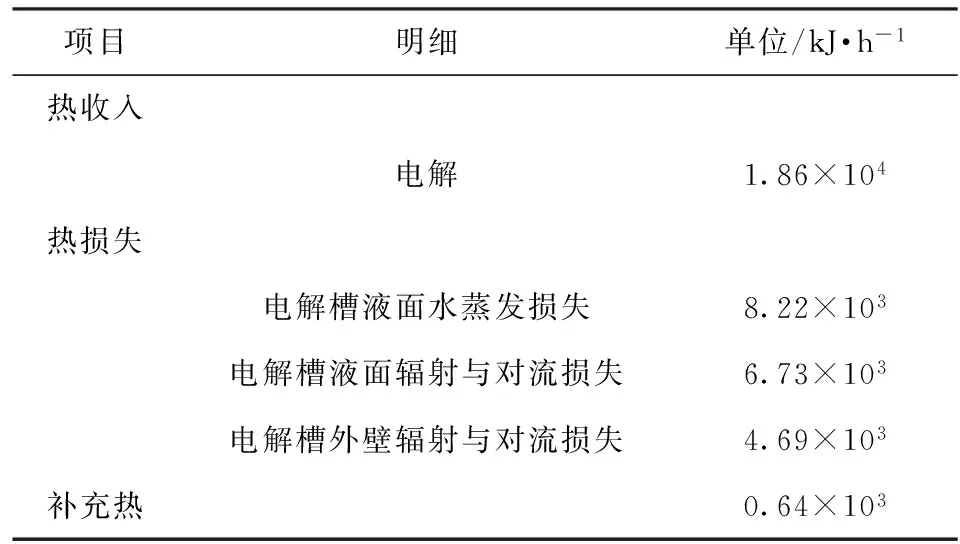
表2 单槽电解液热平衡表
电解槽槽面进行覆盖,实际辐射导热系数比理论值小。新电解槽保温效果好,实际槽壁导热系数也远低于理论值。在生产实践中,当室温达到30 ℃时,基本不需要对电解液进行加热。当室温达到35 ℃时,槽面不覆盖,电解液不进行蒸气加热,温度依然保持在65~67 ℃。提高电解液温度并不会增加多少蒸气消耗。
2 提高电解液温度生产实践
2.1 提高电解液温度对添加剂用量的影响
在铜电解中连续的加入添加剂,确保阴极铜板面平整光滑和结晶的致密,主要有明胶、硫脲和盐酸,部分厂家加入阿维酮[10-13]。
明胶是一种胶体,其分子结构中含有羧基和氨基,在电解过程中,逐步分解为小的分子明胶或者氨基酸等简单物质。在酸性电解液中,胶具有时效性,随着时间推移,会完全失效而不易产生积累。一般认为胶的分解与Cu2+无关,主要受H2SO4和温度的影响。提高温度会加快分解[14]。2014~2015年明胶单耗趋势对比如图1。
