磷石膏免烧砌块工艺机理的中试研究
2017-04-13张电吉罗惠华吝曼卿王章琼
潘 登,张电吉,罗惠华,吝曼卿,王章琼
(1.武汉工程大学资源与土木工程学院,湖北武汉430073;2.武汉理工大学土木工程与建筑学院,湖北武汉430070)
磷石膏免烧砌块工艺机理的中试研究
潘 登1,2,张电吉1∗,罗惠华1,吝曼卿1,王章琼1
(1.武汉工程大学资源与土木工程学院,湖北武汉430073;2.武汉理工大学土木工程与建筑学院,湖北武汉430070)
通过现场中试试验,探讨了磷石膏作为免烧建筑砌块主要原料配比和生产工艺及实现磷石膏废渣规模化开发利用的可行性.根据免烧砌块生产线试产,分析了轮碾、中和消化、搅拌、成型、养护每一技术环节在砌块物料加工及制品成型中所起的作用和机理,确定了磷石膏免烧建筑砌块切实具体的生产工艺流程,即轮碾工艺中采用3 t碾轮运行10min,后经10h堆放中和消化,进入强制式双轮搅拌机搅拌12min,期间均匀喷入增强剂和耐水剂.采用20 MPa压力下振动压实的方式使砌块成型,最后太阳能养护房内蒸养.实验证实该工艺生产的磷石膏砌块物理力学指标均达到国家关于建筑砌体用材的各项要求.用该工艺对工业废渣磷石膏规模化生产免烧砌块,能减少无序排放带来的污染,更能作为磷化工企业新的经济增长点,具有显著的社会效益和经济效益,是对建设资源节约性,环境友好性社会的又一贡献.
磷石膏;免烧砌块;搅拌;消化;轮碾;振动压制成型;养护
工业生产磷酸的过程中产生了磷石膏废渣.在我国,高浓度磷复肥企业现每年产生副产品磷石膏2 000万t,其中仅有15%的副产磷石膏被利用.从资源储备和磷化工在我国经济发展中所起的重要作用看,我国云南省、湖北省、贵州省等地区蕴藏大量磷矿资源,合计探明储量上百亿吨,资源丰富,磷化工是我国重要的支柱性产业之一.但也存在无序开发造成资源浪费的现象.比如工业副产品磷石膏最便捷的处理方式就是陆地堆积.湖北省宜昌市的祥云集团,几年间堆积处理的磷石膏已填平了两座高山之间的沟壑,形成以磷石膏肥料为主的高达数十米的尾矿坝.巨大的重力作用下,加上磷石膏矿渣本身不具备粘聚性,很容易产生滑坡,溃坝,直接威胁下游的水源,村庄和农田安全,对周围山体的稳定也产生不利影响.处理磷石膏所支付的费用给厂方带来了巨大的经济负担,同时也污染了环境[1-3].因此磷石膏的资源化利用势在必行.一方面可以提高工业废渣的资源综合利用率,减少甚至还原因废弃物堆放所占用的大量土地,恢复场地的地质环境,促进地方的可持续发展,体现了明显的社会效益;另一方面如能达到废弃磷石膏生产建筑砌块的目的,就能得到我国基础建设所需的大量建材,这样可以变废为宝,而且享受国家减免税收政策.
室内试验阶段采取交叉对比试验方法,研究了磷石膏免烧砌块试件物理力学性质与硅砂、石灰、水泥、木钙扩散剂和增强剂等组分及其含量关系.在湖北三宁集团的大力支持下,依据设计的工艺流程,在湖北省枝城市一家民营制砖厂进行了磷石膏免烧砌块的现场中试试验,如图1所示.
中试试验采用材料的技术指标:磷石膏:含水量26%、pH值4.98、自然密度1.4~1.6g/cm3;石灰粉:比重3.25~3.38、纯度大于95%;水玻璃:模数1~1.5、密度1.4~1.6 g/cm3、波美度48.4~56.3;水泥:细度大于0.9、标号42.5、初凝时间大于2h;硅砂:细度模数2.04;外加剂:萘磺酸盐甲醛缩合物、氯离子含量小于0.5%:现场按磷石膏∶石灰∶硅砂∶水玻璃∶水泥∶外加剂为53∶8∶12∶10∶15∶2的配合比进行配料,通过轮碾、消化、搅拌、成型、蒸养等工艺环节的对比实验,确定了每个过程的具体技术参数[4-6].

