基于PLC钕铁硼氢气粉碎工艺控制系统设计
2017-04-20孙方刚纪志坚
孙方刚,纪志坚
(青岛大学 自动化与电气工程学院,山东 青岛 266071)
基于PLC钕铁硼氢气粉碎工艺控制系统设计
孙方刚,纪志坚
(青岛大学 自动化与电气工程学院,山东 青岛 266071)
氢粉碎工艺是生产高磁性钕铁硼永磁材料的重要手段。为优化钕铁硼氢粉碎的控制过程,本文提出了通过对钕铁硼合金吸氢饱和度值的判断,主要是对反应炉的温度和压力在不同的过程进行控制,设计了基于 PLC钕铁硼氢粉碎的过程控制系统。运用西门子S7-200PLC实现对钕铁硼氢粉碎过程中对反应炉的温度和压力的控制,通过电动调节阀和固态继电器具体地控制压力和温度,比较理想的实现了钕铁硼氢粉碎。
钕铁硼;氢粉碎;S7-200PLC;固态继电器
0 引言
随着现代高新技术产业的发展,全球市场对高磁性的永磁材料需求量越来越大,而通过传统的球磨工艺控制方法生产的钕铁硼[1]材料已经很难适应当前实际市场的需要。因此本文研究钕铁硼氢粉碎工艺[2-3]过程中吸氢速率与脱氢速率对与钕铁硼永磁材料生产的影响,充分利用现场采集的数据进行在线的分析并及时的发出控制指令进行现场的控制。针对氢粉碎过程的原理和特点,设计了利用 S7-200PLC[4]实现对钕铁硼氢粉碎的工艺控制系统,完成了对钕铁硼合金的粉碎,从获得了磁性较高的钕铁硼材料。
1 系统结构及控制方式
1.1 系统结构
PLC 有着广泛的应用[5-6],本设计通过西门子S7-200对反应炉[7]温度,压力等数据的采集,上位机起到监控的作用,通过在编写梯形图程序实现整个系统设计的控制。系统设计框图如下图1所示。系统主要实现吸氢过程的压力控制,在完成正压和真空检查后,打开氢气阀门,进行吸氢过程,由压力传感器检测的数值输出来时时监测炉内的压力,通过控制电动调节阀的开度来改变氢气的流量速率,进而控制炉内的压力的大小;同时,需要在脱氢过程中实现对温度进行实时的检测与控制,在置换控制结束后对反应炉进行真空控制,然后在真空状态下进行加热使钕铁硼脱氢[8],在加热过程中,由温度传感器[9]检测的输出数值来实时监测炉内的温度变化,并将其数据传输给PLC,再通过PLC控制器发出的指令来控制反应炉内的温度大小。
1.2 系统PLC硬件选型
本系统主要控制温度和压力模拟量以及阀门的开关、电动机的启停等数字量。实际上,温度和压力这两个模拟量并不是同时控制的,压力控制是在吸氢[10]的过程中进行的,吸氢时是放热反应,不需要加热,只要控制充入氢气的压力保持在 195~200 KPa,时间大约在2~4个小时即可,具体时间还得看实际的反应情况。而PLC控制移相触发器[11],通过固态继电器[12-14]控制温度是在脱氢的过程中进行的,脱氢时,只要求一定的温度和时间,即温度保持在 600℃,大约需要二十个小时左右。在整个钕铁硼氢粉碎工艺过程中,需要控制的输入量有二十八个,其中模拟量输入为四个,数字量输入二十四个;在整个控制过程中需要控制的输出量有十六个,其中有两个输出模拟量与十六个数字输出量。基于以上控制策略,本系统S7-200硬件选型如下:CPU模块:CPU226[15];模拟量模块:EM231模拟量输入,4个输入,输入范围:0~10 V或0~5 V的电压信号或 0~20 mA的电流信号;精度:12位;EM232模拟量输出,2个输出,输出范围:电压-10 V~+10 V;电流:0~20 mA;精度:11位。
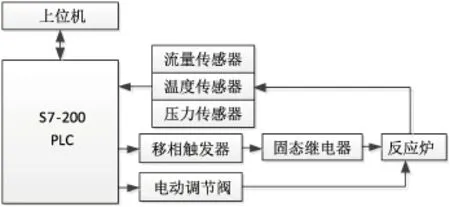
图1 系统设计框图
1.3 控制系统硬件电路图设计
根据整个氢粉碎过程控制系统控制目标和要求,根据整个控制系统的设计思路,由此可知,整个控制系统的主回路包含了三台三相异步电动机其中真空泵电机主要是为了完成整个控制系统的抽真空过程目的,而滚筒电机是为了完成氢粉碎过程中的加热移动过程,最后,冷却风扇电机主要是为了在整个控制过程完成后的冷却的作用。这三个三相异步电动机都是由PLC控制器直接控制的,特别地,在抽真空与冷却过程中,电动机只需要进行单方向的转动,可以用KM3和KM4两个接触器进行控制;但是在加热时,就需要让电动机进行正转与反转的控制,用KM1和KM2两个接触器实现控制目的。主回路电路如上图2所示。