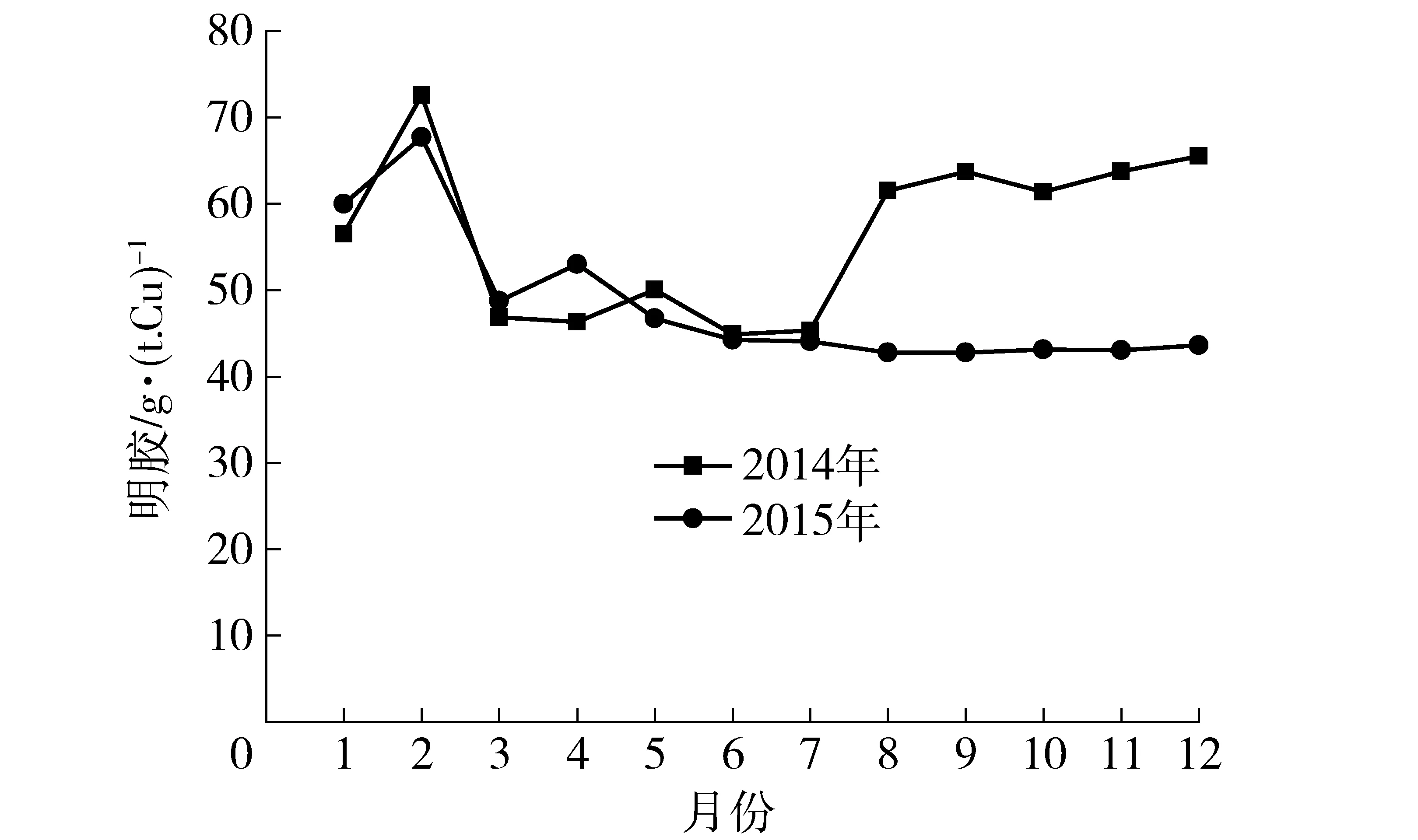
图1 2014~2015年明胶单耗
从图1可以看出明胶的单耗没有因为温度提高而增加,2015年基本维持在45 g/t.Cu,比2014年的平均56.5 g/t.Cu有所下降。说明提高一定的温度,没有加快明胶分解而增加单耗。
硫脲的分子式为(NH2)2CS,为白色结晶。在铜电解中,在阴极液层中或直接在阴极表面生成两种化合物,即Cu2S和[Cu(N2H4CS)4]2SO4,主要是细化结晶。硫脲在纯水中比较稳定。随着电解液温度升高以及Cl-浓度增大,其分解速度加快[15]。2014~2015年硫脲单耗趋势对比如图2。
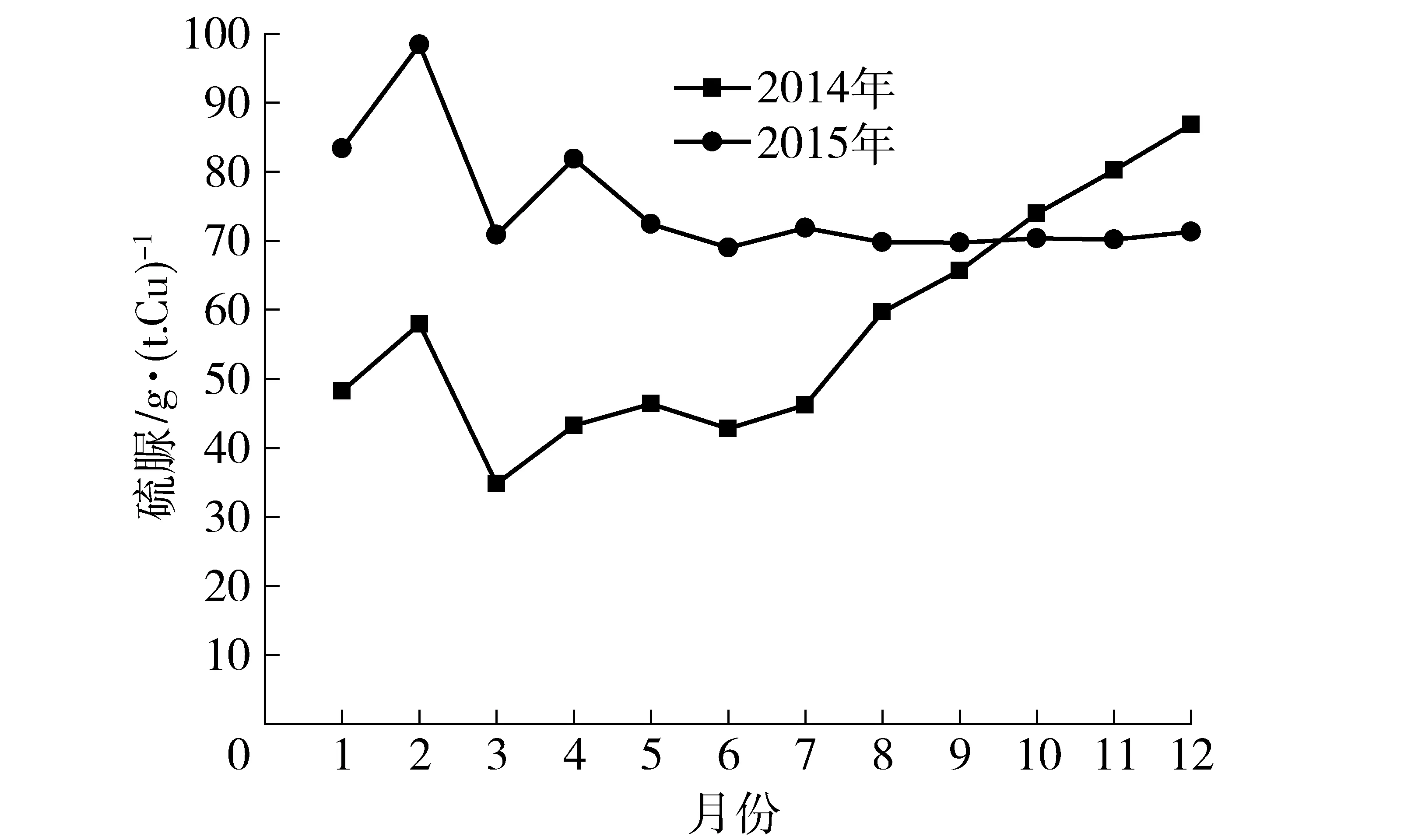
图2 2014~2015年硫脲单耗
从图2可以看出硫脲的单耗2015年有所增加, 2015年平均为75 g/t.Cu,比2014年的平均57 g/t.Cu有所增加。这主要是从2014年9月份开始提高硫脲用量,确保阴极铜结晶致密,与提高电解液温度无关。