图1 磷石膏免烧砌块的生产工艺流程图Fig.1 The process flow diagram of phosphogypsum unburned block production
1 现场中试研究
1.1 轮碾
1.1.1 轮碾工艺.现场按设计配合比进行配料,后采用3 t的轮碾机对物料混碾0~10min,在20MPa机械压力下制作砌块试样,如图2所示.实验结果表明砌块的抗压强度随轮碾时间的增加而明显提高,如图3所示.
1.1.2 轮碾作用分析
1)轮碾的粉碎活化作用.就是将磷石膏等物料中存在结团等体积较大的块料碾碎,产生更多的裸露的颗粒表面,增加了与石灰等物质的接触反应面积,更好的中和磷石膏的酸性物质,这种物理活化可有效降低化学活化剂的用量.

图2 中试现场轮碾机Fig.2 Runner mill

图3 不同轮碾时间与物理力学指标的关系Fig.3 The relational graph of different wheel grinding time and physico-mechanical index
2)轮碾的摩擦活化作用.在轮碾机工作时,可以产生离心力和研磨力,在其共同作用下,能使硅砂等玻璃体部分被破坏,为磷石膏和石灰中的Ca离子相互反应提供了条件.并且在摩擦的同时会产生热量,提高混合物的温度,起到促进反应进行的作用.现场采用3t的轮碾机对物料混碾10 min,轮碾前后物料温度之差达到9.7°,达到46.1℃.
3)轮碾的压实及提高成型性的作用.在轮碾的过程中,物料颗粒之间的微小空隙及空气被排除,减小了物料体积,增大了其体积密度.同时也能大量排除因巨大成型压力的作用下,微小空气无法及时排出,而导致内部空气集聚产生层裂的现象[7].因为层裂最终在产品中产生缺陷,甚至导致无法成型的结果.
1.2 消化
1.2.1 消化工艺.消化是在轮碾之后的工艺,石灰和石膏等气硬性胶凝材料必须在这阶段陈伏消化完全,如图4所示.首先是提高活性物质的活性,其次提高成型塑性,最后消除氟-氧化钙和氟-氧化镁及其他不安定物质的影响.现场按上步同样配比备料,后采用3混碾10 min,经不同消化时间在20 MPa成型压力作用下制作砌块试样.实验结果表明砌块的抗压强度随轮碾时间的增加而明显提高,如表1所示.

表1 不同消化时间与力学指标的关系Tab.1 The relational tables of different digestion time and mechanical index

图4 堆放消化Fig.4 Curing

图5 不同消化时间与力学指标的关系Fig.5 The relational graph of different digestion time and mechanical index