图2 主回路电路图
根据控制系统的具体要求,设计控制回路,回路中有手、自动的切换,及手、自动时的部分具体回路设计,如下图3所示。
2 控制系统软件设计
钕铁硼合金氢粉碎的工艺控制过程包括五个阶段性过程,分别是压检、吸氢、置换、脱氢与冷却。根据实际的工艺过程的控制需求,来实现整个氢粉碎工艺的计算机控制,具体过程控制的思路如下:
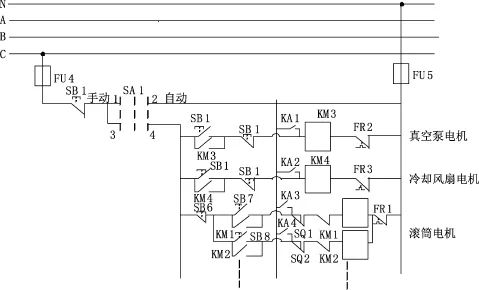
图3 控制回路统设计图
(1)压检:压检包括正压检测和真空检测,需要做的工作包括各阀门开关的状态检测、反应炉门的开关状态检测、罗茨泵的启动状态检测,其目的是为了检测炉子是否漏气。程序流程如上图图4和图5所示。

图4 正压检测

图5 真空检测
(2)吸氢:在吸氢过程中,我们需要打开充氢气阀、读压力值、控制吸氢压力。具体流程图如下图6所示:
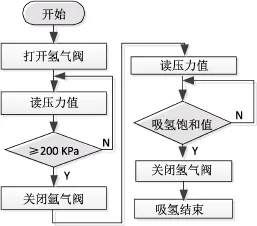
图6 吸氢
(3)置换:置换的目的就是将吸氢后的残余氢气用氩气置换走,以降低氢气的浓度,防止发生氢气爆炸事件。具体置换流程图如下图7所示:

图7 置换
(4)脱氢:在脱氢过程中,控制系统需要控制真空泵和真空阀,及时地通过PLC上面的PID控制器来及时地控制脱氢的温度,实现钕铁硼合金脱氢的目的。其流程图如上图8所示。