一般认为,盐酸作为添加剂,对铜电解过程有去极化作用,同时使阴极铜板面粗糙。在生产实践中,盐酸用量与其他添加剂用量之间存在相应的关系。2014~2015年盐酸单耗趋势对比如图3。
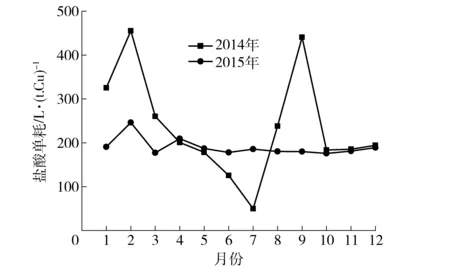
图3 2014~2015年盐酸单耗
从图3可以看出盐酸的单耗2015年非常稳定,平均为189 L/t.Cu,比2014年的平均236.4 L/t.Cu有所降低。这主要是2015年全年生产稳定,盐酸加入基本维持在160 L/d,提高电解液温度无影响。
2.2 提高电解液温度对电解液蒸发量的影响
电解温度提高后,液面的蒸发量必然会增加。在24 ℃室温、空气湿度70%情况下,60 ℃的电解液蒸发量为1.35 kg/m2·h,当升到65 ℃时蒸发量1.76 kg/m2·h,增加约30%。因蒸发量无法精确统计,用向系统补水量作为参考,2014~2015年系统补水量对比如图4。
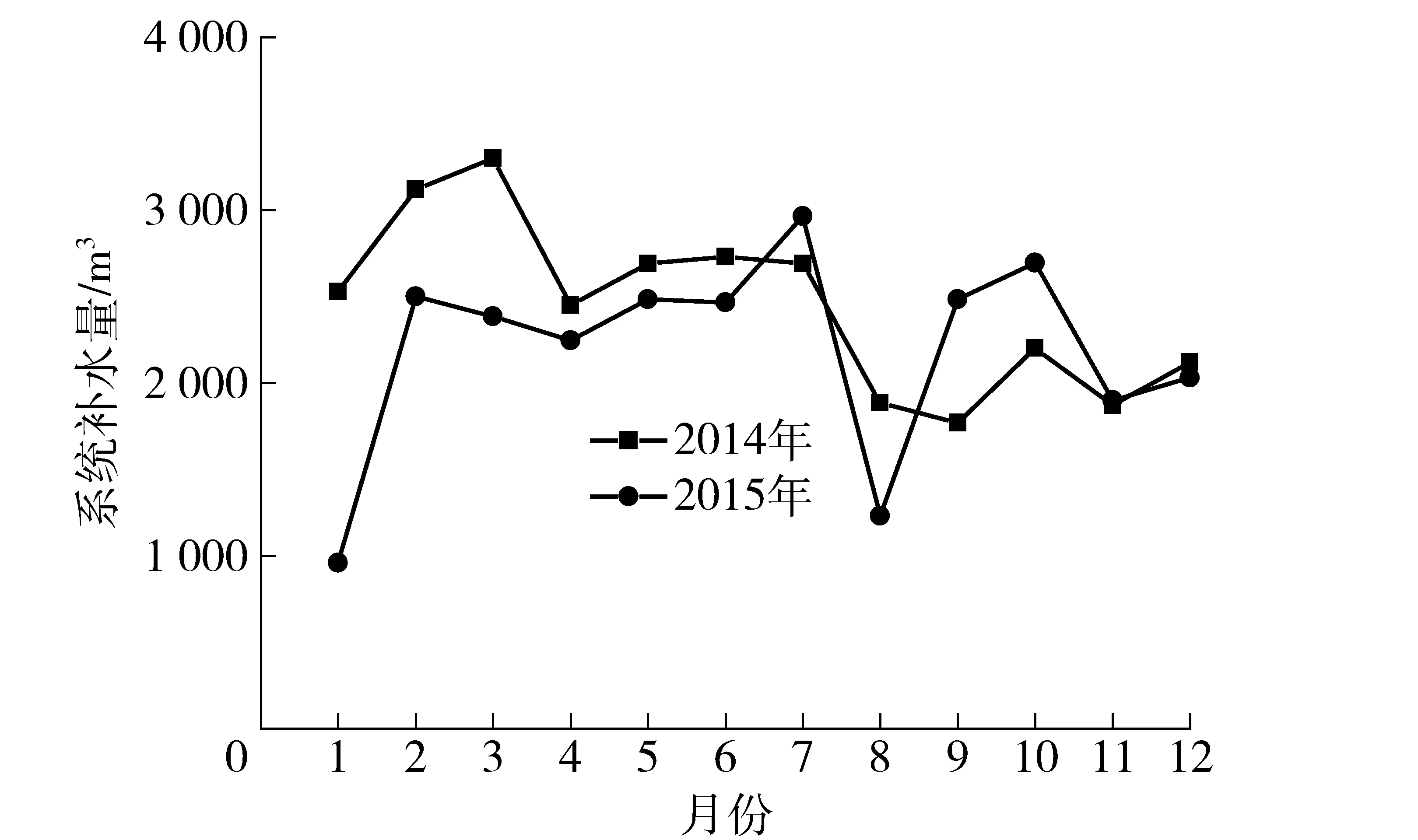
图4 2014~2015年补水量
