基于PLC的植物工厂监控系统的研究
2017-04-13刘向明蔡丽萍
董 超,刘向明,金 薇,蔡丽萍
(武汉工程大学 机电工程学院, 湖北 武汉430205)
基于PLC的植物工厂监控系统的研究
董 超,刘向明,金 薇,蔡丽萍
(武汉工程大学 机电工程学院, 湖北 武汉430205)
在植物工厂中培育作物时,需要对作物生长环境中的光照、温度、湿度、CO2浓度等环境变量进行精确的自动化管理,针对这一控制要求,设计了基于PLC的植物工厂监控系统。该系统以EX2N-100H为主控制器,采用可调式LED恒流驱动和RGB光源板来实现数字化调节光照参数,通过相应传感器和执行机构,系统可以自动调节植物生长环境中的温度、湿度、CO2浓度参数。通过组态王开发上位机软件,采用串行通信和无线网络通信相结合的通信方式,使上位机通过无线网络对植物工厂现场进行监控,便于远程控制。运行测试表明,系统功能完善、运行稳定、操作简单、易于扩展和维护。
植物工厂;可编程控制器;组态;无线通信
0 引言
近年来,由于人口的飞速增长及可耕地的不断减少,传统种植农作物药残超标导致食品安全问题日益突出,植物工厂受到前所未有的关注。作为技术高度密集、资源高效利用的农业生产方式,与传统农业模式相比,植物工厂的作物单位面积种植产量高,机械化、自动化程度高,生长过程不使用农药,产品安全无污染[1-3]。
植物工厂是通过设施内的高精度环境控制,实现作物周年连续生产的高效农业系统,由计算机对作物生育过程的光照、温度、湿度、CO2浓度以及营养液等环境因素进行自动控制,是不受或很少受到自然条件制约的省力型生产方式[4-5]。根据植物工厂控制要求,本文设计了植物工厂监控系统,该系统采用RGB三基色LED光源板为植物生长的光源,采用可调LED恒流驱动电源来调节灯光强度,通过传感器采集环境中光照、温度、湿度、CO2浓度数据,采用PLC触摸屏一体作为现场主控制器,通过程序可以数字化调节光照参数,自动化地控制植物生长环境中的相关变量。
1 植物工厂监控系统
植物工厂监控系统整体结构框图如图1所示,该系统主要分为两个部分。第一部分是以PLC控制器为主的本地控制,第二部分是PC端上位机软件的远程监控。在本地控制中PLC为主控制器,其模拟输入端分别实时采集植物工厂环境中空气的温度、湿度、CO2浓度和光照度参数,其模拟输出端控制RGB三种灯光的强度。控制器的I/O端口,其输入端口主要是用来接入开关信号,实现按键开关功能的输入;输出端用来控制执行器件启停,如加热机组、制冷机组、电磁阀、加湿机构、除湿机构等,通过控制程序进行自动开启与停止。在上位机软件的远程监控中,控制器串行通信接口与WiFi串口模块串口输入端连接,WiFi串口模块将串行通信协议转换为TCP/IP网络传输协议,工控机连接WiFi无线网络可以与现场控制器进行通信,工控机上用组态王软件开发人机交互界面和数据管理平台来实现对植物工厂中现场控制器的远程监控。

图1 控制系统结构框图
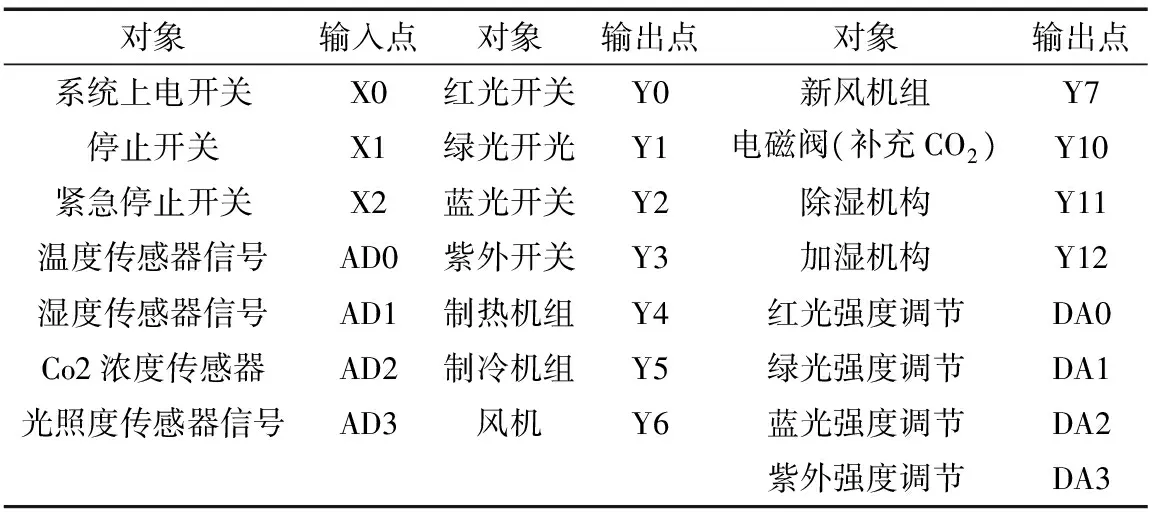
对象输入点对象输出点对象输出点系统上电开关X0红光开关Y0新风机组Y7停止开关X1绿光开光Y1电磁阀(补充CO2)Y10紧急停止开关X2蓝光开关Y2除湿机构Y11温度传感器信号AD0紫外开关Y3加湿机构Y12湿度传感器信号AD1制热机组Y4红光强度调节DA0Co2浓度传感器AD2制冷机组Y5绿光强度调节DA1光照度传感器信号AD3风机Y6蓝光强度调节DA2紫外强度调节DA3