图6 双轮高效强制搅拌机Fig.6 The efficient forced mixer

图7 不同搅拌时间与力学指标的关系Fig.7 The relational graph of different mixing time and mechanical index
1.2.2 消化工艺分析
1)从图5可以看出,经过该阶段可大幅度激发物质的活性,在磷石膏免烧砌块成型后能很快产生强度,原本在10多天之后才能产生的胶凝性经消化后在几小时就能初步实现.
2)消化后物料的可塑性明显提高,使砌块更容易成型,其成品率较高,砌块表面光洁,棱角分明,砌块质量明显改善.
3)消化过程中充分释放氟-氧化钙和氟-氧化镁及其他不安定物质的膨胀性及膨胀应力,避免了由于膨胀而产生的裂纹[8-9].
1.3 搅拌
1.3.1 搅拌工艺.在消化工艺后采用3t的轮碾机对物料混碾10min,经8h堆放消化后进入搅拌工艺,如图6所示.先加水泥和采用SB搅拌机搅拌10 min,后喷洒加入扩散剂采用SB搅拌机搅拌3min;送入成型机,在20MPa成型压力作用下制作砌块试样.实验结果表明砌块的抗压强度随搅拌机功率及搅拌时间的增加而明显提高,如图7所示.
1.3.2 搅拌工艺的作用.磷石膏免烧砌体的混合料的废弃物比例高,而水泥、水和外加剂的含量较少,但为使其充分发挥作用,就要尽可能均匀地将水泥浆包裹物料颗粒的表面,只有采用高效能的搅拌机才能克服这种技术困难.
由表2可得,数据可知,采用SB系列搅拌机的作用.
1)可以采用少量的拌合用水,使物料颗粒表面形成均匀的水膜,提高了胶凝材料的水化反应的效果,
2)使外加剂能在短时间内均匀地分散物料之间,能更好地促进反应的进行.
3)大量节省搅拌所需时间,达到节能效果[10].
1.4 砌块成型工艺
现场采用浙江生产的全自动砌块成型机进行磷石膏砌块的振动压制成型如图8.台振型砌块成型机在20 MPa成型压力作用下制作砌块试样.实验结果表明砌块的抗压强度随成型机功率及振动的增加而明显提高,如表3及图9所示.

表2 不同搅拌时间与力学指标的关系Tab.2 The relational tables of different mixing time and mechanical index

表3 成型压力、压实方式与砌块力学指标关系Tab.3 The relational tables of molding pressure,compaction method with block mechanics index
1.5 成型方式的作用
从表4可以看出,采用振动压制成型时,砖的强度、软化系数和吸水率均显著优于浇注成型[11].而在相同的原材料配合比之下,就算采用浇注成型所得制品的强度也达到了非烧结普通粘十砖MU10的强度等级,软化系数和吸水率也达到标准.

图8 全自动砌块成型机Fig.8 The automatic block molding machine

表4 成型方法对力学指标的影响Tab.4 The relational tables of compaction method with block mechanics index

图9 成型压力、压实方式与砌块力学指标关系Fig.9 The relational graph of molding pressure,compaction method with block mechanics index
采用浇注成型工艺时的砌块的含水量比振动压制成型砌块含水量高,可以从图10上看出.可以在照片上看出,在振动压实的过程中有部分料浆被挤出试模.这有利于物料中的可溶性磷、氟物质,多余自由水和空气的排除,从而较大程度地降低磷石膏中可溶性杂质及空隙对砌块产生的不利影响.同时,成型工艺设备无需更换或淘汰,只是存在局部少量的改动,便可直接用来生产磷石膏免烧砌块,省去了许多企业再次投入设备的费用.
1.6 养护工艺
将按上述流程制得的砌块,安放于下图中的太阳能养护房里3d,如图11所示.这种太阳能养护房密闭性好,能吸收大部分的太阳辐射所产生的热量.在夏日晴天无需额外加热升温的情况下,室内温度最高可达到尽75~80℃.其南面侧墙及屋顶采用塑料吸热薄膜,薄膜下面是非透光黑色吸热体,该吸热体允许日光或热量进入,同时可被长时间锁定保留在房内.同时采用相变蓄热材料在白天吸收太阳热能由固相变为液相,储蓄热量;到夜间或室外温度较低时,就相反变回固相,释放热能,为养护提供热量.为了冬季室内温度保证在30℃以上,室内还安装配备了升温炉.