从图4可以看出两年的补水量变化不大,2015年平均2 195 m3/月,比2014年的平均2 446 m3/月,全年总体有略下降。蒸发量应该是有所增加,但没有大幅剧增,且部分水汽槽面蒸发后在槽盖布冷凝后,掉入槽里,所以系统补水量没有大幅增加。现场环境依然如同以前一样,没有恶化。
2.3 提高电解液温度对电解液净化量的影响
在铜电解中有部分Cu+离子存在,它与Cu2+有如下平衡:
(5)
温度升高,有利于向生成Cu+的方向移动,后期与空气接触,被氧化成Cu2+从而使电解液中的含铜浓度上升。升温也会加剧了铜在电解液中的化学溶解,使电解液中的含铜浓度更进一步地提高,从而增加电解液净化的出液量。2014~2015年电解液净化出液量如图5。
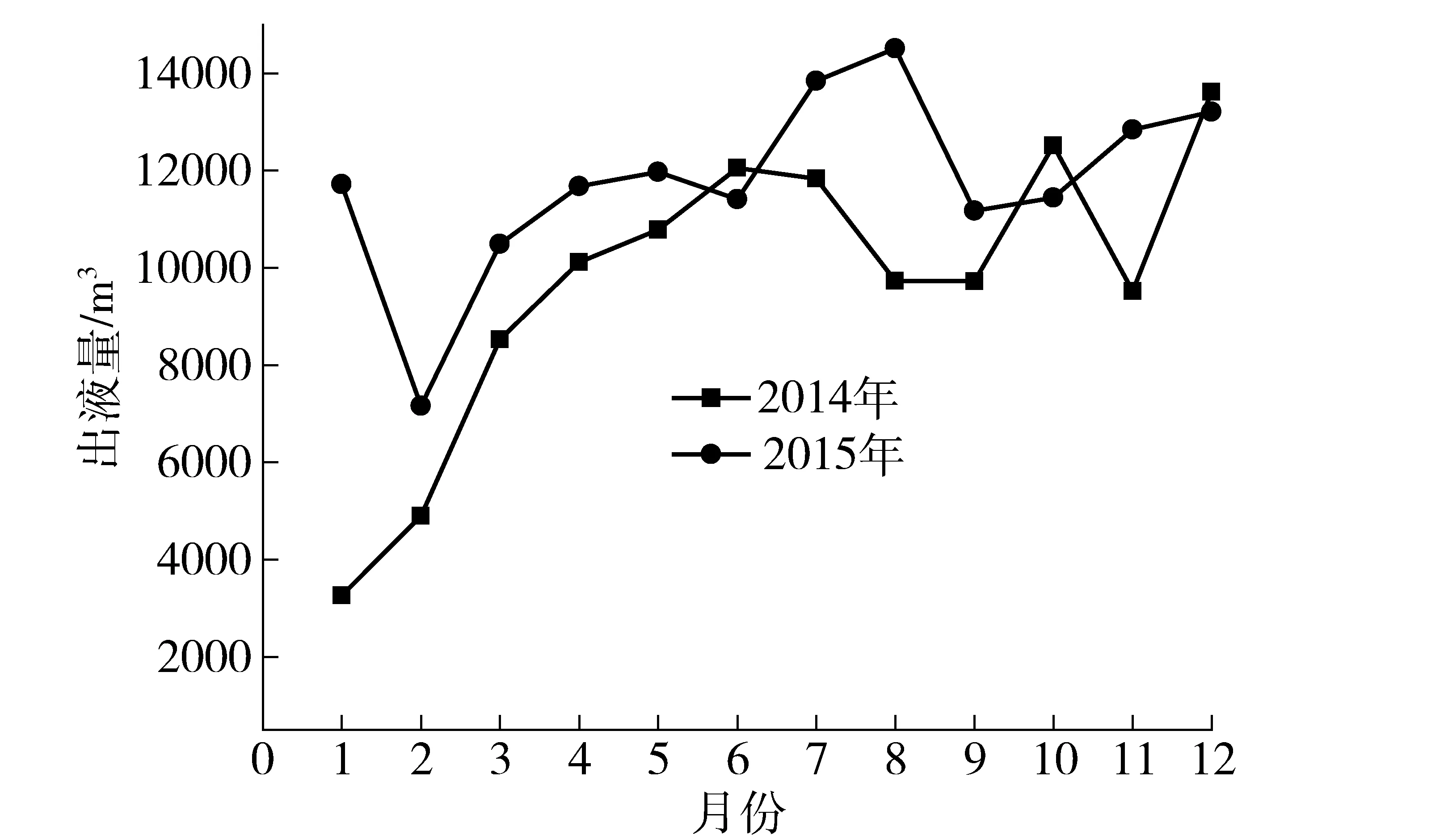
图5 2014~2015年电解液净化量
从图5可以看出2015年略有增加, 2015年平均出液11 786 m3/月, 2014年平均出液9 715 m3/月。这是因为2015年总产量增加10.7%,为确保阴极铜质量,加大了电解液净化量,温度提升对其影响不明显。