2 硬件设计
2.1 LED光源板设计
LED能够发出植物生长所需要的单色光,光谱域宽仅为±20 nm,经过红、蓝光相应混合后,能够形成与植物光合作用与形态建成基本吻合的光谱[6-7]。LED光源板由RGB三基色LED灯珠和紫外灯珠构成,RGB三基色灯珠内包含红、绿、蓝三种基色单色灯,每一种颜色需要单独的电源进行独立驱动,采用可调稳压恒流驱动电源,可以根据控制要求改变三基色混合比例调节出不同植物生长所需光谱[8]。
2.2 数据采集传感器
在人工植物环境控制系统中,需要对植物生长环境的光照强度、温度、湿度、CO2浓度进行数据采集,因此要使用相应传感器。PLC模拟输入端要求输入信号为模拟电压信号,所以采用的传感器输出信号都为模拟电压信号。温度和湿度采集采用CWS11-07温湿度变送器,温度量程:-20℃~80℃,输出信号:0~5 VDC ;湿度量程:0~100%RH,输出信号:0~5 VDC。光照度采集采用HSTL_GZD光照度传感器,光照度量程:0~10 000 lux,输出信号:0~10 VDC。CO2浓度传感器采用的是HSTL_ CO2传感器,CO2浓度量程: 0~5 000 PPM,输出信号:0~10 VDC。
2.3 通信设计
为了方便用户对人工植物环境控制系统操作与管理,采用上下位机通信模式,下位机为现场的PLC控制器,上位机为工控机。在植物工厂中一般有多个植物种植房间,每个种植房间内有一台PLC控制器,而植物种植房间都是封闭式管理,控制器与控制器之间独立隔离,如果仅采用RS485通过传统的电缆有线方式使现场安装走线不方便,通信可靠度降低,因而在此基础上加入了串口WiFi无线模块。模块内置无线网络协议IEEE802.11协议栈以及 TCP/IP 协议栈,能够实现用户串口数据到无线网络之间的转换。
2.4 PLC输入/输出点分配
根据植物人工环境控制系统控制要求,控制系统中设计有3个开关输入、11个开关量输出、4个模拟量输入和4个模拟量输出。可编程控制器选用顾美公司的EX2N-100H,EX2N-100H是PLC触摸屏一体机,该控制器兼容三菱FX2N系列编程指令,具有16路开关量输入、16路开关量输出、 6路模拟量输入、6路模拟量输出,配有RS485串行通信接口,支持Modbus通信协议,包括主机/从机模式,可组网多个PLC或其他设备[9]。EX2N-100H具有一块10英寸液晶触摸屏,用来开发人机交互界面,基本按键操作用触摸屏中的虚拟按键代替,通过操作触摸屏完成。PLC输入/输出点具体分配情况如表1所示。
3 软件设计
3.1 PLC程序设计
PLC程序设计采用模块化编写风格,将控制程序分为3部分:光照控制、环境控制和通信控制。
3.1.1 光照控制程序设计
根据植物生长的要求,光照控制设计为手动控制模式和时控模式,为了防止这两种模式同时开启造成操作混乱,引起设备故障,将时控模式与手动控制模式互锁,当时控模式开启时会自动复位手动操作模式,此时手动操作无效,需要用户取消时控模式,才能再启动手动操作模式。
手动操作模式即用户手动操作触摸屏人机交互界面,手动开启和关闭光源板的红、绿、蓝、紫外这四路光源,手动调节这四路灯光的强度。时控模式是用户先设定好一天中的某个时段(开始和结束时间),然后设置好在这时间段内每种灯光开启状态和强度,开启时控模式后系统会自动在设置时间段内开启用户设置的灯光,按用户的参数自动设置每种灯光的强度,系统在用户设定时间之外默认关闭所有灯光,无需用户手动管理。