图10 成品中转Fig.10 Finished goods transit

图11 太阳能养护房Fig.11 Solar maintenance room
养护是免烧砌块的最后一道生产工序.养护工序中可使砌块强度增长60%.
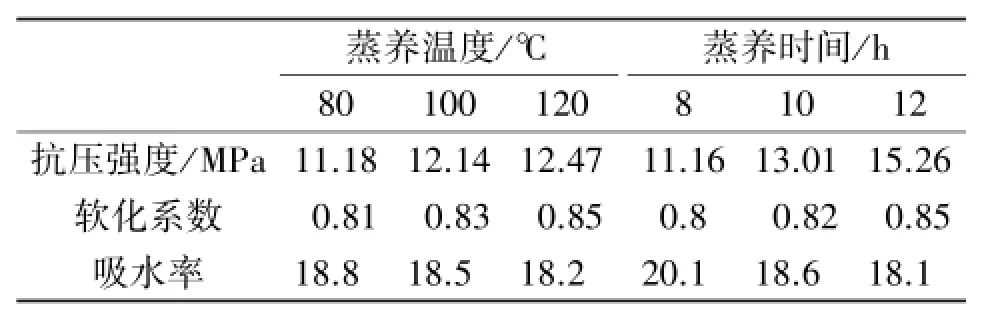
表5 蒸养温度对制品强度、软化系数和吸水率的影响Tab.5 The relational tables of steam temperature,strength,softening coefficient and water absorption
表5中数据显示随着蒸养温度的升高,制品抗压强度增大,软化系数提高,吸水率降低,但并不明显.在相同蒸养时间内,半水石膏重结晶生成的二水石膏越多,这些新生成二水石膏相互交错连生,产生结晶结构网,有利于提高砖坯的强度、软化系数和降低吸水率.
表5中数据显示随着蒸养时间的逐步延长,制品抗压强度增大,软化系数提高,吸水率降低,效果明显.这是由于新生成的水化产物随着蒸养时间增加,晶体细化,晶体间的结合点增加,有利于提高砖坯的强度、软化系数和降低吸水率.
综合考虑养护温度、时间不同所起的效果不同,及控制磷石膏免烧砌块的制作成本,达到较好的经济效益,推荐养护温度80°及养护时间为3d作为磷石膏砌块养护工艺的标准.
2 磷石膏免烧砌块的技术原理
2.1 物理作用原理
2.1.1 荷载作用原理.荷载作用是指磷石膏免烧砌块物料主要在碾压和成型阶段所受到的外力作用.包含填充、咬合、紧密接触三个原理.
1)填充密实.磷石膏颗粒、硅砂和胶凝材料颗粒,受到外力挤压作用,颗粒之间会产生相对移动,此过程中较小尺寸颗粒被迫挤入尺寸较大颗粒之间的空隙中,使物料基团中的孔隙率减小,密实程度提高,大量实验表明,一定范围内,物料的密实度与所受外部压力成正比.
2)咬合作用原理.就是物料颗粒在受压时,彼此相互插入,形成犬牙交错的巨大摩擦阻力,由颗粒组成基团,个别颗粒很难克服这种咬合力脱离出来.同时颗粒形状越不规则,越粗糙,形成的咬合力越强,这就是同级别的碎石混凝土比卵石混凝土强度高的原理.
3)紧密接触.物料所受外力越大,颗粒间的空隙也越小,由最初的点接触变成了面接触,相互之间的粘结面积越大,相互作用越方便,所形成的咬合力越大[12].
2.1.2 振动作用原理.振动产生强度主要是通过密实填充来实现的.物料颗粒由于激振作用,使颗粒在合力的方向上移动,相互进入对方,占据原有空隙,挤出气体,同时振动过程中重物质下沉,气体集聚成气泡上浮,被排出砌块.
振动作用在外部压力的配合下,能大幅提高磷石膏砌体的质量和强度,大概在30%~50%.这时压力作用主要一是防止在激振过程中物料无约束而剧烈跳动,无法密实.二是减小颗粒之间固有的粘结力,使颗粒间的相对运动更加容易,同样有利于填充密实.振动作用可以较少为达到相同成型质量和强度的砌体而需要施加的成型压力.因为使物料产生相同大小的密实度,如仅靠压力成型是需要数倍的机械压力的,大概是每块60t压力,那么一次成型20块就得1200t压力,目前很少有如此巨大功率的压力成型机.而与振动作用结合只需1/2到1/3的压力就能达到目标,一次成型的块数达到30,所以可以提高成型机械的生产效率.
2.2 化学作用原理
2.2.1 磷石膏与水泥、砂子、石灰相互反应原理.磷石膏主要物质二水石膏晶体.采用磷石膏直接浇注成型时,随着二水石膏晶体溶解后到达过饱和度,重新结晶,使得部分磷石膏颗粒相互交错连生,对强度作出一定的贡献.但是,由于二水石膏结晶太少,颗粒之间主要是以范德华力相结合,导致砖坯强度很低.
磷石膏因含有少量的硅、铝成分而具有一定活性,水化形成硅酸盐和铝酸盐凝胶而具有强度,是磷石膏另外一种水化能力.为了释放封存在磷石膏及硅砂的物质中的活性,得以产生胶凝性质,就得加入活化剂进行化学激发,或采用蒸压养护,或粉碎碾压来进行活性激发.当磷石膏和硅砂中的活性被激发后,必须在有氢氧化钙的环境中,才能形成具有水化性质的水化硅酸钙,从而继续与活性氧化铝反应生成水化铝酸钙.这里因所得到的水化硅酸盐,数量质量都不及水泥,所以这时磷石膏砌块的强度等指标还不足以抗衡水泥[13].
本次研究中氢氧化钙主要由按配比加入的水泥和生石灰熟化而来.在高浓度的氢氧化钙环境中产生下列反应[15]:

这里包括典型的水泥颗粒生产及水中凝结硬化形成带有结晶水的水化硅酸钙晶体.这一反应过程就是磷石膏免烧砌块生产工艺流程的机理.伴随着反应,此类晶体逐渐增多,相互交错,紧密填充,使磷石膏砌块强度逐步增长.CaO·SiO2强度高,在容重相近时,它是无机硬质绝热材料中强度最高的保温材料.
2.2.2 蒸养胶凝作用原理.二氧化硅在常温下是惰性的,含有二氧化硅的磷石膏废渣也是具有惰性,较难与氢氧化钙自动反应,很少形成具有胶结作用的胶凝物质.但是当采用蒸汽水热养护时,石灰与二氧化硅能够产生反应,并且在174℃时,反应速度迅速提高,硬化成强度较大的水泥石.当施加1MPa左右的外部压力时,反应更快.这是因为石灰与二氧化硅能形成水热合成反应.蒸压条件下,它们生成纤维状晶体多种水化产物,包括纤维结晶的CSH(B)、硬硅钙石CSH、非纤维状C2SH(A)、白钙沸石C4S6H5等多种水化产物,都是具有胶凝作用的物质,而且它们相互综合作用,产生更高效的胶结能力,将磷石膏砌块中的其他物质胶结起来,使砌块强度达到建筑材料规范要求的各项性能指标.
2.3 外加剂对于砌块性能的影响(树脂,木钙)
木钙是种高效扩散剂,它能让磷石膏混合料颗粒在有水的环境里避免结团聚集,能起到使用更少能量,更短时间而达到同样搅拌效果的作用.木钙的亲和基团可以吸附于固体颗粒的表面,从而利用同性相斥的原理将颗粒分散开来.这样,在少量用水的情况下,能防止集聚,达到充分拌合的目的.从电镜扫描的结果可以看出,分散剂能使活性物质及具有胶凝作用的水化硅酸钙大量增加,且均匀分布.同时正是因为分散的这种性质,使得带有同种极性基团的颗粒之间被隔开,使其呈现出缓凝的效果,所以不能过量加入,通过实验,确定其用量为0.2%.
树脂作为耐水剂,它本身是一种憎水性物质.在制备磷石膏免烧砌块的工艺过程中,采用耐水剂与原料按确定的比例均匀混合后,再振动压实成型,再放入要求的养护房蒸养.高速搅拌时耐水剂分散在砖坯浆体中的连续相内,当硅酸盐和铝酸盐“凝结硬化”将其周边水分化合成结晶水,而耐水剂凝聚成一层防水膜吸附在硬化体结构的微孔表面,然后在蒸养的过程中,耐水剂固化成防水“外衣”,阻止砌块外的水分进入.且树脂类耐水剂,本身还具有较高的凝结性能,所以会与水化硅酸钙等形成复合型胶结材料,大幅提高免烧砌块的力学性质[14-15].
2.4 不同工艺对砌块颗粒微观构造的影响
从图12、13可以看出前者常压振动浇筑成型,常温常压养护使石膏免烧砌块颗粒,结构疏松,空隙大量存在.后者通过中和、消化、压力振动压力作用、高温蒸养等工艺处理,改善了磷石膏的颗粒形貌,使磷石膏晶体变小变密,且存在大量针状晶体穿插期间,从根本上改善了磷石膏结构疏松、空隙率大的缺陷,这种微观结构使磷石膏砌块具有较大强度.
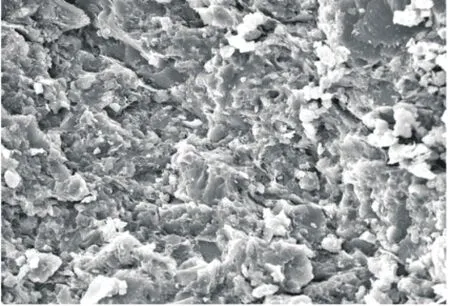
图13 振动压力成型磷石膏砌块颗粒100℃常压养护3d后的SEM形貌Fig.13 The SEM diagram of the phosphorus gypsum block vibration forming particles
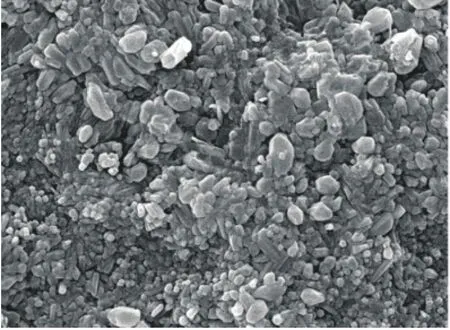
图12 浇筑成型磷石膏砌块颗粒的SEM形貌Fig.12 The SEM diagram of casting molding phosphorus gypsum block particles
3 结论
1)本研究证明大规模无害化利用磷石膏废渣制作建筑砌块,发挥磷石膏废弃物作为资源的作用可以得到实现;
2)实验得出磷石膏免烧砌块的各组分理想用量为磷石膏50%、硅砂10%、粉煤灰10%、水泥10%、生石灰10%、硅酸钠1%、外掺两种助剂(扩散剂3%,耐水剂6%);