2.4 提高电解液温度对直流单耗的影响
提高电解液的温度,有利于降低电解液的粘度,使漂浮的阳极泥容易沉降,增加电解液纯度。增加离子的扩散速度,减少电解液的电阻,从而提高电解液的导电率,降低电解槽的电压降。一般认为在50~60 ℃时,温度每升高1 ℃,电解液的电阻约减少0.7%[16-17]。
在永久法电解系统,在295 A/m2的电流密度下,测量不同槽温下平均槽压变化趋势如图6。

图6 槽温与槽压关系
从图6可以看出电解液温度上升1 ℃,槽压大约下降0.002 V。
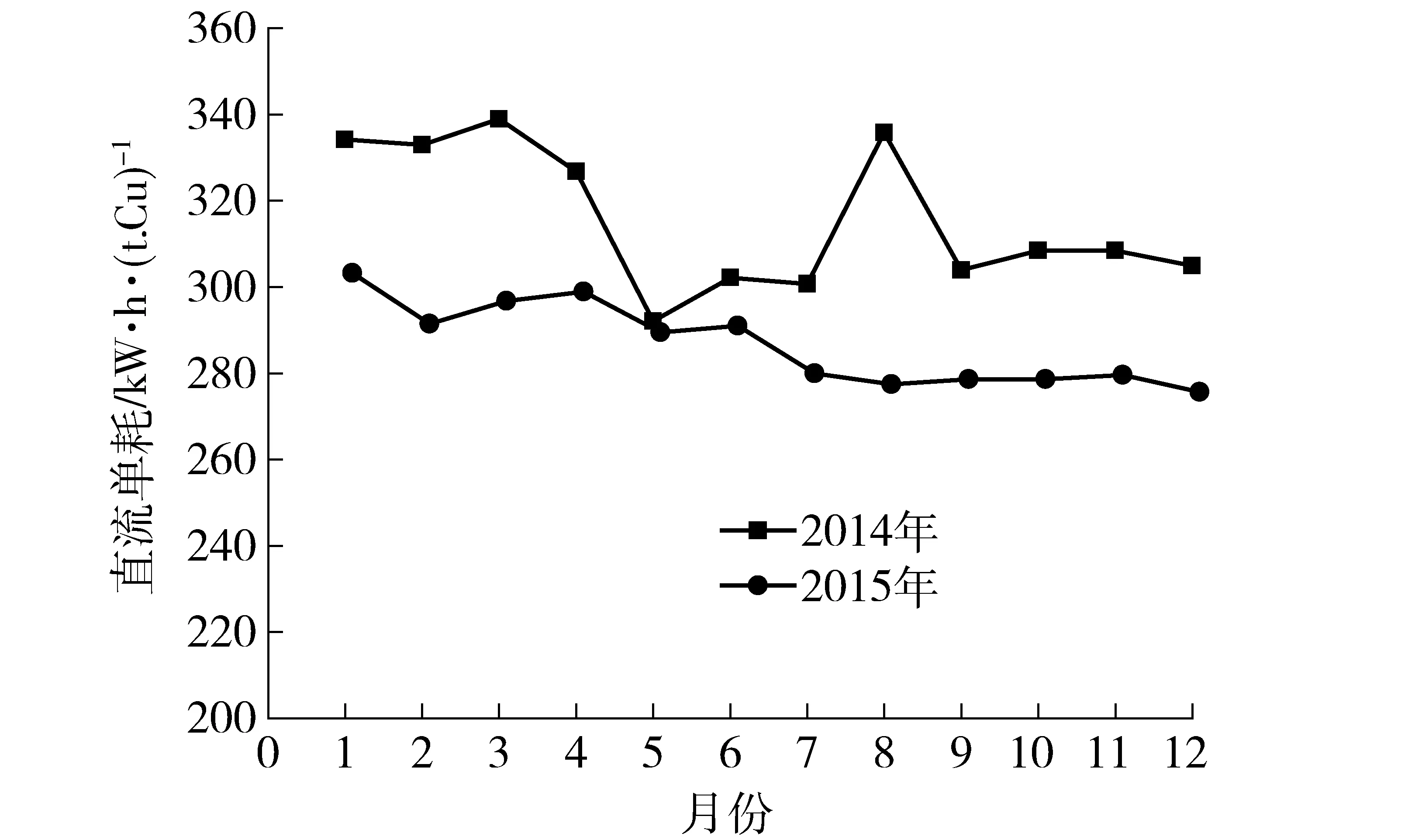
图7 2014~2015年直流单耗
从图7可以看出2015年直流单耗大幅下降,2015平均为286 kW·h/t.Cu, 最低降到275 kW·h/t.Cu,2014年平均为315.8 kW·h/t.Cu。这是因为2015年全年生产稳定,电效提升,槽压下降。
2.5 提高电解液温度对阴极铜质量的影响