红、绿、蓝、紫外灯光开关控制由PLC输出端Y0~Y3来控制,灯光强度由模拟输出DA0~DA1控制。灯光强度的控制需要使用模拟输出通道,在EX2N-100H中启动模拟输出通道DA0~DA3需要将位元件M8080置ON。字元件D8080~D8083为模拟输出通道DA0~DA3的输出寄存器,对其赋值可以输出相应通道的模拟电压信号。在灯光强度控制上使用数字化控制方式,用户输入0~100的数值,PLC将其存入寄存器,经过转换和运算传送给模拟输出寄存器,输出相应的模拟电压信号给LED恒流驱动电源,调节灯光强度。光照控制程序流程图如图2所示。
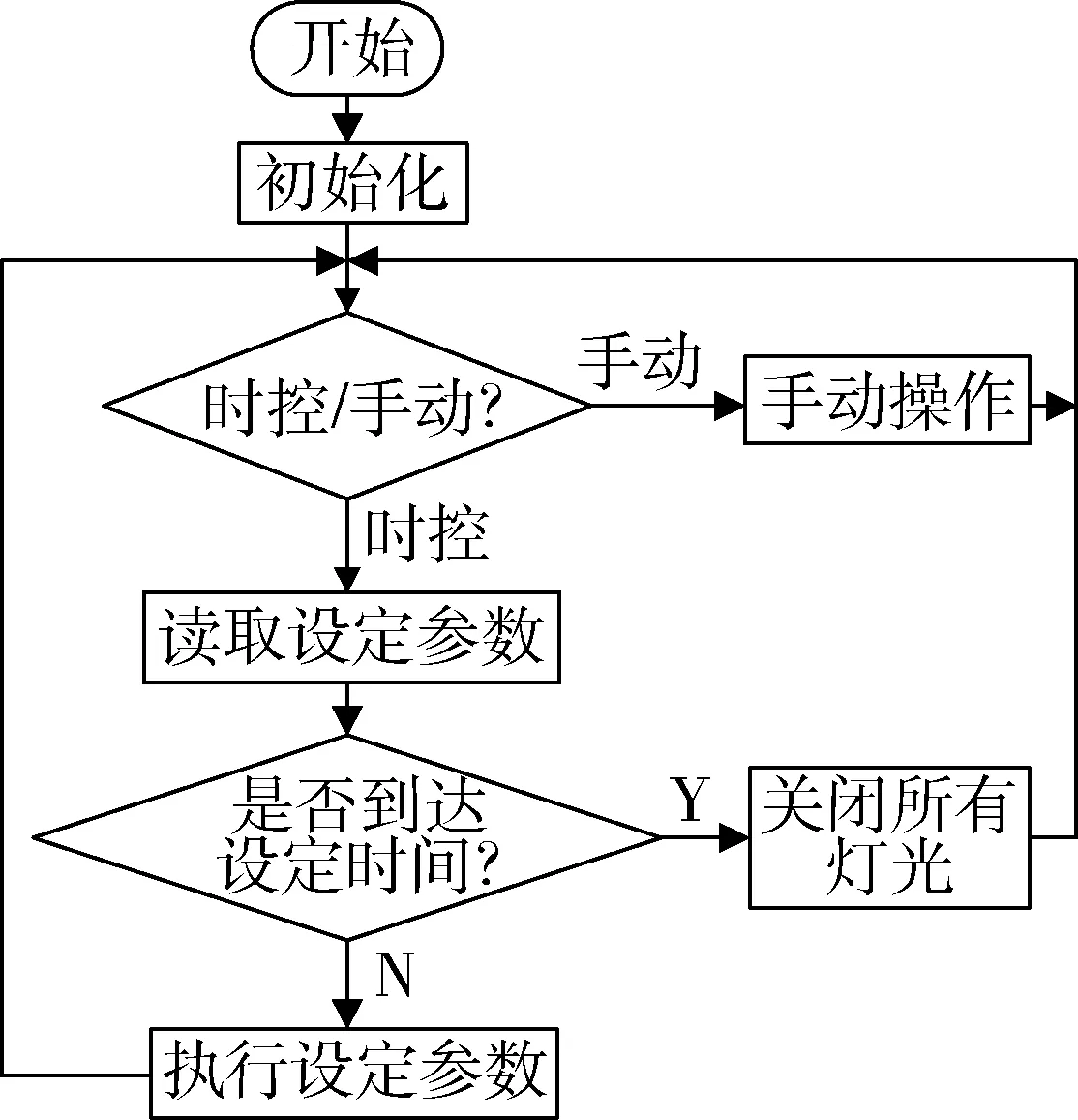
图2 光照控制程序流程图
3.1.2 环境控制程序设计
环境控制的主要环境变量包括温度、湿度和CO2浓度,对这些变量采取闭环控制方法。采集传感器数据需要使用控制器的模拟输入功能,温度、湿度和CO2浓度分别对应控制器EX2N-100H的模拟通道AD0~AD1,采样周期分别由字元件D8050~D8052来设定,模拟量输入精度为12位,使用时直接读取每一路模拟量对应的寄存器数值,AD0~AD3分别对应D8030~D8032,如有误差可以进行误差修正。
温度控制方案是设定一组温度上下限值TH和TL,PLC读取当前温度T,当T>TH时,制冷机组开始启动工作,直到当前温度降到TL时,制冷机组停止工作;当前温度T 时,制热机组停止工作,如此反复,完成温度控制循环。湿度和CO2浓度控制方法与温度控制相似,湿度的控制主要通过加湿机构和除湿机构来完成,当检测湿度低设定值时启动加湿机构,当高于设定值启动除湿机构。CO2浓度控制系统由CO2钢瓶、减压阀、流量计、电磁阀等组成,为了方便控制,钢瓶出口装设减压阀,将CO2降至0.1~0.15 MPa后释放。当检测CO2浓度小于设定值时,PLC通过输出端对电磁阀通电,将CO2送至靠近风机处的供气管道中,使CO2均匀送入房间,当CO2浓度大于设定值时,新风机组启动,给室内补充新鲜空气使CO2浓度降到设定值。 环境控制也设计为手动控制模式和自动控制模式,手动模式下可以自由手动控制环境相关执行机构的启停,如制热机组、制冷机组等、除湿机构、风机等。自动模式下,用户设置设定好参数系统会自动管理执行机构来控制环境变量。环境控制程序流程图如图3所示。 3.1.3 通信程序设计 本系统中控制器EX2N-100H与串口WiFi无线模块是通过串行通信方式通信,串口WiFi无线模块通过串行通信将PLC控制器的数据透明传输至无线网络中,上位机程序通过无线网络完成对现场PLC控制器的监控。EX2N-100H进行串口通信之前需要通过程序进行串口通信相关参数的设置,D8120为通信参数配置寄存器,将十六进制0x4081传送给D8120,即串口通信协议配置为Modbus RTU从机模式、数据长度8位、无奇偶验证、1个停止位、波特率9 600 b/s。D8120为从机站号寄存器,配置从机地址1~247,D8126为发送延时寄存器,一般配置为20 ms。串口通信配置程序只需要程序初始执行一次,使用位元件M8002只在第一个扫描周期执行串口通信配置程序。 图3 环境控制程序流程图 3.2 上位机软件设计 上位机监控软件可以通过无线WiFi与同一个WiFi网络中的PLC进行通信,用于远距离植物工厂现场监控,植物工厂中光照参数和环境参数数据不间断连续收集、整理、统计、制图以及设备运行状态的在线记录[10-11]。