3)磷石膏砌块物料必须通过预先拌合消化阶段,使氧化钙充分俗化,充分中和磷石膏中的酸性物质,消除其对于后加入水泥胶凝作用的不利影响;
4)实验证明并了振动成型对提高砌块密实程度及质量的显著效果;
5)磷石膏免烧砌块虽说是“免烧”,但并不等同不需加热,其在消化及蒸养阶段还需要较高的环境温度,确保物料间的物理化学反应完全进行,形成高质量的建筑砌块.但较普通粘土砖需上千度的高温煅烧工艺,耗费的能源已是本质上减少了,属环保节能产品.
[1] 杨成军,杨敏,曹建新.半水/无水磷石膏复相胶凝材料水化硬化特性研究[J].非金属矿,2014,11(6):22-26.
[2] 冯学文,吕明军,孙新国,等.工业石膏制备高性能膨胀剂试验研究[J].膨胀剂与膨胀混凝土,2015,1(1):10-14. [3] 陈燕,岳文海,董若兰.石膏建筑材料[M].2版.北京:中国建材工业出版社,2012:298-301.
[4] 罗根宏.磷石膏免煅烧制改性增强球生产工艺及其应用[J].磷肥及复肥,2014,7(4):70-72.
[5] 杨沛浩.磷石膏的综合利用[J].中国资源综合利用,2009(1):13-15.
[6] 赵建华,杨玉发,王伟.磷石膏制耐水型石膏砌块的研究与应用[J].硫磷设计与粉体工程2008(1):16-20.
[7] 徐建,赵辉,陈春光,等.石膏晶须制造方法及用途新进展[J].广东化工,2014,41(23):76-77.
[8] 张洪亭.高强高模聚乙烯纤维在墙体上的应用研究[J].上海纺织科技,2011,9(9):40-42.
[9] 钟本和,王辛龙,张志业.我国磷石膏利用途径的探讨[J].磷肥及复肥,2010,25(3):61-63.
[10] 钱大行,孙犁.脱硫石膏对复合胶凝材料混凝土力学性能影响[J].非金属矿,2013,36(4):63-65.
[11] 杨德波,李伟钦,罗洪波,等.用磷石膏制陶瓷墙地砖的研究[J].磷肥及复肥,2014,7(4):11-12.
[12] 何玉龙,陈德玉,刘路珍,等.磷石膏制备高强石膏工艺研究[J].非金属矿,2015,3(2):1-4.
[13] 茹晓红.磷石膏基胶凝材料的制备理论及应用技术研究[D].武汉:武汉理工大学,2013.
[14] 茹晓红,汤琦,马保国,等.磷高强石膏-粉煤灰-石灰的耐水性研究[J].广州化工,2015,43(1):40-42.
[15] 沈威.水泥工艺学[M].武汉:武汉理工大学出版社,2005.
责任编辑:高 山
Pilot Scale Experimental Study on Technology and Mechanism of Phosphogypsum Unburned Block
PAN Deng1,2,ZHANG Dianji1∗,LUO Huihua1,LIN Manqing1,WANG Zhangqiong1
(1.School of Resources and Civil Engineering,Wuhan Institute of Technology,Wuhan 430073,China;2.School of Civil Engineering and Architecture,Wuhan University of Technology,Wuhan 430070,China)