提高电解液的温度,有利于消除阴极附近铜离子的严重贫化现象,从而使铜在阴极上能均匀地析出,并防止杂质在阴极上放电的可能性。提高温度,降低了电解液粘度,有利阳极泥沉降,减少As、Bi和Sb等漂浮阳极泥的形成,使阴极铜表面光滑[18-21]。图8为2014~2015年A级铜产出率趋势。
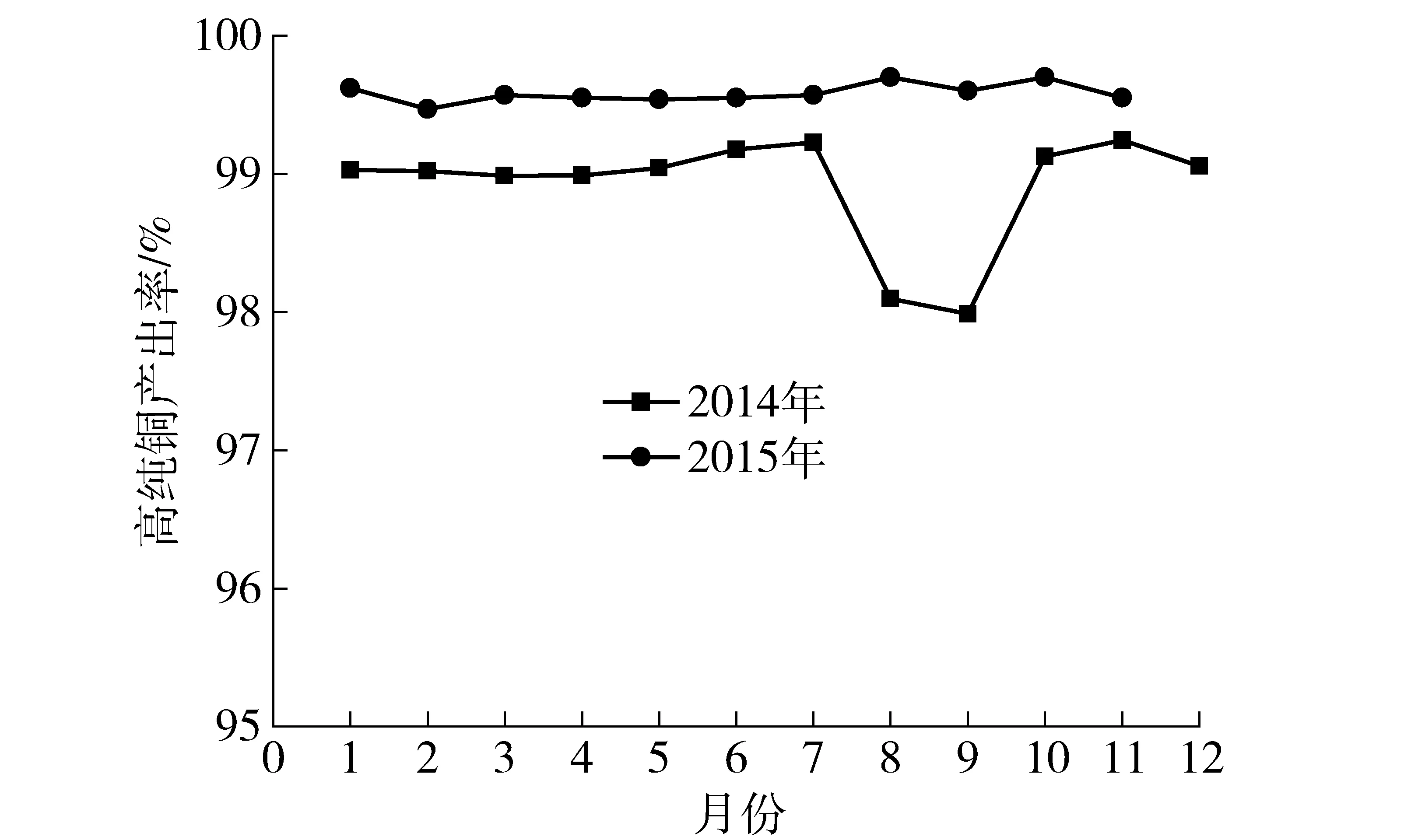
图8 2014~2015年A级铜产出率趋势
从图8可以看出,2015年A级铜产出率稳定提升,一直维持在99.5%左右。
3 结论
在永久阴极法铜电解高电流密度下,当室温达到30 ℃时,电解产生大量的焦耳热基本能保持电解
液的热量平衡。提高一定的温度不会增加蒸汽消耗。当电解液温度提到65~67 ℃控制时,对添加剂的单耗、电解液的蒸发量和电解液的净化量没有十分明显的影响。提高电解液温度有利降低阴极铜直流单耗和质量的提升。
[1] 朱祖泽.贺家齐.现代铜冶金[M].北京:科学出版社,2003.
[2] 黄辉荣.金隆公司铜电解试生产综述[J].有色冶炼,2000,(2):22-25.
[3] 李鹏.铜电解提高电流密度的生产实践[J].中国有色冶金,2011,(4):22-24.
[4] 张邦琪.铜电解技术的进展[J].中国有色冶金,2007,(5):12-18.
[5] 华宏全.云铜铜电解生产工艺控制的技术进[J].中国有色冶金,2005,(5):36-38.
[6] 彭楚峰.电解液对阴极铜表面质量的影响[J].有色金属设计,2002,(3):8-11.
[7] 欧阳准.提高阴极铜表面质量的实践经验[J].有色金属设计与研究,2004,(4):9-10.
[8] 乐安胜.大冶有色300 kt/a铜电解设计与生产实践[J].中国有色冶金,2015.8(4):7-9.
[9] 北京有色研究总院等主编.重有色金属冶炼设计手册 铜镍卷[M].北京:冶金工业出版社,1996.
[10] 李仕雄.铜电解添加剂的工业监控[J].中国有色金属学报,2004,(1):132-136.
[11] 马朝庆.添加剂在铜电解精炼中的作用及应用[J].矿冶工程,1999,12:46-48.