上位机软件用组态王软件Kingview6.55来开发,其主要功能如下: (1)远程监控功能 它可以远程监视植物工厂中的当前状态,包括红、绿、蓝、紫外四种颜色光照开关、每种颜色灯光强度,植物工厂环境中温度、湿度、CO2浓度当前数据,制热机组、制冷机组、除湿机构、加湿机构、电磁阀等执行机构的开关状态,可以远程修改PLC控制器的全部设定参数。 (2)数据统计功能 可以统计任意时刻的光照强度、室内温度、湿度、CO2浓度全月、全周、全日和本时段的最大值、最小值和平均值。 (3)生成曲线图像功能 它能以平面图方式同时绘制任意时刻的室内温度、湿度、光照强度、CO2浓度的变化曲线并可以打印输出。 本文以PLC和组态王为基础设计了植物工厂监控系统,该系统可以实现数字化调节光照参数,自动化地管理环境中的温度、湿度、CO2浓度,适应于多种作物生长要求。采用串行通信和无线网络通信相结合的方式,使植物工厂现场安装布局更灵活,通过组态软件开发上位机软件监控终端,使系统操作更加简单、扩展性更好、稳定性更高,显著提高了植物工厂的自动化控制和管理水平。 [1] 邱兆美,赵龙,贾海波. 植物工厂发展趋势与存在问题分析[J]. 农机化究,2013,35(10):230-233. [2] 余锡寿,刘跃萍. 植物工厂栽培技术的发展及其展望[J]. 农业展望,2013,9(7):58-61. [3] 付焕森,赵振江. 基于PLC和组态技术现代农业温室控制系统设计[J]. 农机化究,2013(12):185-188. [4] KWON S Y, RYU S H, LIM J H. Design and implementation of an integrated management system in a plant factory to save energy[J].Cluster Computing,2014,17(3):727-740. [5] HENDRAWAN Y, RIZA D F A, MURASE H. Applications of intelligent machine vision in plant factory[J]. IFAC Proceedings Volumes,2014,47(3):8122-8127. [6] 江天,张潇. 智能LED植物生长系统[J]. 照明工程学报,2013(1):168-172. [7] 刘文科,杨其长. LED植物光质生物学与植物工厂发展[J]. 科技导报,2014,32(10):25-28. [8] Xu Yingchao,Chang Yongxiao,Chen Guanyu,et al. The research on LED supplementary lighting system for plants[J]. Optik-International Journal for Light and Electron Optics,2016,127(18):7193-7201. [9] 李君华,王生学,张侃谕. 基于PLC和组态软件的现代温室控制系统设计[J]. 工业仪表与自动化装置,2008(2):25-27. [10] 何川. 基于PLC的智能温室监控系统[D].成都:电子科技大学,2013. [11] 宋永飞. 基于PLC和组态思想的智能温室控制系统[J]. 