Through the field pilot test,the paper explores the main raw material proportioning and manufacturing technique of the phosphogypsum unburned building blockand the feasibility of the phosphogypsum-residue to be developed and utilized on a large-scale.The effect and mechanism of each technology link during the processing and molding are analyzed according to the unburned block production line pilot run.The specific production process of the phosphogypsum unburned building block has been confirmd.In the wheelgrinding process,the main raw materials are wheel-grinded three minutes firstly.Then,they are stacked together to be cured 10hours.Next,they are put into the forced two-wheel blender to mix 12min,during which the strengthening agent and water resistance are injected.The vibrating compaction is adopted to formblockswith 20million mpa pressure.They are finally maintained inside the solar room.The experiment proves the process of phosphorus gypsum block about physical and mechanical indexes meet the national construction of masonry material requirements.Thetechnology,which can mass produce unburned blockswith industrial waste phosphogypsum,can reduce the disorderly emissions of pollution and bring new economicgrowth point for the phosphorus chemical industry.With significant social and economic benefits,it is another contribution to builda resource-saving and environment-friendly society.
phosphogypsum;unburned block;stir;curing;wheel-grind;vibrating compaction;maintenance
TU528.55
A
1008-8423(2017)01-0081-07
10.13501/j.cnki.42-1569/n.2017.03.019
2016-11-16.
国家自然科学基金项目(51474159;51504167).
潘登(1978-),男,博士生,实验师,主要从事土木工程的研究;∗
张电吉(1963-),男,博士,教授,主要从事采矿工程的研究.