[12] 鲁道荣.添加剂在铜电解精炼中的电化学行为的研究[J].安徽化工,2002,(3):10-12.
[13] 蒙延双.添加剂对阴极电铜表面质量的影响[J].云南冶金,2002,(5):29-32.
[14] 张源.明胶作为铜电解添加剂的研究与实践[J].稀有金属,2000,(1):66-69.
[15] 陈文汨.铜电解精炼阴极表面长粒子的原因及粒子的消除[J].矿冶工程,2001,21(2):55-57.
[16] 李坚.铜电解液物理化学性质之三:—电解液的电导性[J].有色矿冶,2003,(5):30-32.
[17] 欧阳准.浅谈铜电解的电能消耗[J].有色冶金节能,2004,(2):25-27.
[18] 王学文等.Sb在铜电解液净化中的应用[J].中国有色金属学报,2002,(6):1277-1280.
[19] 王学文.铜电解过程砷锑酸的形成及作用机理研究[D].中国长沙:中南大学,2003.
[20] 肖炳瑞.一种铜电解液净化除杂质的方法[P].中国02129694.4,2003,03,05.
[21] 史建远.铜电解液高As自净化工业实践[J].中国有色冶金,2010,(1):13-16.
中国恩菲设计的沂水县生活垃圾焚烧发电项目点火发电并网成功
中国恩菲设计的山东省临沂市沂水县生活垃圾焚烧发电项目点火发电并网成功。沂水县生活垃圾焚烧发电项目采用国际成熟先进的机械炉排炉工艺,配置2台300 t/d垃圾焚烧炉,配套建设2台N6-3.80/395型中压凝汽式汽轮机及烟气处理、臭气处理、飞灰固化、渗沥液处理设施。项目分二期建设,一期垃圾日处理量达300 t,二期建成后项目日处理生活垃圾总量将达600 t,年处理垃圾22万t,实现对外供电7 680万kW·h/a。 与其他垃圾焚烧项目有所区别的是,本项目所在厂址地势东高西低,地貌单元属山坡,地形复杂。因此,设计中充分利用山坡地势高差,修建一条直通卸料大厅的垃圾运输通道(即高架平台),缩短栈桥长度,将汽车衡设于桥上,从而减少土石方工程量和常规高架桥长度,节省投资上千万元,同时还能有效避免垃圾车绕行,为生产运营提供了便利。填方部分采用土工格栅加筋挡土墙及孔内深层强夯法(DDC)地基处理技术,处理后地基承载力符合设计要求,为项目节省费用的同时,也有效缩短了工期。
中国恩菲总承包的纳米比亚硫磺制酸厂完成性能考核
中国恩菲总承包的纳米比亚HUSAB 1500 MTPD硫磺制酸项目顺利完成硫酸厂72 h满负荷性能考核测试运行和105%负荷测试运行。HUSAB硫酸厂年产硫酸50万t,是目前纳米比亚最大的硫酸厂,酸厂配套的余热发电站发电功率可达15 MW,是纳米比亚最大的热电站。HUSAB项目作为世界第二大铀矿和国家的重要战略资源项目,将为中纳两国的经济发展做出重要贡献。作为湖山铀矿的重要组成部分,硫酸厂的稳定运行是铀厂调试工作的前提和保障。中国恩菲作为HUSAB硫酸厂的EPC总承包商,自2014年2月项目启动以来,项目团队秉承"一天也不耽误、一天也不懈怠"的中冶精神,全力保障项目推进。
在公司领导的大力支持和各级部门的高度配合下,项目团队克服了执行国外项目过程中的诸多困难,通过全体人员的共同努力,最终使硫酸厂成为HUSAB项目现场最后开工,却率先投产,且首个完成满负荷性能考核测试运行的生产区域。
考核结果表明,硫酸厂在100%和105%负荷情况下,各设备运转稳定,系统自动化程度高且可靠,各项指标均满足到合同约定技术指标。在业主方酸库存储容量具备条件后,项目组将继续执行发电站的调试和性能考核验收工作。
Practice of elevating electrolyte temperature of copper electrolysis
YUE An-sheng
Using the theory estimate, this paper analyzes the heat balance of the electrolyte in single cell. Based on production practice, it shows that when the electrolyte temperature rises up to 65~67 ℃, there is no obvious influence on additives unit consumption and electrolyte evaporation, but it is good for reducing the DC unit consumption and improve the quality of cathode copper.
copper electrolysis; permanent cathode method; cell temperature; cathode copper quality
乐安胜(1983—), 男, 湖北大冶人, 冶金工程师, 从事冶金生产技术工作。
2016-01-06
TF811
B
1672-6103(2017)01-0011-05