工业控制计算机,2009,22(1):7-9. Research on plant monitoring and control system based on PLC Dong Chao, Liu Xiangming, Jin Wei, Cai Liping (School of Mechanical and Electrical Engineering, Wuhan Institute of Technology, Wuhan 430205, China) When cultivating crops in the plant factory, the environment variables for crop growth such as light, temperature, humidity, CO2concentration need to make a precise automation management. Aiming at the control requirements, plant factory monitoring system based on PLC is designed. The system takes EX2N-100H as the main controller and adopts adjustable LED constant current drive and RGB light board, to implement the digital adjusting the parameters of the light; through the corresponding sensors and actuators, the system can automatically adjust the plant growth parameters of temperature, humidity, CO2concentration in the environment. By software developed by Kingview for host computer, using the communication mode combining serial communication and wireless communication, the host computer monitors the plant factory through the wireless network to facilitate remote control. The test operation shows that the system has integrated function, stable operation, simple operation, easy expansion and maintenance. plant factory; PLC; configuration; wireless communication TH39 A 10.19358/j.issn.1674- 7720.2017.06.029 董超,刘向明,金薇,等. 基于PLC的植物工厂监控系统的研究[J].微型机与应用,2017,36(6):95-98,102. 2016-09-26) 董超(1991-),男,硕士研究生,主要研究方向:机械电子工程。 刘向明(1953-),男,工学博士,教授,主要研究方向:机密机械与控制技术。
4 结论