图8 脱氢
(5)冷却:脱氢结束后,打开风机进行冷却。具体流程图如上图9所示。
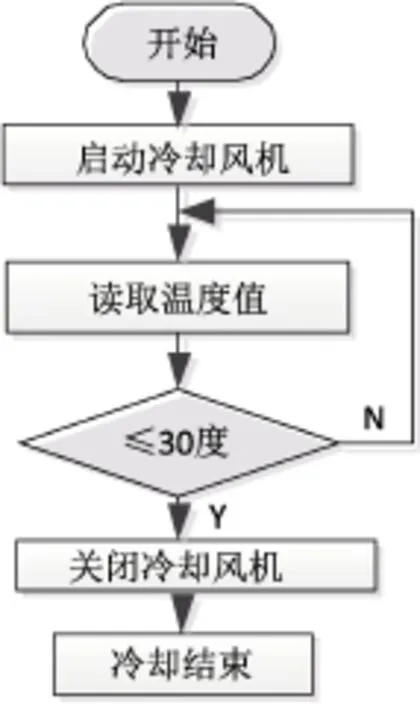
图9 冷却
3 程序设计调试与仿真
在 S7-200的仿真软件中进行程序的调试和仿真中,先一步一步对正压检测程序、真空检测程序、吸氢程序、置换程序、脱氢程序、冷却程序,进行实际的实验。部分程序的调试和仿真如下图10所示。
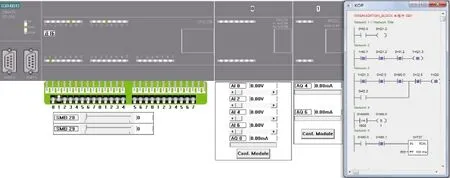
图10 系统调试和仿真图
4 结论
本文控制系统设计实现了目标控制,通过PLC实现反应炉的温度、压力的控制,从而改善和优化了钕铁硼合金的氢粉碎工艺过程控制。由此可知,控制温度和压力的大小在整个氢粉碎的控制过程中起到了关键作用。氢粉碎工艺达到了预期的期望,在一定程度上符合氢粉碎工艺的要求,但是如何进一步生产更高磁性的钕铁硼料还需要更多的探索和实践。
[1]钟明龙, 刘徽平, 我国钕铁硼永磁材料产业技术现状与发展趋势[J].电子元件与材料, 2013, 32(10): 6-9.
[2]吕品, 钕铁硼氢粉碎工艺计算机控制系统的研究[D].包头: 内蒙古科技大学, 2010.
[3]基于数据驱动的氢粉碎工艺氢含量的预报[J].工矿自动化, 2010, 36(10): 70-72.
[4]姜建芳, 西门子S7-200PLC工程应用技术教程[M].北京:机械工业出版社, 2010: 184-185.
[5]严元, 於磊.基于PLC的自动售货机[J].软件, 2013, 34(6): 27-28.
[6]冯平, 王毓顺, 徐世许.液体农药配料线自动控制系统研究[J].软件, 2016, 37(4): 93-95.
[7]孙谦, 钕铁硼氢粉碎过程控制实验平台的研究与设计[D].包头: 内蒙古科技大学, 2014.
[8]陈磊, 钕铁硼氢粉碎自适应控制策略研究[D].包头: 内蒙古科技大学, 2015.
[9]车轩, 王洪元, 王天成.一种WIA网络中的无线低功耗温度传感器节点设计[J].新型工业化, 2012(12): 41-46.
[10]朱林, 樊可钰, 娄树普, 软测量技术在钕铁硼氢粉碎工艺过程中的应用[J].稀土, 2009, 30(5): 63-66.
[11]杨怀林.基于PLC的太阳能积热管烤消温度控制系统设计[J].湖北理工学院学报, 2013, 29(3): 5-7.
[12]刘赟.固态继电器原理及应用技术探讨[J].魅力中国, 2010(4): 36-36.
[13]张英寿, 朱红梅.基于PLC控制的加热炉温度控制系统[J].2012(7): 73-75.
[14]柳仁松, 徐世许, 陈大程.PLC的PID及PWM功能在加热控制中的应用[J].工业控制计算机, 2012, 25(3): 89-91.
[15]赵景波等.零基础学西门子S7-200PLC[M].北京: 机械工业出版社2013, 18-19.
NdFeB Hydrogen Pulverization Process Control System Design Based on PLC
SUN Fang-gang, JI Zhi-jian
(College of Automation and Electrical Engineering, Qingdao University, Qingdao 26607l, China)
The hydrogen pulverization process is one of the essential means of preparing high-performance NdFeB magnet material.In order further to optimize the control process of NdFeB hydrogen this paper designs a control system of NdFeB hydrogen smash, based on PLC, by the judgement of NdFeB alloy absorption saturation of hydrogen and the control of the temperature and pressure of the process reaction.By using S7-200PLC, it can achieve the control of the temperature and pressure of the reacting furnace of process of NdFeB hydrogen pulverization, which are fulfilled specificly by the motorized valve and solid-state relays(SSR).It completes the hydrogen pulverization process in a way.
NdFeB; Hydrogen pulverization; S7-200PLC; SSR
TP273+.5
A
10.3969/j.issn.1003-6970.2017.03.024
孙方刚(1990-),男,硕士,主要研究方向为工业控制计算机、切换多智能体系统控制。
纪志坚(1973-),男,博士,主要研究方向为复杂网络控制、多智能体系统控制分析与控制。
本文著录格式:孙方刚,纪志坚.基于PLC钕铁硼氢气粉碎工艺控制系统设计[J].软件,2017,38(3):118-121
